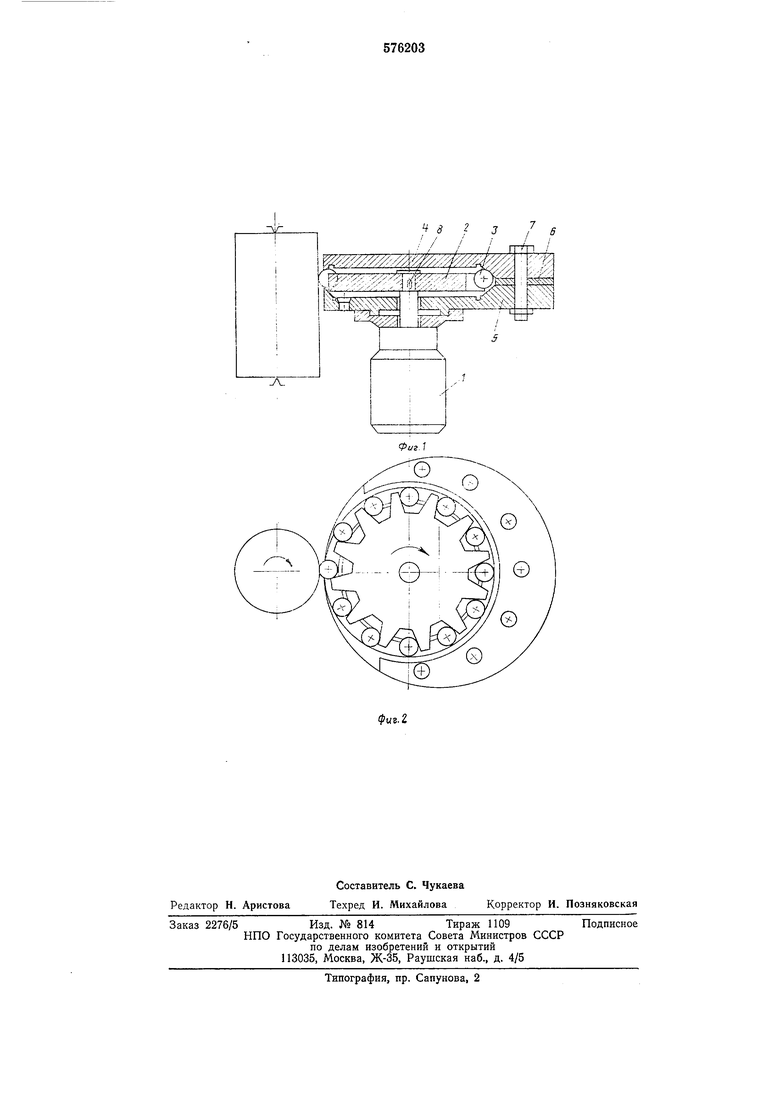
Прокладка 6 может быть при необходимости заменена втулками равной длины, что, в свою очередь, обеспечит постоянный зазор между корпусами дисков 4 и 5 и позволит свободно удалять окалину, металлическую пыль и другие твердые частицы, которые могут попасть во внутрь устройства при работе. В случае применения цельной прокладки в нижнем диске просверлено отверстие для выхода инородных частиц.
Все устройство крепится на кронштейне в суппорт станка и отводится от поверхности обрабатываемой детали на величину натяга, то есть рабочую величину выхода бойка. При включении электродвигателя сепаратор, вращаясь, своими выступами передает вращение бойкам 3, которые начинают двигаться с постоянной угловой скоростью по направляющим конусам нижнего и верхнего дисков. Под действием центробежной силы бойки расходятся, но в связи с тем, что ось вращения сепаратора эксцентрична оси дисков 4 и 5 на величину не менее величины выхода бойка, то боек имеет возможность выйти из зазора между конусами дисков 4 и 5 только в месте контакта его с поверхностью детали. При ударе о деталь боек отскакивает во впадину
сепаратора, а следующий боек снова ударяет по детали. Затем процесс повторяется.
Для смены бойков другого диаметра необходимо поменять толщину прокладки так, чтобы величина зазора между конусами дисков была не больще диаметра бойка для предохранения его от вылета.
С целью увеличения производительности процесса упрочнения количество дисков можно увеличить, соответственно увеличивая количество сепараторов, бойков и прокладок.
Формула изобретения
Устройство для поверхностного упрочнения деталей, содержащее привод вращательного движения, сепаратор с щариками, расположенный между двумя дисками, выполненными с внутренними конусами, отличающеес я тем, что, с целью интенсификации процесса обработки, диски установлены неподвижно и эксцентрично относительно оси сепаратора.
Источники информации принятые во внимание при экспертизе
1. Кузьмин М. И. Упрочнение и отделка поверхностей деталей мащин наклепыванием, М., 1951, с. 651-655.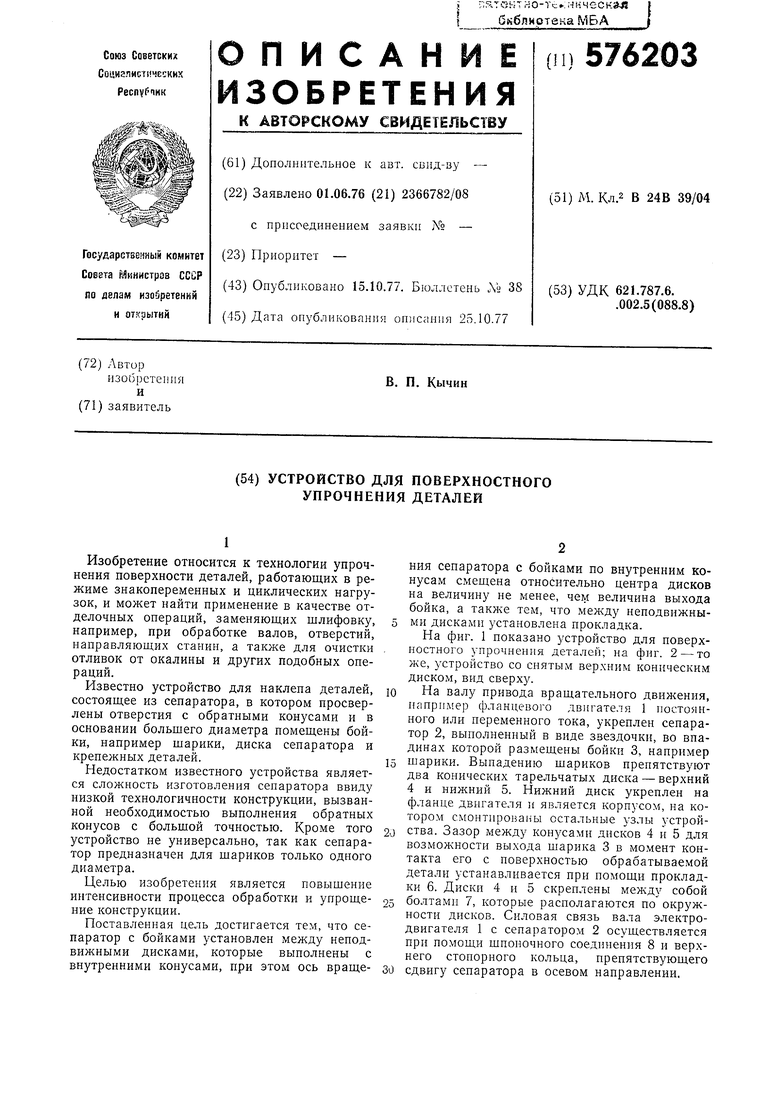
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностного упрочнения деталей | 1977 |
|
SU653100A2 |
| Устройство для поверхностного упрочнения деталей | 1980 |
|
SU1063582A2 |
| УСТРОЙСТВО С ИМПУЛЬСНОЙ НАГРУЗКОЙ ДЛЯ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ | 2012 |
|
RU2522781C2 |
| СПОСОБ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСНОЙ НАГРУЗКИ | 2013 |
|
RU2540262C2 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2355553C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2347661C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2355554C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2469833C1 |