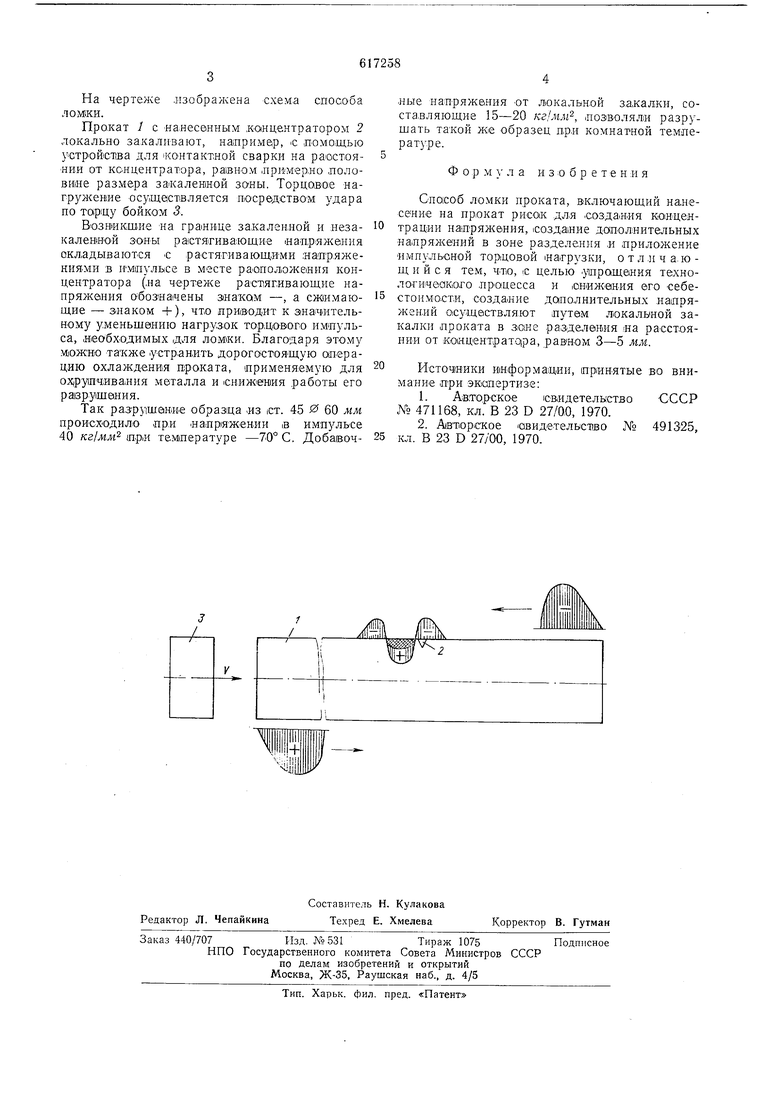
Изобретение относится к области механической обработки металлов и может быть исполБзов.ано в заготовительных -цехах машиностр о ит.ел biH ы х з as о до в. Известен способ ломки проката изгибом, в котором для уменьшения усилий, необходимых для ломки, наиасят жояцентратор напряжений iB месте на,мечаемого излома 1. Недостатком Mi3iBecTiHoro способа является плохое качество поверхлости излома. Известен юпособ ломки проката путем нанесания на заготовку концентратора напряжений и приложения усилий обжатия по периметру проката. Недостатком дааного способа является необхадимость создания значительных нагрузок обжатия. Известея способ холодной ломкий, включающий нанесевие «а прокат коицеитратора напряжений, обжатие его по периметру в месте HaiHeceHKoro концентратора и приложение торцовой нагрузки, в котором для уменьшения нагрузки гидродинамического обжатия проката, добавляется и мпульсное торцовое наг.ружение, создающее совместно с усилием ,аТ1ИЯ напряжения, лревыщающие предел прочности .материала 2. Недостатком да-нного способа является то, что он требует для ломки наличия Д1вух динамичеоких (Нагрузок с временем задержки одНОЙ ошосительно другой, зависящим от места расположенная концентратора натряжений относительно торцов заготовки. Это услоЖНяет тех1нологи1ческий процесс, так как для осуществления способа «еобходима система синхронизации напрузок при изменении положения концентратора, а одна из нагружающих систем должна смещаться относительно другой с из,ме1нением длины штанги при последовательных изломах. Целью изобретения является уменьшение энергоемкости ломки, упрощение технологического процесса и снижение его себестоимости. Поставленная цель достигается тем, что в известном способе ломки проката операцию создания дополнительных напряжений осуществляют путем локальной закалки проката в З01не разделения на расстоянии от концентратора, обеспечивающем образование максимума остаточных .растягивающих напряжений после закалки в месте нанесения концентратора. Импульс расттяжения, возникший после отражения от свободного торца импульса сжатия от торцовой нагрузки, складывается с растягивающими .«апряжбниями, ВОЗНИКШ.ИМИ i; результате локальиой закалки, и приводит к разрушению проката. На чертеже .изображена схема способа ломки. Про.кат 1 с нанесенным концентратором 2 локально закаливают, например, С помощью устройства для контактной сварки на раостояйии от концентратора, paiBHOM лримерло лолови1не размера закаленщой зоны. Торцовое нагружение осуще|ст1вляется нюсредством удара по тарщу бойком 3. Возвик,ш,ие на rpaiHH e закаленлой и незакалениОй зоны ра1стягива1ющие .напряжения окдадываются € растягивающими .напряжениями :в имиульсе в месте раоиол( концентратора (на чертеже растягивающие наиряжеиия обозщамены 31накам -, а сж1имающие - знаком +), что приводит к значительному уменьшению нагрузок тор;цов0:го импульса, иеобходимых для лонжи. Благодаря этому М|ОЖн;о также устр.аи.ить дорогостоящую олерацию охлаждения проката, применяемую для оХ|ру1ПЧ,ивания металла и снижен1ия .работы его раврушения. Так ра.зру шани€ образца .из ст. 45 0 60 мм происходило пр.и «алряжен.ии в ИлМпульсе 40 кг1мм темлературе -70° С. Добавоч.ные напряжения от локальной закалки, соста.вляющие 15-20 .ч , лозволяли разрушать такой же образец пр.и комнатной темлературе. Формула изобретения Способ ломки проката, включающий нанесение на прокат рисок для созда(Ния концентрации наетряжвния, создание Д01пол.«ительиых напряжений в зоне разделения л приложение импульсной тор|ЦОвой лагрузки, о т л .и ч а. ю щ и и с я тем, что, ic целью упрощения технологи1чеак|0.го .прощесса и снижения его себестоимо.ст;И, создание дапо.лнительных лалряжений осуществляют лутем локальной закалки проката в зоне разделен1ия иа расстоянии от концентратора, равном 3-5 мм. Источ)ники информации, оривятые во внимание при эк апертизе: 1.Авторское свидетельство СССР Хо 471168, кл. В 23 D 27/00, 1970. 2.Авторское свидетельство № 491325, кл. В 23 D 27/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ломки проката | 1976 |
|
SU578167A1 |
| Устройство для ломки проката | 1977 |
|
SU633681A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРОКАТА | 1989 |
|
RU2025230C1 |
| Способ ломки проката | 1977 |
|
SU831272A1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛОВ НА ЗАГОТОВКИ В УСТАНОВКЕ ДЛЯ РАЗРУШЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096141C1 |
| Устройство для холодной ломки стального проката | 1974 |
|
SU507414A1 |
| Способ ломки проката на заготовки | 1976 |
|
SU616122A1 |
| Способ ломки проката | 1991 |
|
SU1791082A1 |
| Устройство для ломки проката | 1977 |
|
SU667343A1 |
| Устройство для разделения проката | 1982 |
|
SU1055596A1 |
