1
Изобретение относится к области обработки металлов и может быть использовано в заготовительных цехах для разделки проката на мерные заготовки.
Известны способы ломки проката изгибом, в которых для уменьшения усилий, необходимых для ломки, наносят концентратор напряжений в месте намечаемого излома 1.
Недостатком таких способов является нлохое качество поверхности излома.
Известен способ ломки проката, состоящий из операции нанесения концентраторов напряжения и последующего импульсного торцового пагружения 2.
Однако такой способ требует наличия двух динамических нагрузок с временем задержки одной относительно другой, зависящим от места расположения концентратора напряжений относительно торцов заготовки. Это усложняет технологический процесс, тчк как для осуществления способа необходима система синхронизации нагрузок при изменении положения концентратора, а одна из нагружающих систем должна смещаться относительно другой с изменением длины штанги при последовательных отломах.
Целью изобретения является повышение производительности труда, уменьшение энергоемкости ломки, упрощение технологического процесса и снижение его себестоимости.
Это достигается тем, что по предлагаемому способу, содержащему операции нанесения концентраторов напряжения и последующего импульсного торцового нагружения, прокат
перед импульсным торцовым нагруженнем в месте концентратора напряжения локально нагревают до температуры синеломкости.
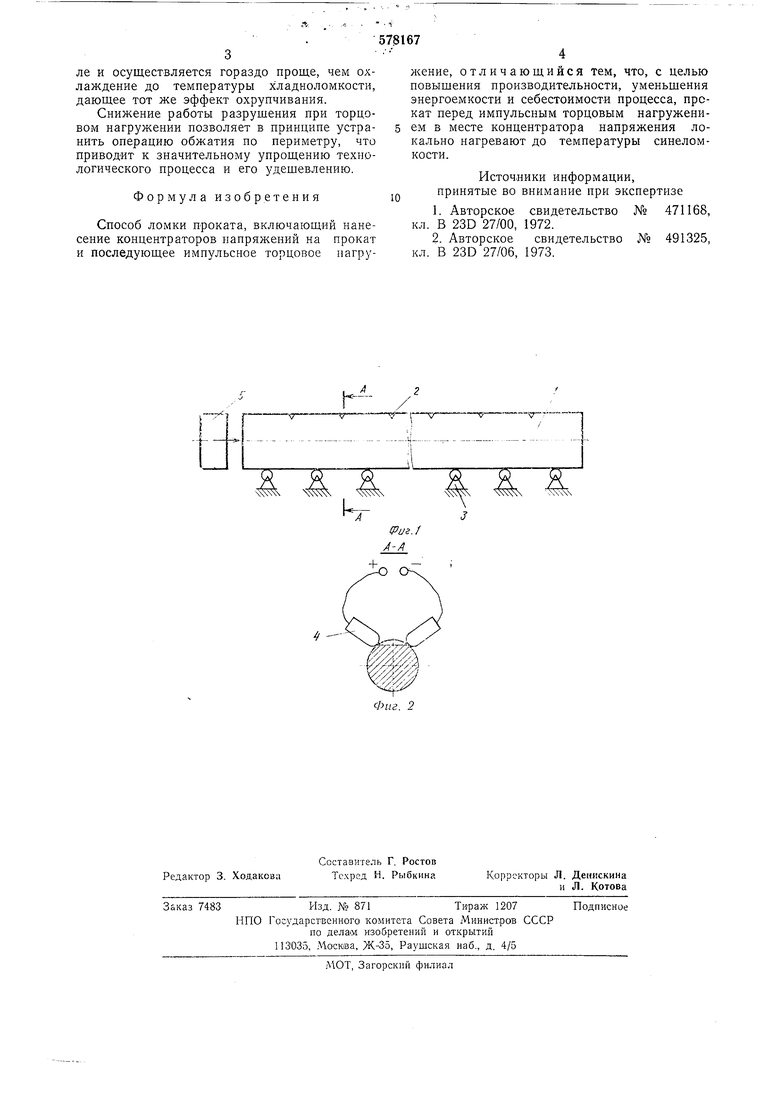
На фиг. 1 приведена схема, реализующая предлагаемый способ; на фиг. 2 - разрез по
А-А на фиг. 1.
Прокат 1 с нанесенными концентраторами 2, расположенный на рольганге 3, подвергается локальному разогреву в местах нанесения конце 1траторов с помон ью, например,
установки для контактной сварки 4. По достижении тсмпсрат -ры 400-500 С в месте контакта электродов установки с прокатом, т. е. на концентраторах, прокат подвергают продольному удару бойком 5. Волна сжатия,
возникшая при ударе, раснространяется вдоль оси н, отразившнсь от противоположного торца, в виде волны растяжения ломает прокат по местам нанесенных конце 1траторов. Повышение хрупкости в местах нанесения концентраторов при разогреве до температуры синеломкости приводит к значительному снил ению работы заро;кдения трещины, а следовательно, и общей работы разрушен 1я.
Локальный разогрев до температуры синеломкости (400 - ) 31 ачительно дешевле и осуществляется гораздо проще, чем охлаждение до температуры хладноломкости, дающее тот же эффект охрупчивания.
Снижение работы разрушения при торцовом нагружении позволяет в принципе устранить операцию обжатия по периметру, что приводит к значительному упрощению технологического процесса и его удешевлению.
Формула изобретения
Способ ломки проката, включающий нанесение концентраторов напряжений на прокат и последующее импульсное торцовое пагрулсение, отличающийся тем, что, с целью повышения производительности, уменьшения энергоемкости и себестоимости процесса, прокат перед импульсным торцовым нагружением в месте концентратора напряжения локально нагревают до температуры синеломкости.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 471168, В 23D 27/00, 1972.
кл
2. Авторское свидетельство
№ 491325, . В 23D 27/06, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ломки проката | 1976 |
|
SU617258A1 |
| Способ ломки проката на заготовки | 1976 |
|
SU616122A1 |
| УСТАНОВКА ДЛЯ УПРАВЛЯЕМОГО ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ МАТЕРИАЛОВ | 1995 |
|
RU2074792C1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛОВ НА ЗАГОТОВКИ В УСТАНОВКЕ ДЛЯ РАЗРУШЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096141C1 |
| СПОСОБ РАЗДЕЛКИ НА ЛОМ СЛОЖНЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1992 |
|
RU2041773C1 |
| Устройство для ломки проката | 1977 |
|
SU633681A1 |
| Способ ломки труб | 1974 |
|
SU507415A1 |
| Установка для ломки проката | 1973 |
|
SU578166A1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛА НА ЗАГОТОВКИ | 1995 |
|
RU2074793C1 |
| Способ ломки проката | 1979 |
|
SU863204A1 |
