Изобретение относится к области обработки металлов давлением и касается получения полых заготовок из непрерывнолитой заготовки или слитка.
В настоящее время известен способ получения трубчатых изделий, включающий прошивку сплошной заготовки с обжатием по диаметру 8-20% при углах подачи 10-18 градусов [1]. Недостатком этого способа является невозможность получения качественных гильз из литого металла, т.к. при таких режимах прошивки происходит разрушение металла в осевой зоне заготовки перед носком оправки.
Наиболее близким по технической сущности к заявленному техническому решению является способ винтовой прошивки литой заготовки, включающий подачу нагретой заготовки в рабочие валки, развернутые на угол подачи и раскатки, и прошивку заготовки оправкой, установленной в калибре, образованном валками и направляющим инструментом [2].
Недостатком данного способа является невозможность получения качественной внутренней поверхности гильз, а также проработки структуры по толщине стенки при высокой точности геометрических размеров.
Задачей изобретения является повышение качества и точности геометрических размеров гильз при прошивке из литого металла. Поставленная цель достигается тем, что в способе винтовой прошивки литой заготовки, включающем подачу нагретой заготовки в рабочие валки, развернутые на угол подачи и раскатки, и прошивку заготовки оправкой, установленной в калибре, образованном валками и направляющим инструментом, прошивку осуществляют при величине угла подачи не менее 12 градусов, угла раскатки 6-10 градусов с обжатием в пережиме 21-35%, при этом используют валки, угол входного конуса которых составляет 4-8 градусов, а величину обжатия заготовки перед носком оправки определяют из соотношения:

где u0 - относительное обжатие заготовки перед носком оправки;
ϕ - угол наклона входного конуса валка, град;
β - угол подачи, град;
γ - угол раскатки, град.
Заявляемая совокупность отличительных признаков обеспечивает достижение цели изобретения, а именно, повышение качества и точности геометрических размеров гильз при прошивке из литого металла. Уменьшение угла подачи менее 12 градусов приводит к появлению на внутренней поверхности гильзы плен из-за разрушения металла перед носком оправки. Установка угла раскатки менее 6 градусов в сочетании с малым углом подачи приводит к локализации деформации в наружных слоях прокатываемой трубы и отсутствию проработки структуры стенки трубы, увеличение угла раскатки свыше 10 градусов вызывает ухудшение условий захвата. Прошивка с обжатиями по диаметру в пережиме менее 21% не обеспечивает проработку литой структуры, а увеличение обжатия более 35% приводит к уменьшению пластичности металла. При значении угла входного конуса валка менее 4° происходит разрушение металла в осевой зоне заготовки, увеличение угла конусности свыше 8° приводит к ухудшению захвата. Величину обжатия заготовки перед носком оправки определяют из соотношения:

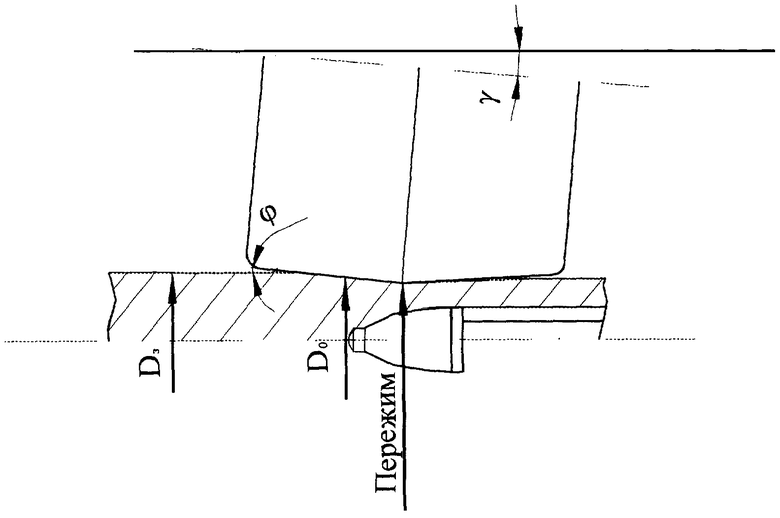
Изобретение иллюстрируется чертежом, где показано продольное сечение очага деформации вертикальной плоскостью. Из чертежа видно, что относительное обжатие заготовки перед носком оправки определяется в плоскости, перпендикулярной оси прокатки и проходящей через первую по ходу прокатки точку касания металлом носка оправки. Величина относительного обжатия обычно рассчитывается по формуле:
u0=(D3-D0)/D3,
где u0 - относительное обжатие заготовки перед носком оправки;
D3 - диаметр исходной заготовки, мм;
D0 - диаметр заготовки в плоскости, проходящей через точку касания металлом носка оправки, мм.
Зная величину обжатия перед носком оправки, можно определить положение последней в очаге деформации.
Способ прокатки осуществляется следующим образом. Нагретая заготовка задается в рабочие валки, где обжимается ими в калибре, образованном за счет взаимного сближения контактных поверхностей валков, оси которых наклонены к оси заготовки. При этом угол между осью прокатки и проекцией оси валка на плоскость, проходящую через ось прокатки и отрезок, являющийся кратчайшим расстоянием от оси прокатки до оси валка, является углом раскатки, а угол между осью прокатки и проекцией оси валка на плоскость, перпендикулярную плоскости раскатки и проходящую через ось прокатки, является углом подачи. При обжатии заготовки валками металл заполняет очаг деформации, и встречается с неподвижной в осевом направлении оправкой, длина участка очага деформации от касания заготовкой валка до встречи ее с носком оправки определяется величиной обжатия перед носком оправки, которая обусловлена соотношением:

Выбранная величина обжатия u0 обеспечивает надежный вторичный захват, т.е. созданный запас сил трения достаточен для преодоления сопротивления оправки при движении металла в очаге деформации.
На торце заготовки формируется углубление, которое по мере продвижения заготовки по очагу деформации превращается в полость, максимальная величина обжатия заготовки по диаметру составляет от 21 до 35%, что обеспечивает хорошую проработку литой структуры исходного материала.
Пример осуществления способа.
Для прокатки труб размерами 108×10 на ТПА с трехвалковым раскатным станом прошивали непрерывнолитую заготовку диаметром 156 мм. По традиционной технологии для их производства используется круг 120 мм. Нагрев заготовок осуществляли в кольцевой печи до температуры 1240°C. Перед прошивкой устанавливали расстояние между валками В=112 мм, обжатие в пережиме - 28%, между линейками Л=120 мм, коэффициент овализации - 1,07. Угол входного конуса валка составлял ϕ=6°, угол раскатки γ=8°, диаметр оправки 88 мм, угол подачи β=14°. Величину обжатия заготовки перед носком оправки определяли из соотношения (1).

sin6°·Cos14°=0,1045·0,97=0,1014

Таким образом, величина обжатия перед носком оправки должна быть не менее 6,4%, но и не более 10,1%, соответственно этим значениям была выбрана величина выдвижения носка оправки за пережим валков. Толщина стенки регулируется путем перемещения оправки в указанном диапазоне изменения обжатий.
Всего по предлагаемому варианту прокатано 6 труб, дополнительно после прошивки удалили из потока 4 гильзы для анализа качества и параметров формоизменения. Осмотр внутренней и наружной поверхности труб и гильз показал отсутствие дефектов. Трубы по качеству соответствовали требованиям ГОСТ. Металлографические исследования показали полную проработку литой структуры, отсутствие несплошностей и трещин.
Таким образом, предлагаемый способ прокатки обеспечивает получение труб высокой точности по геометрическим размерам с качественной внутренней и наружной поверхностью.
Источники информации
1. Авторское свидетельство СССР №738697 В 21 в 19/00, 8/00, опубл. БИ №21, 1980 г.
2. Прокатное производство. Справочник, т.2. Под редакцией Е.С.Рокотяна. М.: Металлургиздат, 1962, стр.391-411, 430-431.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ИЗ ЛИТОЙ ЗАГОТОВКИ | 2009 |
|
RU2391155C1 |
| Способ винтовой прошивки в четырехвалковом стане | 2021 |
|
RU2759820C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 2006 |
|
RU2309809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
Изобретение относится к области прокатного производства, в частности к обработке металлов давлением, и касается способов винтовой прошивки. Задачей изобретения является повышение качества и точности геометрических размеров гильз при прошивке из литого металла. Способ винтовой прошивки литой заготовки включает подачу нагретой заготовки в рабочие валки, развернутые на угол подачи и раскатки, и прошивку заготовки оправкой, установленной в калибре, образованном валками и направляющим инструментом. Величина угла подачи составляет 12-18 градусов, угла раскатки - 6-10 градусов. Обжатие в пережиме равно 21-35%, при этом используют валки, угол входного конуса которых составляет 4-8 градусов. Величина обжатия заготовки перед носком оправки регламентирована математической зависимостью. Способ обеспечивает получение труб высокой точности по геометрическим размерам с качественной внутренней и наружной поверхностью. 1 ил.
Способ винтовой прошивки литой заготовки, включающий подачу нагретой заготовки в рабочие валки, развернутые на угол подачи и раскатки, и прошивку заготовки оправкой, установленной в калибре, образованном валками и направляющим инструментом, отличающийся тем, что прошивку осуществляют при величине угла подачи не менее 12 градусов, угла раскатки - 6-10 градусов с обжатием в пережиме 21-35%, при этом используют валки, угол входного конуса которых составляет 4-8 градусов, а величину относительного обжатия заготовки перед носком оправки определяют из соотношения


где
u0 - относительное обжатие заготовки перед носком оправки;
ϕ - угол наклона входного конуса валка, град.;
β - угол подачи, град.;
γ - угол раскатки, град.
| Прокатное производство | |||
| Справочник, т.2, под редакцией РОКОТЯНА Е.С., М., Машиностроение, 1962 г., с.с.391-411, 430-431 | |||
| Способ винтовой прошивки | 1976 |
|
SU590024A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| СПОСОБ ПОДГОТОВКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ К ПРОПИТКЕ | 1999 |
|
RU2178353C2 |

