Изобретение относится к черной металлургии, конкретнее к непрерывной разливки стали.
Важным звеном технологического цикла получения непрерывнолитых заготовок является их охлаждение в зоне вторичного охлаждения. От выбранного режима и способа охлаждения зависят качество поверхности непрерывнолитого слитка, его структура, скорость вытягивания и производительность машины непрерывного литья заготовок. По технологическим требованиям системы вторичного охлаждения должны иметь широкий диапазон регулирования с дифференциальным охлаждением по длине слитка, обеспечивающим непрерывное и плавное уменьшение температуры поверхности, не достигающей температуры перехода в область упругих деформаций. Водяные системы вторичного охлаждения не удовлетворяют необходимым требованиям охлаждения слитка, так как характеризуются неустойчивыми параметрами распыления. Гибкий и широкий диапазон интенсивности вторичного охлаждения обеспечивает водовоздушное охлаждение за счет возможности изменения соотношения расходов воды и воздуха в смеси от 0 до 100%.
Известен способ непрерывной разливки стали на МНЛЗ с кристаллизатором, перестраиваемым по ширине в ходе разливки [1]. В связи с этим необходимо в ходе разливки перестраивать положение коллекторов вторичного охлаждения в соответствии с шириной отливаемого сляба. Указанную перестройку коллекторов производят в процессе разливки за счет их поворота. Для поворота разработан механизм, включающий два пневмоцилиндра, вращающих два храповых колеса, насаженных на гайке, в которой на резьбе установлен вал, соединенный с коллектором. Коллектор установлен в подшипниках скольжения и может поворачиваться в шаговом режиме при перемещении вала, приводимого через храповые колеса от пневмоцилиндров. Так как по ширине сляба установлено два коллектора, то с помощью этого механизма можно изменять ширину орошаемой поверхности в ходе разливки.
Известен способ непрерывной разливки стали, включающий подачу расплавленного металла в качающийся кристаллизатор и шлакообразующей смеси на мениск металла, вытягивание из кристаллизатора заготовки с переменной скоростью и с изменяющимся при необходимости сечением, поддержание заготовки опорными роликами и подачу в зазор между ними охладителя, в виде факелов с помощью форсунок, объединенных вдоль продольной оси заготовки в коллекторы [2]. Данный способ по своей технической сущности является наиболее близким аналогом (прототипом) к предлагаемому способу.
Недостатками вышеперечисленных способов являются отсутствие отвода охладителя от периферийных участков заготовки в зоне вторичного охлаждения, неравномерный теплосъем по ширине заготовки и переохлаждение ее угловых зон. Переохлаждение угловых зон непрерывнолитой заготовки приводит к появлению в слитке ребровых трещин и продольных трещин.
Задача изобретения - улучшение качества непрерывнолитой заготовки и увеличение выхода годного металла.
Технический результат - обеспечение равномерного теплосъема по ширине заготовки и отсутствие переохлаждения угловых зон заготовок.
Для достижения технического результата в способе непрерывной разливки стали, включающем подачу расплавленного металла в качающийся кристаллизатор и шлакообразующей смеси на мениск металла, вытягивание из кристаллизатора заготовки с переменной скоростью, поддержание заготовки опорными роликами и подачу в зазор между ними охладителя, в виде факелов с помощью форсунок, объединенных вдоль продольной оси заготовки в коллекторы, согласно изобретению с периферийных участков заготовки, расположенных между 0,8 минимальной и 1,2 максимальной ширины зоны орошения заготовки, осуществляют отвод охладителя с помощью выполненных на роликах проточек.
Кроме того, на отдельных участках зоны вторичного охлаждения ширину зоны орошения изменяют путем перемещения коллекторов в процессе разливки в направлении под углом к технологической оси МНЛЗ.
Предлагаемое изобретение направлено на повышение качества непрерывнолитой заготовки за счет отвода излишков охладителя от периферийных участков заготовки. Отвод излишков охладителя от периферийных участков заготовки можно осуществлять с помощью выполненных в роликах проточек. Так как при наличии проточек по всему ролику будет много окалины, особенно в центральной части, что приведет к потере товарного вида заготовки, то проточки в ролике возможно выполнить на участках, расположенных между 0,8 минимальной (0,8min) ширины и 1,2 максимальной (1,2max) ширины зоны орошения заготовки.
Изменением ширины зоны орошения непрерывнолитой заготовки (изменением расстояния от форсунки до охлаждаемой поверхности заготовки) можно регулировать интенсивность охлаждения по ширине сляба и обеспечивать равномерный теплосъем по ширине заготовки в зоне вторичного охлаждения, предотвращая появление ребровых и продольных трещин.
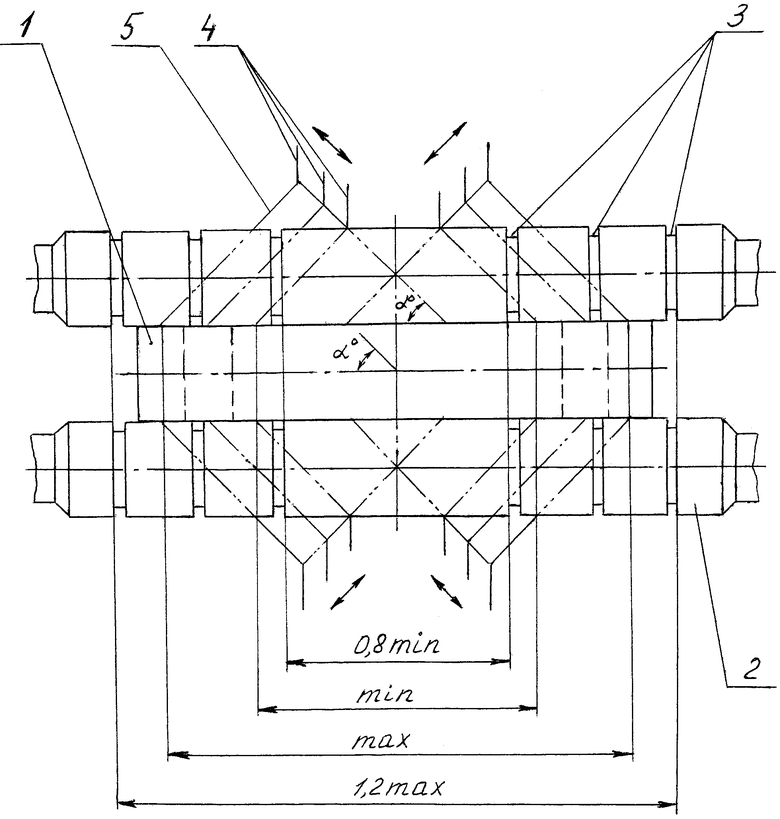
Принцип предлагаемого способа непрерывной разливки стали поясняется чертежом, где на чертеже показан вариант выполнения данного способа, а позициями обозначены: непрерывнолитая заготовка 1, опорные ролики 2, проточки 3, коллектора с форсунками 4 и факела форсунок 5 в различных положениях; размеры min - минимальной и max - максимальной ширина зоны орошения заготовки соответственно, размеры 0,8min - 0,8 минимальной ширины и 1,2max - 1,2 максимальной ширины зоны орошения заготовки соответственно.
Способ осуществляют следующим образом.
В качающийся кристаллизатор подают расплавленный металл, а на мениск металла подают шлакообразующую смесь. Из кристаллизатора с переменной скоростью вытягивают заготовку 1, которая поддерживается опорными роликами 2. В зазор между опорными роликами 2 подают охладитель, например водовоздушную смесь, в виде факелов 5, объединенных в группы вдоль продольной оси заготовки 1, через форсунки, объединенные вдоль продольной оси заготовки 1 в коллекторы 4. Отвод охладителя от периферийных участков заготовки 1 производят, например, с помощью проточек 3, выполненных соответственно в роликах 2. При этом два участка проточек в ролике 2, с противоположных его сторон каждый, выполнены, например, на участках, расположенных между 0,8 минимальной (0,8min) ширины и 1,2 максимальной (1,2 max) ширины зоны орошения заготовки 1. При необходимости на отдельных участках зоны вторичного охлаждения ширину зоны орошения изменяют путем перемещения коллекторов 4 в процессе разливки в направлении под углом α к технологической оси МНЛЗ.
Пример.
На МНЛЗ разливали сталь различных марок (09Г2С, 10Г2ФБУ, 17Г1СУ) в слябы сечением 250×1550-1900 мм, используя вышеизложенный способ. У полученных при этом слябов отсутствовали ребровые и продольные трещины.
Использование способа обеспечивает равномерный теплосъем по ширине заготовок и отсутствие переохлаждения их угловых зон, что предотвращает появление ребровых и продольных трещин. Тем самым улучшается качество непрерывнолитой заготовки и увеличивается выход годного металла.
Библиографический список.
1. Машины непрерывного литья слябовых заготовок. Нисковских В.М., Карлинский С.Е., Беренов А.Д. - М.: Металлургия, 1991. - С.114-116.
2. Конструкции и проектирование агрегатов сталеплавильного производства. / Григорьев В.П., Нечкин Ю.М., Егоров А.В., Никольский Л.Е.: Учебник для вузов. - М.: МИСИС, 1995. - С.417-418.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СЛИТКОВ КВАДРАТНОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2441731C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2108199C1 |
| Способ вторичного охлаждения слябов в процессе непрерывной разливки | 1985 |
|
SU1329900A1 |
Изобретение относится к черной металлургии, конкретнее к непрерывной разливке стали. Способ включает подачу расплавленного металла в качающийся кристаллизатор и шлакообразующей смеси на мениск металла, вытягивание из кристаллизатора заготовки с переменной скоростью, поддержание заготовки опорными роликами и подачу в зазор между ними охладителя. Охладитель, например водовоздушную смесь, подают в виде факелов с помощью форсунок, объединенных вдоль продольной оси заготовки в коллекторы. С периферийных участков заготовки с помощью выполненных на роликах проточек производят отвод охладителя. Периферийные участки расположены между 0,8 минимальной и 1,2 максимальной ширины зоны орошения заготовки. На отдельных участках зоны вторичного охлаждения ширину зоны орошения изменяют путем перемещения коллекторов в процессе разливки в направлении под углом к технологической оси машины непрерывного литья заготовок. Обеспечивается равномерный теплосъем по ширине заготовки и отсутствие переохлаждения их угловых зон, предотвращается появление ребровых и продольных трещин. 1 з.п. ф-лы, 1 ил., 1 пр.
1. Способ непрерывной разливки стали, включающий подачу расплавленного металла в качающийся кристаллизатор и шлакообразующей смеси на мениск металла, вытягивание из кристаллизатора заготовки с переменной скоростью, поддержание заготовки опорными роликами и подачу в зазор между ними охладителя в виде факелов с помощью форсунок, объединенных вдоль продольной оси заготовки в коллекторы, отличающийся тем, что с периферийных участков заготовки, расположенных между 0,8 минимальной и 1,2 максимальной ширины зоны орошения заготовки, осуществляют отвод охладителя с помощью выполненных на роликах проточек.
2. Способ по п.1, отличающийся тем, что на отдельных участках зоны вторичного охлаждения ширину зоны орошения изменяют путем перемещения коллекторов в процессе разливки в направлении под углом к технологической оси машины непрерывного литья заготовок.
| ГРИГОРЬЕВ В.П | |||
| и др | |||
| Конструкции и проектирование агрегатов сталеплавильного производства | |||
| - М.: МИСИС, с.417-418 | |||
| Способ охлаждения заготовок при непрерывной разливке | 1989 |
|
SU1773552A1 |
| МУФТА (ВАРИАНТЫ) | 2003 |
|
RU2255256C1 |
| Система вторичного охлаждения установки непрерывной разливки слябов | 1987 |
|
SU1482755A1 |

