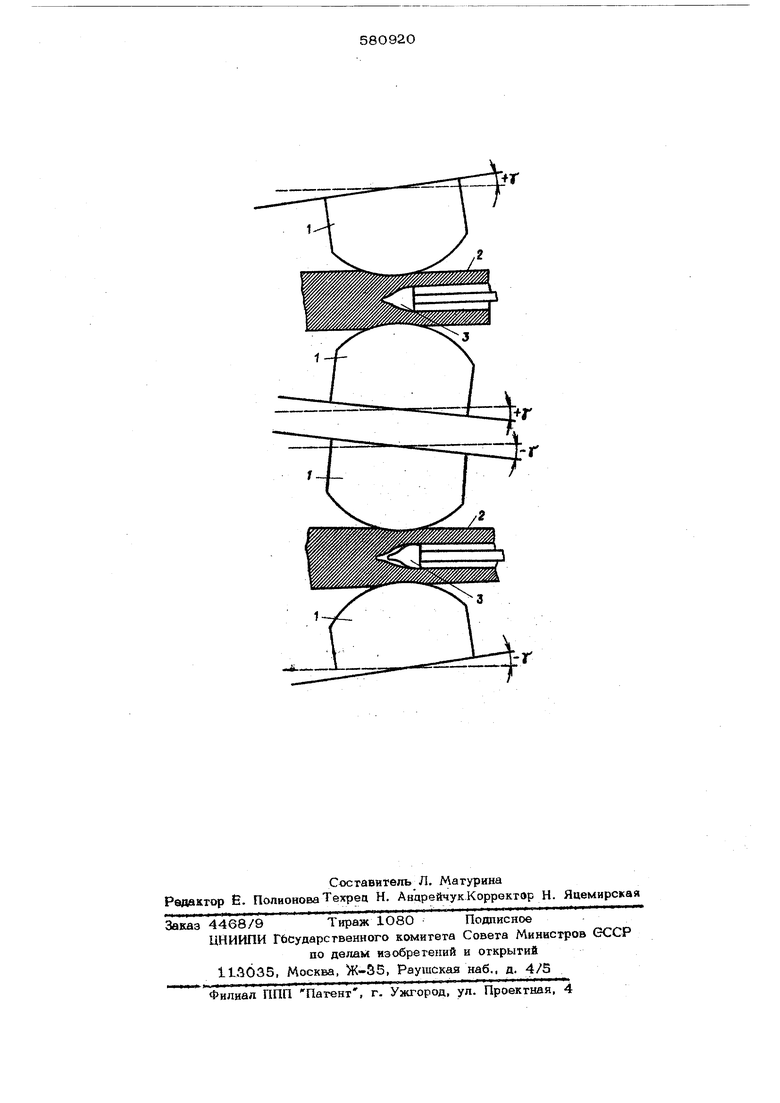
Изобрвгение относится к производству груб прокаткой, а именно к прошивке заго товоКр и может быть вспользовано прв про изводе тве труб из труднодеформируемых сталей и сплавов на трубопрокатных устано ках, иапример с пилигримовыми, автомат ческими, непрерывными и грехвалковыми раскатными станками, Известен способ прокатки заготовок на станах пореречно-винтовой прокатки, эакпку ча1рщийся в том, что нагретую заготовку деформируют бочковидными валками на оправкеНедостатком данногр способа является то, что образовании перед носком оправки разры1а6в1металпа, на внутренней поверхности гильзы возникают дефекты в виде плен, снижающие качество труб. По этой же причине невозможна прошивка ряда легированных и высоколегированных сталей. Наиболее близким по технической сущности к предлагаемому изобретению являет ся способ винтовой прокатки, включающий деформацию нагретой заготовки на короткой оправке сферическими |ввлками, оси которых устанавливают;на углы подачи и раскатки Г23 Однако недостаток этого способа состоит в том, ТО невозможно устранить образовав ние дефектов (плен) на внутренней поверхности гильзы, так как в начальный, уставе вившийся и заключи теЛЫ1ЫЙ периоды про Шивки предусматривается постоянное поло жение осей валков и,; следовательно, постоянная схема напряженного состояния перед носком оправки на соответствующих участках заготовки. Поэтому в случае вскрьйтия полости перед носком оправки из-за наличия в металле неметаллических включений или повышенного обжатия образовавшаяся рванина распространяется перед носком оправки и закатывается в плену. Целью изобретения $шляется.повышение качества внутренней поверхности гильз. Достигается это.тем, что в способе винтовой прокатки, включающем деформацию нагретой загоговки на короткой оправке сферическими валками, оси которых устанавливают на углы подачи и раскатки, через каждый оборот заготовки меняют угол раскатки на противоположный но зна« ку. Способ заключается в том, что натрегуго заготовку деформируют на оправке Сферическими валками, развернутыми на уг подачи и раскатки, причем в процессе прокатки через каждый оборот заготовки меняют на противоположный по знаку угол раскатки. Угол раскатки определяют аи соотношения:y,,i4 „„/,,, D где - угол раскаткй; 3 диаметр заготовки; D - диаметр рабочих валков; /3 - угол подачи. На чертеже схематически изображена прошивка через один оборот заготовки. Способ осуществляется следующим Ъб« paaoNf. Свинцовые заготовки диаметром 40 мм прошивают на модели прошивного косова г йового стана в сферических валках диамег ом loo мм, усгановйенных на угол пода . скорости вращения валков об/мин. Угол раскатки меняется Йг 9 1через i один оборот заготовки. Во время первичного захвата оси вал ков 1 разворачивают в плоскости угла рао катки по ходу прока гки на 9 , npES эуом увеличивается осевая составляющая скорое движения заготовки 2. Начиная со вторичного захвата заготовь ки, .с момента появления усилия на оправку 3 и до конца процесса прошивки, угол рас катки .меняют через каждый оборот заготоз ки на противоположный -9 . При изменении угла раскатка 0 на противоположный против хода прокатки за сче превышения скорости разворота валков в плоскости угла раскатки, над осевой скоростью прошивки, создаваемой разворотом валков на угол подачи /3 происходит отрыв металла заготовки от носика оправки. При следующем развороте осей валков по ходу;прошивки скорость движения металла заготовки резко увеяичиваегся за счет суммирования скоростей, полученных от угла подачи ft а угла раскатки v, в ре зультате чего центральная часть заготовки подвергается ковке, Периодически изменяя угол раскатки за каждый оборот заготовки, происходит измене ние скорости движения металла по оси прокатки, что приводит к проковке внутренней поверхности гильзы и тем самым улучша ется качество внутренней поверхности и уменьшается поперечнйз разностенность гильз. .Исполмование сферических валков аоэ Бопяет сохранять гермегри очага дефор мациа при развороте осей валков относнгель1 но центра сферы. Таким образом происходит совмещение двух процессов прошивки н ковки. ПредлагаемьШ способ может быть приме ней для прошивки заготовок из труднодеформнруемых сталей и сплавов, благодаря применению этого способ повышается на чество внутренней поверхности гильз и соотвегсгввнно .готовых труб в сннжаетчгя ноперечная разностенносуь гильз. Фор йгу Ли изобретения Саособ винтовой прокатки, включающий еформацию нагретой заготовки на корот ой оправке сферическими валками, оси оторых устанавливают на углы подачи 0 аскатка, отличающийся тем, то, с целью повышения качества внутреней ntmepXHOCTH гильз, через каждый оборот аготовки меняют угол pacisarKH на протиоположный по знаку. Источники информаяин , принятые во вн ание при экспертизе: 1,Тетерин П. К. Теория поперечноинтовой прокатки, M.j Металлургия , 972, с. 316. 2.Кульбачяый И. Г. Механическое обоь удование прокатных цехов. М., Металлургздат, 1946, с, 257, 264.65,
-Г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2004 |
|
RU2250147C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ИЗ ЛИТОЙ ЗАГОТОВКИ | 2009 |
|
RU2391155C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ | 2007 |
|
RU2349401C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2007 |
|
RU2361689C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ ВИНТОВОЙ ПРОШИВКОЙ | 2009 |
|
RU2404869C1 |