(54) УСТРОЙСТВО ДЛЯ ШОВНОЙ ХОЛОДНОЙ СВАРКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| Устройство для холодной сварки металлов внахлестку | 1979 |
|
SU1232434A1 |
| УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ СВАРКИ ДАВЛЕНИЕМ | 2005 |
|
RU2305617C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| Способ холодной шовной сварки | 1976 |
|
SU583895A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ЛИФТОВОЙ ТРУБЫ | 2014 |
|
RU2585338C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПИЛЕК | 2003 |
|
RU2251465C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
1
I Изобретение относится к сварочной технике и может применяться для шовной холодной ., сварки труб, собранных телескопически.
Известно устройство для шовной холодно сварки труб, содержащее пуансоны и сило1 вую раму..
Описываемое устройство отличается тем,
что оно снабжено двумя полукольцевыми, обхватывающими пуансоны, обоймами, имеющимн на внутренней поверхности бурты,
.чередующиеся с отверстиями для прохода
i выполненных на пуансонах рабочих выступов, н прямоугольным пазом, расположенным между торцом пуансона и обоймой, предназначенным для размещения ступенчатой пластины.
Устройство позволяет образовать составной шов путем трехкратного сдавливання, обеспечивает высокое качество холод- нрсварного шва по всему периметру и пре-
.дотвращ ет образование трещин в свариваемых деталях в момент сварки.
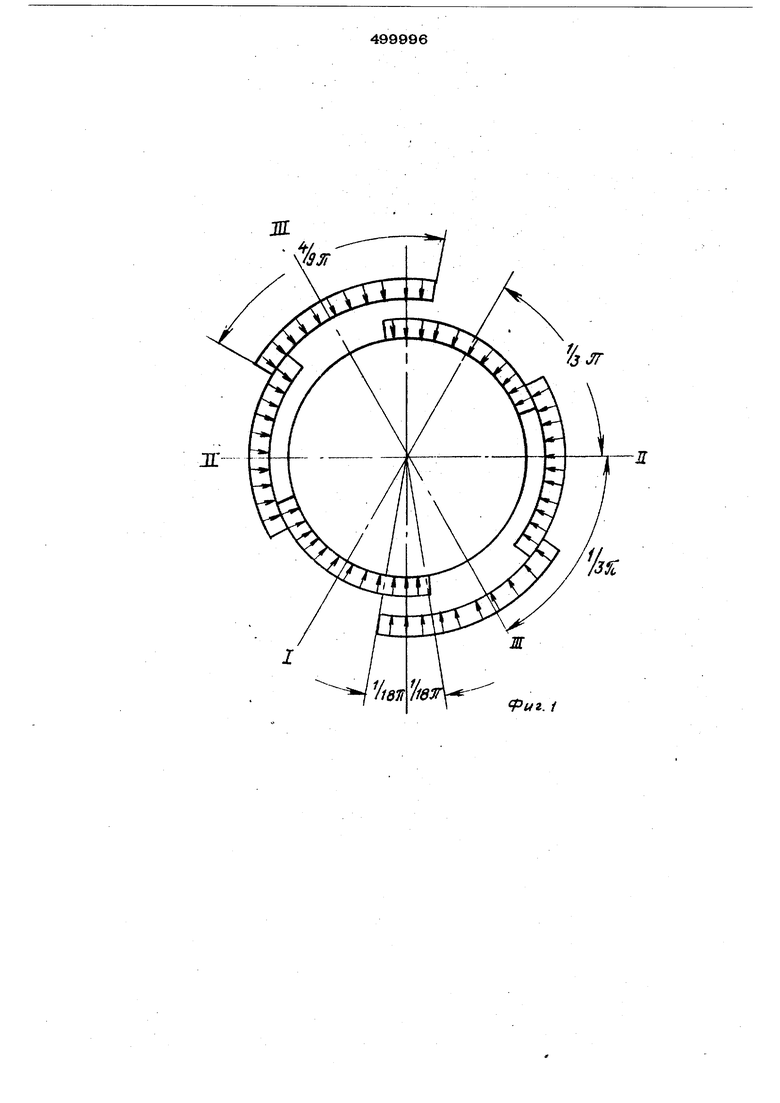
На фиг. 1 показана схема образования
состаьного холодносварного шва; на фиг. 2редлагаемое устройство; на фиг. 3 вариант исполнения бурта обоймы; на фиг. 4 вариант размешения отверстий с пуансонами между буртами обоймьь
Устройство,, состоит из обойм 1 и 2, на внутренней поверхности которых выпочнены бурты 3, между ними имеются отверстия, в которые установлены пуансоны 4 и 5 для } олодной сварки. Между оюрными торцами пуансонов и обоймами установлены размерные ступенчатые пластины 6 и 7.
Взаимное расположение пластин 6 и 7 фиксируется шпильками 8 и 9, причем один конец каждой шпильки жестко соединен-с пластиной 7, а другой проходит в отверстие пластины 6. Бурты обоймы выполняются в виде полуколец или в виде частей кольца , 1О, тогда эти части располагают по углам
абочего выступа 11 так, чтобы существовало
взаимное перекрытие рабочего выступа 11 и бурта 10. Длина рабочих выступов 11 пуансонов 4 и 5 равняется 4/9 Jl- -радиан, что обеспечивает оптимальный угол обхвата окружности свариваемой детали без
ухудшения качества сварного участка шва.
Риг 2
11
to
4 J 4 /../ /.
7
/ /
Составитель ЕьТкггникова Редактор Л Л ародная Техред ИЛаиевва -; Корректор ТЛобровопьская
Заказ N 44б4/30§ Изд. № J
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий Москва, Ж-35 Раушская иаб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Подписное
Тираж 1178
