1
Изобретеиие относится к области сварочной техники и может исиользоваться при холодной шовной сварке труб, например прп соединении алюминиевых оболочек кабелей.
По основному авт. св. № 490600 известен способ холодной шовной сварки путем сдавливания мест сварки пуансонами 1. Способ заключается в том, что перед сваркой собранные внахлестку трубы обжимают двумя бойками до образования между ними напряженной ограниченной зоиы, по которой затем производят сварку.
Полученная после обжима напряженная зона имеет несколько выпуклую скругленную форму.
Качество соединения зависит от точного месторасположения рабочего выступа бойка в середине наиряженной зоны.
Однако точное расноложение рабочего выступа бойка затруднено ввиду ее скругленной формы, а также из-за того, что npecc-inicTpyмент (вес - 5-7 кг) монтажник должен удерживать на весу в момент сдавлнвания. Неточное расположение рабочего выступа бойка в папряжеиной зоне приводит к смеш,екию участка сварки к одной из обжимных канавок, к смешению одного участка сварки по отношению к другому участку, что ведет или к непровару, или к появлению трешин в зоне сварного шва па соединяемых трубках. Для
улучшения качества соединения за счет ориентирования сварочного инструмента относительно изделг1Я по предлагаемому способу между операциями обжима и сварки напряженпую зону сдавливают одновременно 6oiiком н иуансоном, располол :енными диаметрально противоположпо.
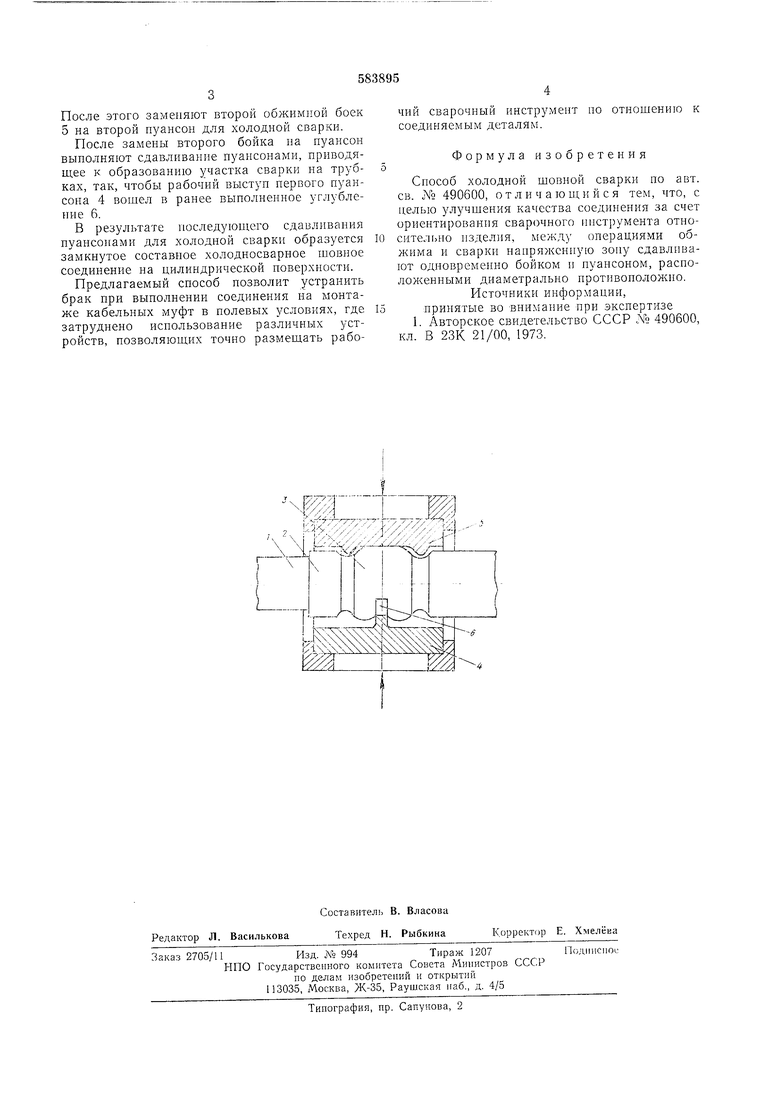
Ыа чертеже показана схема выполнения операцип ориентирования рабочего выступа сварочного инструмента.
Последовательность операций по холодно сварке труб следу ОП1ая. Кониы труб 1 и 2, подготовленные под холодную сварку, соб рают телескопическ, этом в трубке 1 меньшего диаметра заранее установлена o iopная стальная втулка с канавками на наружной поверхност, затем парой обж 1мных бойков сдавливают место соединения так, чтобы образовать ограниченную иапряжеппую зону 3 путем вдавливания материала трубок и на втулке.
После образова 1ня напряженной oi painiченной зоны в инструменте заменя от боек на пуансо 4 для холодной сварки и л есто соединения сдавл 1ва от так. чтобы рабочие выступы бойка 5 находились в ранее образованных кольцевых канавках. Сдавл 1вание прекраплают. когда на деталях в ентре ограниченной зоны образуется углубле 1ие 6 от вдавлива я рабочего выступа .
После этого заменяют второй обжимной боек 5 на второй пуансон для холодной сварки.
После замены второго бойка на пуансон выполняют сдавливание пуансонами, приводящее к образованию участка сварки на трубках, так, чтобы рабочий выступ первого пуансона 4 вошел в ранее выполненное углубление 6.
В результате последующего сдавливания пуансонами для холодной сварки образуется замкнутое составное холодносварное шовное соединение на пилиндрнческой поверхности.
Предлагаемый способ позволит устранить брак при выполнении соединения на монтаже кабельных муфт в полевых условиях, где затруднено иснользование различных устройств, позволяющих точно размещать рабочни сварочный инструмент по отношению к соединяемым деталям.
Формула изобретения
Способ холодной шовной сварки но авт. св. № 490600, о т л и ч а ю uui и с я тем, что, с нелью улучщения качества соединения за счет ориентирования сварочного инструмента относительно изделия, между операциями обжима и сварки нанряженную зону сдавливают одновременно бойком и иуансоном, расположенными диаметрально противоположно.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР Al 490600, кл. В 23К 21/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шовной холодной сварки | 1973 |
|
SU499996A1 |
| Трубчатый анкер | 1990 |
|
SU1744266A1 |
| Способ герметизации трубок (штенгелей) холодной сваркой | 1990 |
|
SU1834769A3 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| Способ холодной сварки металлов внахлестку | 1979 |
|
SU812475A1 |
| Способ холодной точечной сварки | 1988 |
|
SU1613279A1 |
| СПОСОБ ХОЛОДНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220734A1 |
| Устройство для сварки термопластичных материалов инфракрасным излучением | 1979 |
|
SU872284A1 |
| МЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ СРЕДНЕГО ДИАМЕТРА | 2020 |
|
RU2746030C1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
г
