(54) УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ, ПОДЛЕГЖ Н11.Я. ГИБКИ И ПРАВКИ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СГАЛИ
яй в CHcrervJs гшружгюто ожя; жтте1ткя тей-шература в яодгщц гвд Озыи узлах угрезышйка ОО Сз в результате 43го сна-алй вьдгорала смазка, а гах-зм вь ходнл из строя 1одийшник и, наконец, дефорШхровшшсь и изгабались ротши. В крайкем это пр Шояило к такому зК1Ч11телько зу яоЕЬгцгеш-зю усилия вытягивагшя, что в слитке возшжали трегаины и пройсходЕш прорыв жидкой стшш.
Поддерживающие рйШгкп, рашоложех-шые близко к другу, ке могут быть выполнены приводкыми,з-зз чего невозможно скорость разш1вки, так как зто связано с узелтменяем соярогивлешш вытяшзакхЕь и слйдэвательно, и необходимостью узеличеяия усилия вытягРша1Ш-Ч и тл.
в иззесхиык установках гянушзе ушлте може бьгеь { eaJH 30BaHo только с помощью специалы1ых привод1-1ых клетей, которых, кшс прайило, имеют диаметр около SOQ г-. Так scaK корощса слитка, особеьшо при разл.квке с высокой скоростью, очень тонпая; то стр-емятся радаредеш ть тянущее усилие яз. большей длине слитка. При этрм если межщ кеппит-о щагми .аоддер)}С}шающими ролккагли на онрсдс-яеньт, расстояш ях установлено несколько приводных клетей, то в переходдагх местах сущестаует опасность недопуспт ого удлйнеш1я корочки сянтка н образовягшя треашн, особешю при увеличеши скоросп раалинки.
Извеслно также устройство днл налразленля я поддержан} с.тгаба, вьшолне иж-е & виде рояикоа с проточками вдоль их длины, в «сохоры-к устанозлены элементы, закреплешаге на раме .
Од1шко дяАПюму устройству также присущи Н8дос1атки, еяяза1гШ; е с хру/постял- . подачи смазкн в узлы U обеспечешш равпомерього охлаждешга рошосов.
Цель нзобретегшя - иовышеьше надежноста зксплуатащн и сроков службы роликов.
Это дост1 гается тем, что в устройстве для шправления, поддержагшя, гибки и правки «иба в машине непрерывного литья стали, содержащем oxлaждae fыe ролет и с кольцевыми проточками вдоль их длши)1, в которых установлены опорные элементы, закреплешгые на раме, кольцевые проточки образуют цнлиндриэские цапфы, а опорные элементы|вьшолнены в виде подишпшжов скольжения, причем Bbscoxa крышки подид-шшнса 1«еныце .радиуса родшка.
При этом каждь.Й родшк может состоять из отдельных; одинаковых элементов, цеш:рируела Х относительно друг с помощью выступа и впадины, вьшолнеш ых на торцовых поверхностях стьи ующихся элементов, соединенгшьх анкерг-ав болтом.
Для обеспевдния равномерного охлажден11Я ролика он выполнен с дептральшлм кашлом, в котором с зазором аксналы-ю размещена труба для прохожде пш охладителя, причем ш одном кошге ролшс снабжен поворотным коллектором, соединяющим трубу с подводящим и сливным патрубкагйи и закрьшагощим центральный канал с одной стороьш, а на др1п-ом конце ролик снабжен фланцем, закрывающим центрапьньп канал с другой
стороны, к фланау, закрывающему центральный какал ролика, может быть подсоединен привод вращешш рошпса.
В одном из вариантов вкладыш подшипника скольжения расположен лишь в нижней половине
его корпуса, а крышка подшипника образует зазор с цилиндрической цапфой, притем внутренний диаметр крыщки больше диаметра цапфы.
Крыщка подишпнкка вьтол 1ена из материала с штзкой теплопроводностью, например из хромошпселевой стали илк металлокерамики.
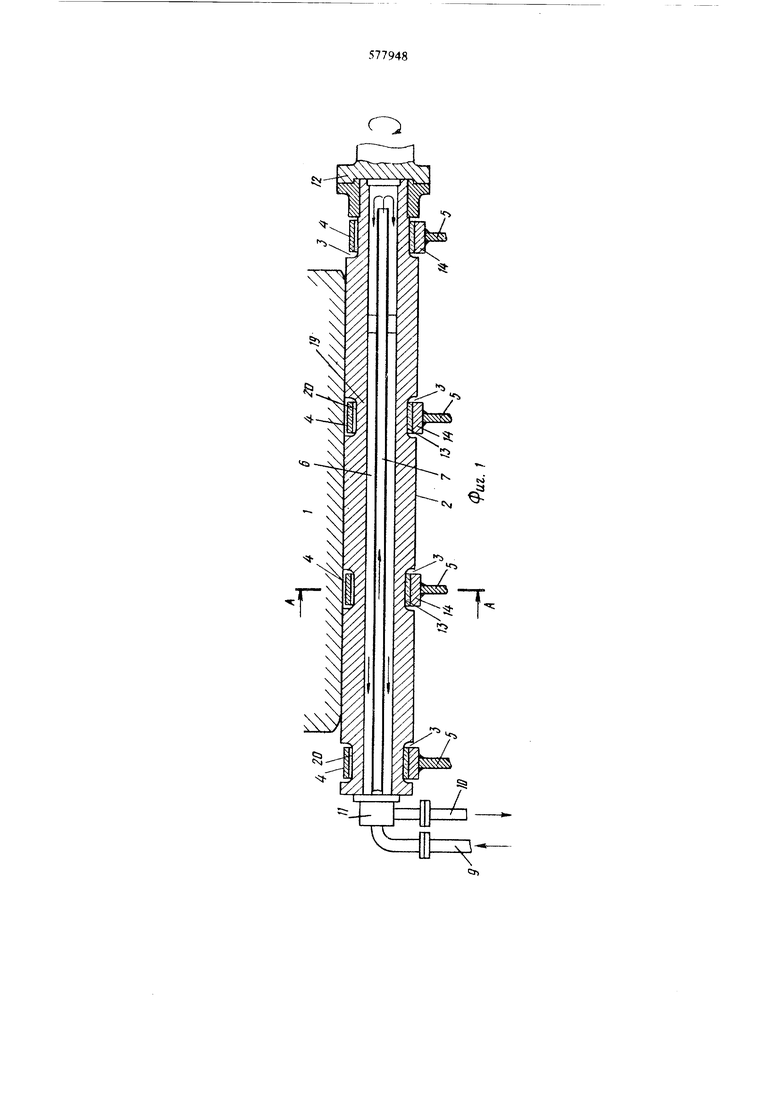
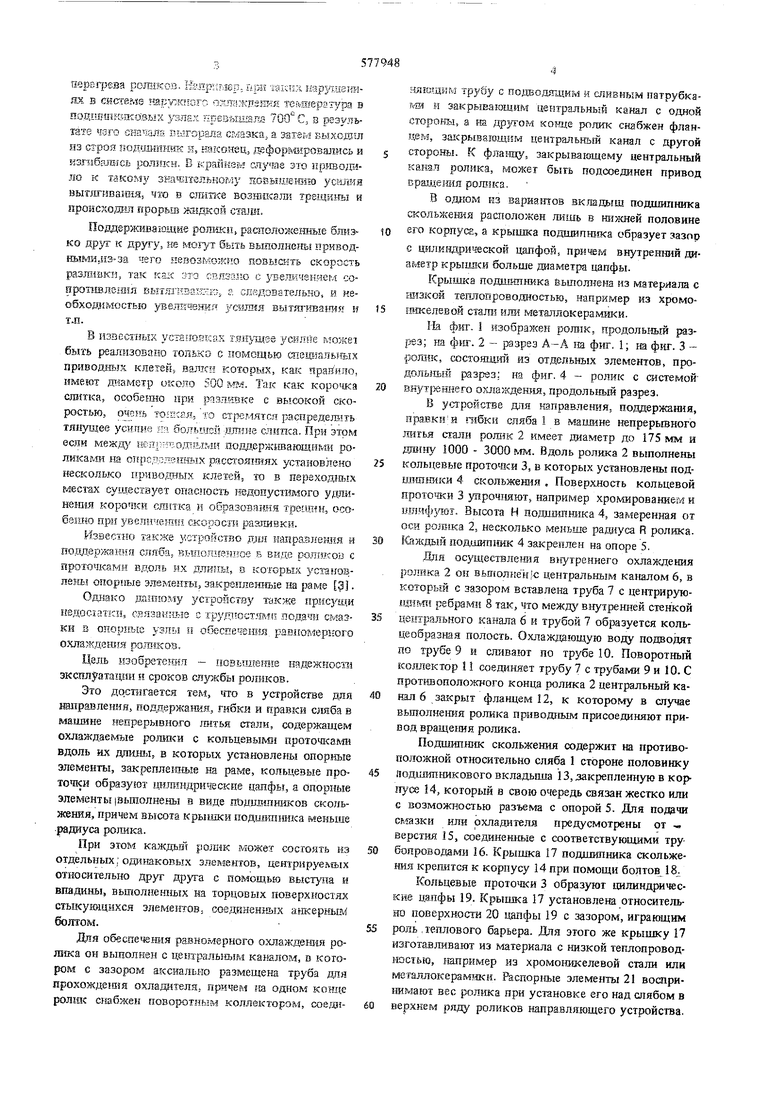
Ш фиг. i изображен ролик, продольный разрез; m фет. 2 - разрез А-А m фиг. 1; m фиг. 3 - роянк, СОСТОЯ1ДИЙ из отдельных элементов, продол&гп5 Й разрез; т фиг. 4 - ролик с системой
0нут|)ен11его о шаждеагш, продольный разрез.
В устройстве для направления, поддержания, правкии гибки спяба 1 в машине непрерьганого литья стали ролик 2 имеет диаметр до 175 мм и длину 1000 - 3000 рлм. Вдоль ролика 2 выполнены
кольцевые проточки 3, в которых установлены подцлшю{ки 4 скольжения , Поверхность кольцевой протожи 3 упрочняют, например хромированием и 5ллиф}ао1. Высота Н подиошника 4, замеренная от оси pojfflKa 2, несколько меньше радиуса R ролика.
{йгждьн поддяпншк 4 закреплен на опоре 5.
Для осущесталения в з/треннего охлаи дения ролика 2 он вьпюлнён|С центральным каналом 6, в который с зазором вставлеш труба 7 с центрирующие ребрами 8 так, что между внутренней стенкой
центрального канала 6 и трубой 7 образуется кольцеобразная полость. Охлаждающую воду подводят по трубе 9 и сливают по трубе 10. Поворотный коллектор 1 соедгашет трубу 7 с трубами 9 и 10. С противоположного конца ролика 2 центральный кашл 6 закрыт фланцем 12, к которому в слутае вьпюлнения ролика привод5п 1м присоединяют привод вращения ролика.
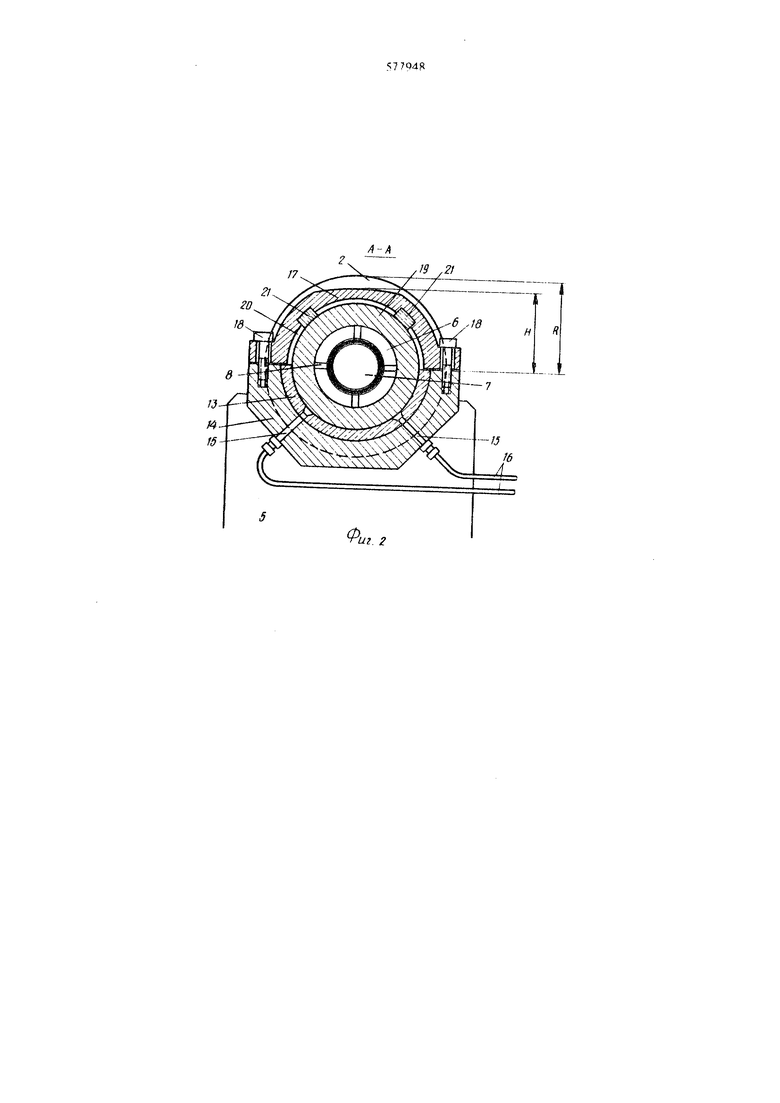
Подшипник скольжения содержит ш противоположной относительно сляба 1 стороне половинку
Подшипникового вкладыша 13, закрепленную в корпусе 14, который в свою очередь связан жестко или с возможностью разъема с опорой 5. Для подачи смазки или охладителя предусмотрены от верстия 15, соединенные с соответствующими трубопроводами 16. Крышка 17 подшипника скольжения крепится к корпусу 14 при помощи болтов 8. Кольцевые проточки 3 образуют цилиндрические дапфы 19. Крышка 17 установлена относительно поверхности 20 цапфы 19 с зазором, играющим
роль .теплового барьера. Для этого же крышку 17 изготавливают из материала с низкой теплопроводностью, например из хромоникелевой стали или мегаллокерам жи. Распорные элеметы 21 воспри шмают вес ролика при установке его над слябом в
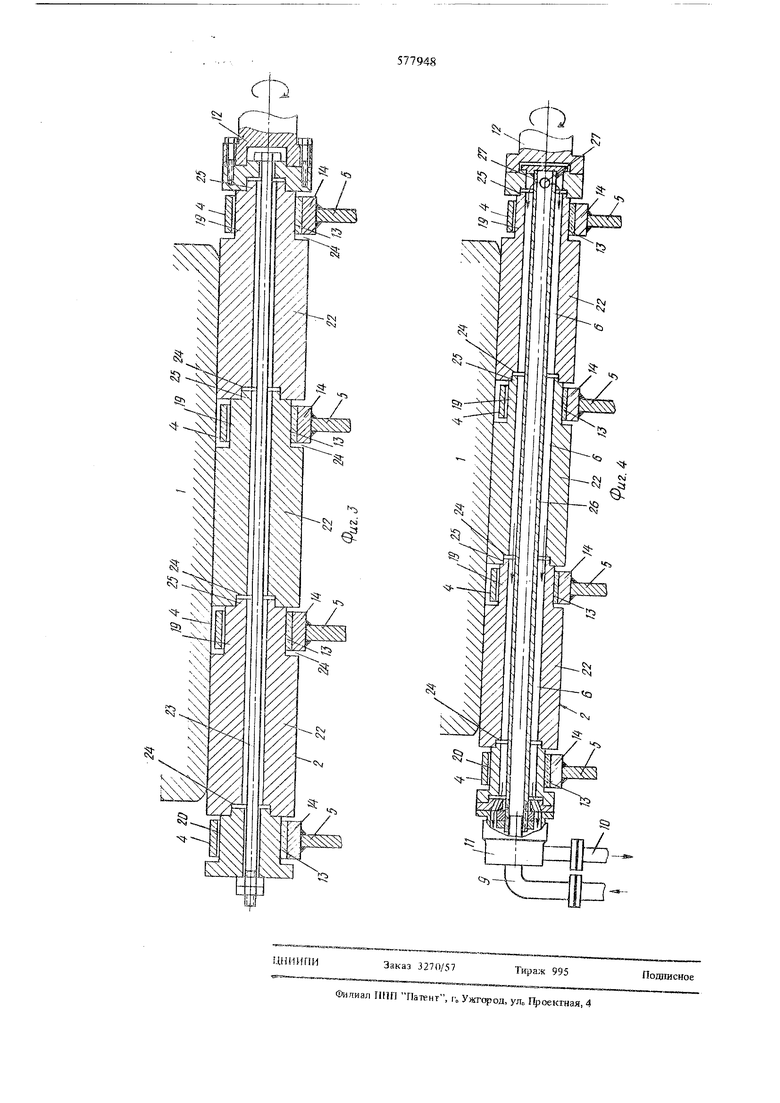
верхнем ряду роликов направляющего устройства, 1Саждый ролик 2 может состоять из одигшковых взаимозаменяемых элементов 22, соединенных поqjeflCTBOM стяжного анкерного болта 23. Элементы 22 имеют на одном торце кольцеобразную центральную впадину 24, а на другом торце - выступ 25, входящий в эту впадину. В случае выполнения ролика 2 из отдельных элементов 22 роль трубы в центртльном канале выполняет полый анкер ный болт 26 с вьшускными отверстиями 27. При монтаже установки непрерьшного литья ролики 2 с подшнп«икамй осопьжешш посредством спор 5 закрепляют с возможностью разъема на раме установки. РОЛИКИ могут быть подоружинены или связаны с гидроцилиндрами дня п|шжатия их к слябу с Т1«буемым усилием. В процессе разливки охлаждающая вода по подводящей .трубе 10 поступает в трубу 7-, размещенную в центральном канале 6 ролика 2, а затем, пройдя по кольцевому зазору между трубой 7 и стенкой канала б,выходат по трубе 10. Охлаждение является особенно эффективным на увдстке цилиндрических цапф 19, где стенка относителыю тонкая. Когда роль трубы 7 вьшолняет полый анкерньй болт 26, охлаждающая вода из полости болта 26 выходах выпускные отверстия 27. Таким o6jH3OM, предлагаемая конструкция позволяет ПОВЫСИТЬ с|юк роликов н их надежность в процессе экстлуатадии на установке непрерывного литья.юбеспечивающев скорость зливки от 1,6 до 2 м/мйн. Формула изобретения 1. Устройство для направления, ноддержания., гибки н правки сляба в яепрерьгвного литья стали, содержащее охлаждаемые ролш-э з кольцевыми проточками вдоль их длины, в Koii рых установлены опорные элементы, закрепленные т раме, отличающееся тем, что, с целью повышения надежности зкшлуатации и срока службы кольцевые пэзю-нpH4ecKiie цяпфы, а onopHbsE гл виде ПОДШ1ШШ1КОЕ скопк гп крышки подцпшштка меиьшз г здпуга ролнкя, 2.Устрзйство по я. 1. о т л ; ч ; ;v :j е е с ; те., что каждый состоит стг;г7 -:т:ч одапгаковых элементов, центрпруел-шх сткосг-тслъио друг Гфуга с помощью выступа и внадтп& выпслпеНйлх иа торцовых поверыюст.ах стык}асщи :ся энег- еитов, соедшданных болггг.; 3.Устройство по пп, 1 к 2: с г п -т а ю щ s е е.« тем, что каждый рошпг каналом, в которол; с :зор;:;г/ i Ш труба для ПрОХОЖДеИГЯ OXиG --. причем из одном конце po.TisK с-гг,аб5;.:ен пово ТНЫМ КСЛЛЭКТО ром. Соедкия рщ а с н СЛ ШНЬ:М ПаГрубкЗГИИ к 3nKp -Iij3LGL4::rj каняп с ОДНОЙ CXOPQl&i. 3 Ш , КСН nomiK снабжен фланцем, зэкрываюптнм цсггррлг ГОЙ CTOpOHTiL 4.Устройство по п. ЬЯ :: f тем, что к з:к;::-:-:-канал ролика, подсосу;; -:; rivvv ка. 5.Устройство ио :ш, л. о J тем, что ВКЛЗДЬПЛ РСлатгягШГК Соложен лить з шгзней крышЕса по.доптштка о : кой ЩЙФОЙ, причем Згп &)льше диаметра , 6.Устройство по ГГ тем, что KfJliIUIKa ПОДи: ;1:;ГК; ВГ ГГОЛТКПЗ IT3 fsJS.тернала с низкой теплопровошгостью. ггзлрпмер из хромоникелевой сга.Ш luiii мехзллокерялпгкн. Приоритет по пуиатзпг: 2.01.74пош|,КЗ,4,5,б 23. 12. 74 по п. 2 ИСТОЧШП ННфорКПДЯП, ЯрПГШТЫЗ во DJOffiiaFttre при экспергизе; 1. Патент ФРГ Г 1458158,кл. 3 в 11/12, 1969. 2 .Штеш- США W 328336S, кл, 16Ф282, 1966. 3. штект США ГР 3433239, кл. 164-282, 9б9.
at. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЕЖУТОЧНАЯ ОПОРА РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1991 |
|
RU2017572C1 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2120349C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| ПЕРЕМЕШИВАЮЩИЙ ВАЛ ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ШИРОКОГО ПРЯМОГО СЕЧЕНИЯ | 2012 |
|
RU2600776C2 |
| ГРАТОСНИМАТЕЛЬ | 2004 |
|
RU2278012C2 |
| КОРПУС ПОДШИПНИКА ДЛЯ ВРАЩАЮЩЕГОСЯ ВАЛКА, СПОСОБ ОХЛАЖДЕНИЯ КОРПУСА ПОДШИПНИКА ДЛЯ ВРАЩАЮЩЕГОСЯ ВАЛКА, МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ИЗ СТАЛИ И СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ИЗ СТАЛИ | 2019 |
|
RU2788541C1 |
| КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК И ЧЕХОЛ ДЛЯ ИХ РАЗМЕЩЕНИЯ | 2016 |
|
RU2611057C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| УСТРОЙСТВО ПОДВЕСКИ КРИСТАЛЛИЗАТОРА | 2007 |
|
RU2433883C2 |
| УНИВЕРСАЛЬНЫЙ АРТИЛЛЕРИЙСКИЙ КОМПЛЕКС ДЛЯ ТЕЛЕСКОПИЧЕСКОГО ПАТРОНА | 2018 |
|
RU2696949C2 |