Изобретение относится к сварочной технике, в частности к холодной сварке, и может быть использовано для точечного соединения плоских деталей толщиной до 3 мм, например алюминиевых и медных шин токоподводов, экранных лент и др., в кабельной промышленности и при проведении монтажных работ в различных условиях.
Целью изобретения является повышение качества сварного соединения.
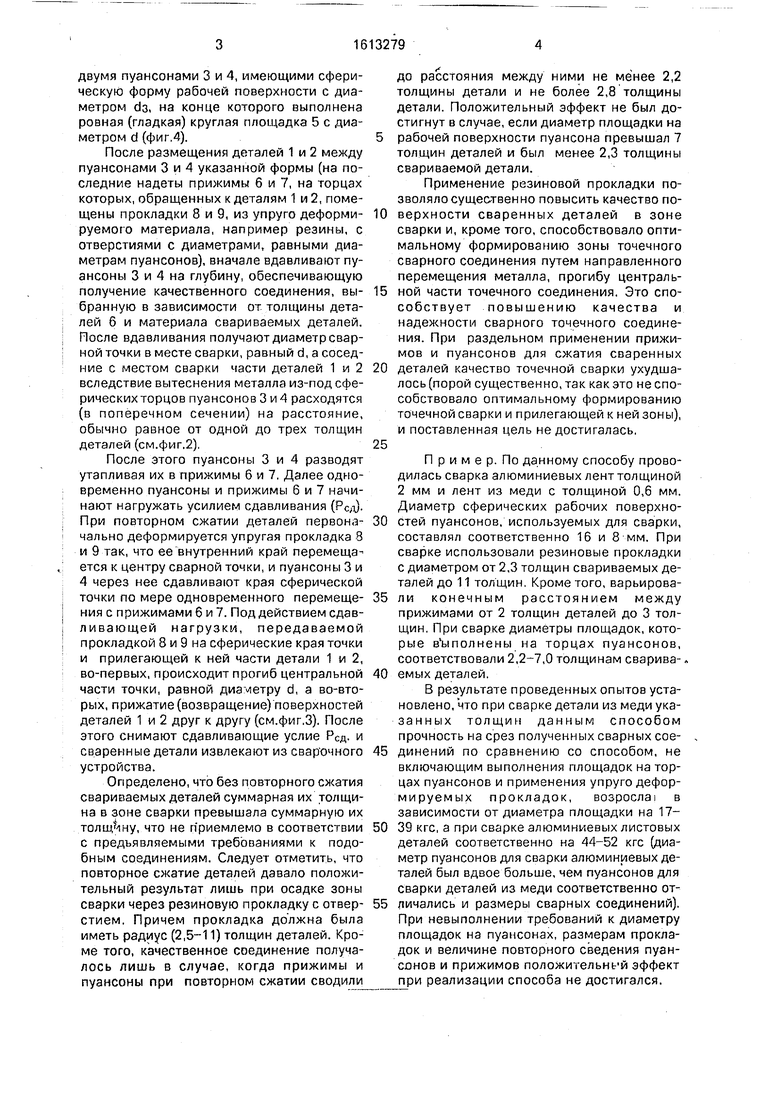
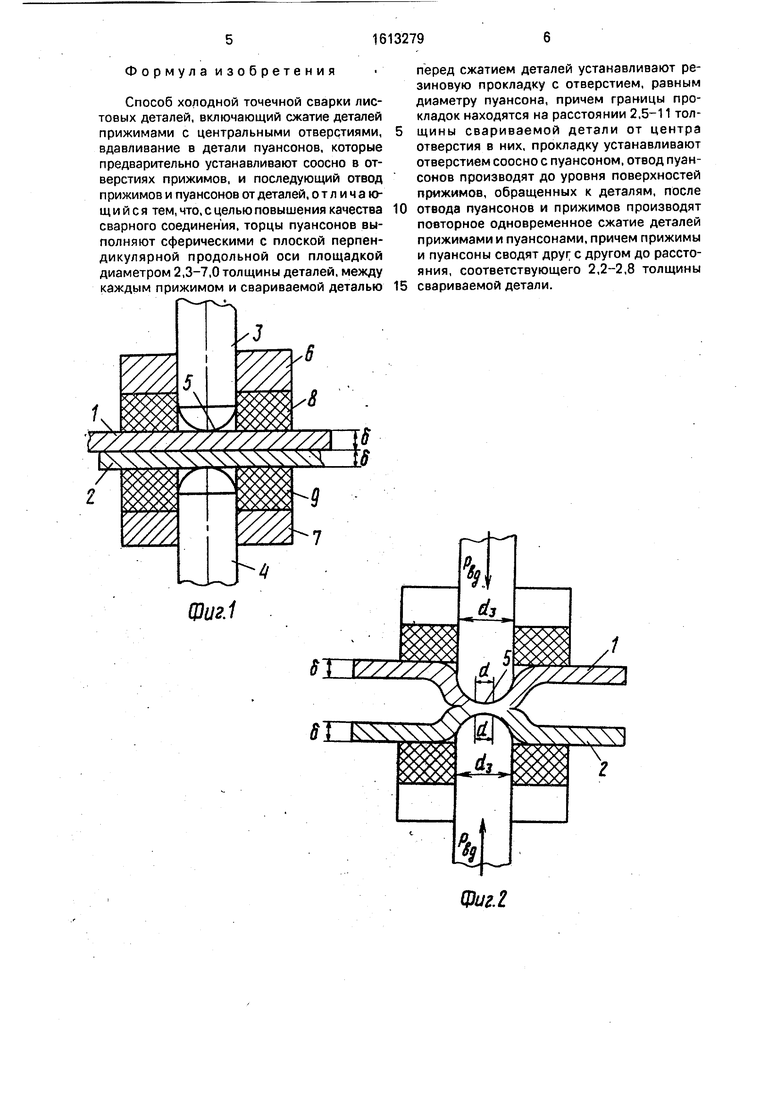
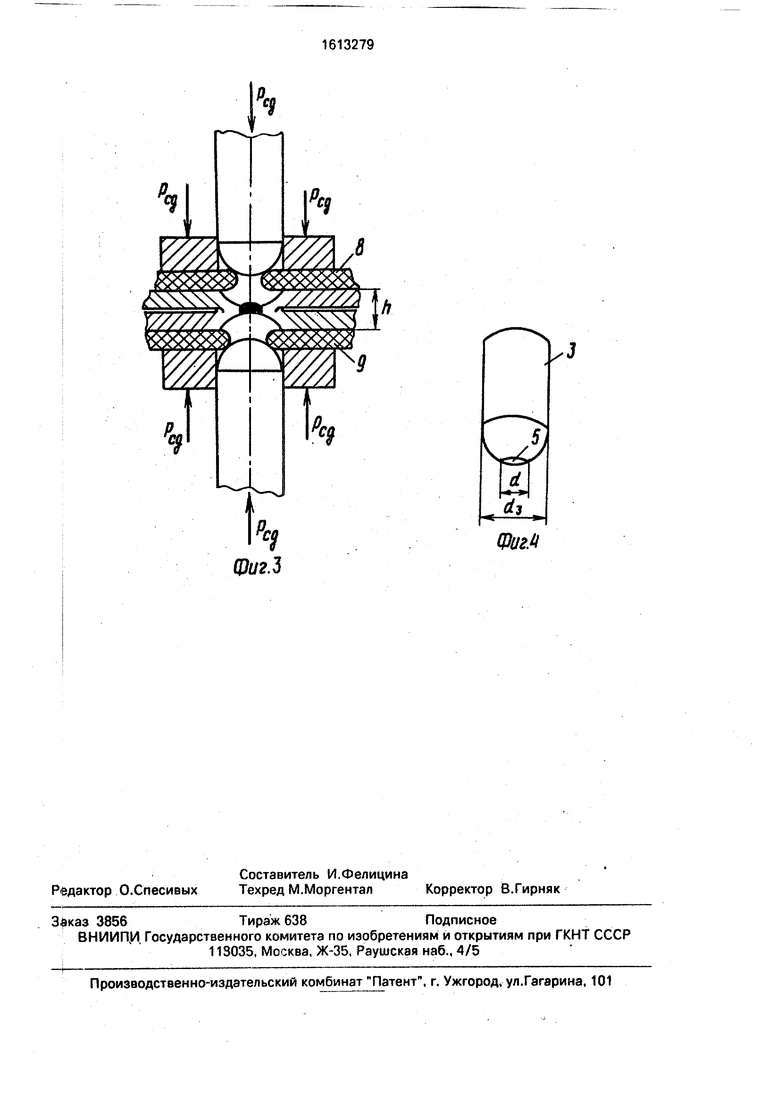
На фиг. 1 показана схема размещения двух деталей между пуансонами и прижимами: на фиг. 2 - схема вдавливания пуансонов в детали; на фиг. 3 - схема сдавливания дрталей пуансонами и прижимами через упруго деформируемую прокладку; на фиг. 4 - пуансон со сферической формой рабочей; поверхности с площадкой, используемой для реализации способа.
Суть способа заключается в том, что две детали 1 и 2 (фиг.1 и 2) размещают между
двумя пуансонами 3 и 4, имеющими сферическую форму рабочей поверхности с диаметром d3, на конце которого выполнена ровная (гладкая) круглая площадка 5 с диаметром d (фиг.4).
После размещения деталей 1 и 2 между пуансонами 3 и 4 указанной формы (на последние надеты прижимы 6 и 7, на торцах которых, обращенных к деталям 1 и 2, помещены прокладки 8 и 9, из упруго деформируемого материала, например резины, с отверстиями с диаметрами, равными диаметрам пуансонов), вначале вдавливают пуансоны 3 и 4 на глубину, обеспечивающую получение качественного соединения, выбранную в зависимости от толщины деталей 6 и материала свариваемых деталей. После вдавливания получают диаметр сварной точки в месте сварки, равный d, а соседние с местом сварки части деталей 1 и 2 вследствие вытеснения металла из-под сферических торцов пуансонов 3 и 4 расходятся (в поперечном сечении) на расстояние, обычно равное от одной до трех толщин деталей (см.фиг.2),
После этого пуансоны 3 и 4 разводят утапливая их в прижимы 6 и 7. Далее одновременно пуансоны и прижимы 6 и 7 начинают нагружать усилием сдавливания ( При повторном сжатии деталей первоначально деформируется упругая прокладка 8 и 9 так, что ее внутренний край перемещается к центру сварной точки, и пуансоны 3 и 4 через нее сдавливают края сферической точки по мере одновременного перемещения с прижимами 6 и 7. Под действием сдавливающей нагрузки, передаваемой прокладкой 8 и 9 на сферические края точки и прилегающей к ней части детали 1 и 2, во-первых, происходит прогиб центральной части точки, равной диаметру d, а во-вторых, прижатие (возвращение) поверхностей деталей 1 и 2 друг к другу (см.фиг.3). После этого снимают сдавливающие услие Ред. и сваренные детали извлекают из сварочного устройства.
Определено, что без повторного сжатия свариваемых деталей суммарная их толщина в зоне сварки превышала суммарную их , что не п риемлемо в соответствии с предъявляемыми требованиями к подобным соединениям. Следует отметить, что повторное сжатие деталей давало положительный результат лишь при осадке зоны сварки через резиновую прокладку с отверстием. Причем прокладка должна была иметь радиус (2,5-11) толщин деталей. Кроме того, качественное соединение получалось лишь в случае, когда прижимы и пуансоны при повторном сжатии сводили
до расстояния между ними не менее 2,2 толщины детали и не более 2,8 толщины детали. Положительный эффект не был достигнут в случае, если диаметр площадки на
рабочей поверхности пуансона превышал 7 толщин деталей и был менее 2,3 толщины свариваемой детали.
Применение резиновой прокладки позволяло существенно повысить качество по0 верхности сваренных деталей в зоне сварки и, кроме того, способствовало оптимальному формированию зоны точечного сварного соединения путем направленного перемещения металла, прогибу централь5 ной части точечного соединения. Это способствует повышению качества и надежности сварного точечного соединения. При раздельном применении прижимов и пуансонов для сжатия сваренных
0 деталей качество точечной сварки ухудшалось (порой существенно, так как это не способствовало оптимальному формированию точечной сварки и прилегающей к ней зоны), и поставленная цель не достигалась.
5
П р и м е р. По данному способу проводилась сварка алюминиевых лент толщиной 2 мм и лент из меди с толщиной 0,6 мм. Диаметр сферических рабочих поверхно0 стей пуансонов, используемых для сварки, составлял соответственно 16 и 8 мм. При сварке использовали резиновые прокладки с диаметром от 2,3 толщин свариваемых деталей до 11 толщин. Кроме того, варьирова5 ли конечным расстоянием между прижимами от 2 толщин деталей до 3 толщин. При сварке диаметры площадок, которые в ыполнены на торцах пуансонов, соответствовали 2,2-7,0 толщинам сварива-,
0 емых деталей.
В результате проведенных опытов установлено, что при сварке детали из меди ука- занных толщин данным способом прочность на срез полученных сварных сое5 динений по сравнению со способом, не включающим выполнения площадок на торцах пуансонов и применения упруго дефор- мируемых прокладок, возросла: в зависимости от диаметра площадки на 170 39 кгс, а при сварке алюминиевых листовых деталей соответственно на 44-52 кгс (диаметр пуансонов для сварки алюминиевых деталей был вдвое больше, чем пуансонов для сварки деталей из меди соответственно от5 личались и размеры сварных соединений). При невыполнении требований к диаметру площадок на пуансонах, размерам прокладок и величине повторного сведения пуансонов и прижимов положительнь й эффект при реализации способа не достигался.
Формул а и 30 бретени я
Способ холодной точечной сварки листовых деталей, включающий сжатие деталей прижимами с центральными отверстиями, вдавливание в детали пуансонов, которые предварительно устанавливают соосно в отверстиях прижимов, и последующий отвод прижимов и пуансонов от деталей, о т л и ч а щ и и с я тем, что, с целью повышения качества сварного соединения, торцы пуансонов выполняют сферическими с плоской перпендикулярной продольной оси площадкой диаметром 2,3-7,0 толщины деталей, между каждым прижимом и свариваемой деталью
0
5
перед сжатием деталей устанавливают резиновую прокладку с отверстием, равным диаметру пуансона, причем границы прокладок находятся на расстоянии 2,5-11 толщины свариваемой детали от центра отверстия в них, прокладку устанавливают отверстием соосно с пуансоном, отвод пуансонов производят до уровня поверхностей прижимов, обращенных к деталям, после отвода пуансонов и прижимов производят повторное одновременное сжатие деталей прижимами и пуансонами, причем прижимы и пуансоны сводят друг с другом до расстояния, соответствующего 2,2-2,8 толщины свариваемой детали.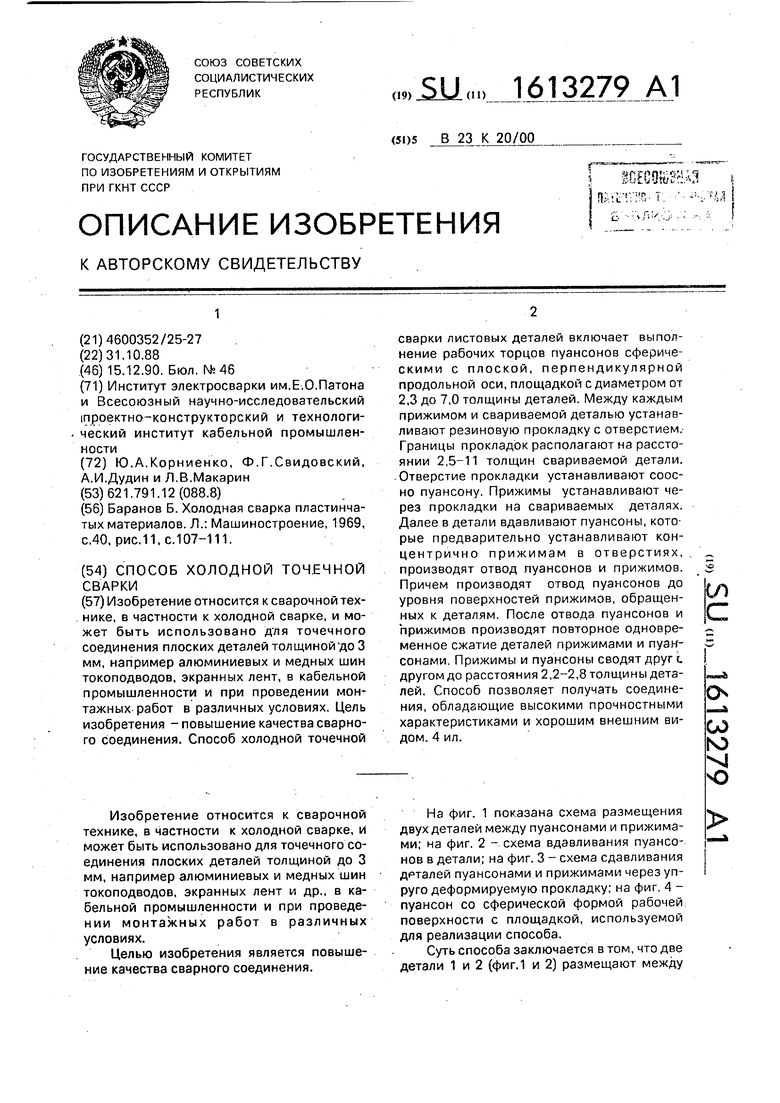
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 1992 |
|
RU2049626C1 |
| Способ холодной сварки металлов внахлестку | 1977 |
|
SU763052A1 |
| Способ диффузионной сварки | 1988 |
|
SU1567342A1 |
| Способ диффузионной сварки | 1987 |
|
SU1463415A1 |
| Способ холодной сварки металлов внахлестку | 1983 |
|
SU1199536A1 |
| Устройство для контактной точечной сварки | 1981 |
|
SU1098716A1 |
| Способ диффузионной сварки | 1986 |
|
SU1384358A1 |
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| Способ холодно точечной сварки | 1990 |
|
SU1756071A1 |
Изобретение относится к сварочной технике, в частности к холодной сварке, и может быть использовано для точечного соединения плоских толщиной до 3 мм, например алюминиевых и медных шин токоподводов, экранных лент, в кабельной промышленности и при проведении монтажных работ в различных условиях. Цель изобретения - повышение качества сварного соединения. Способ холодной точечной сварки листовых деталей включает выполнение рабочих торцов пуансонов сферическими с плоской, перпендикулярной продольной оси, площадкой диаметром от 2,3 до 7,0 толщины деталей. Между каждым прижимом и свариваемой деталью устанавливают резиновую прокладку с отверстием. Границы прокладок располагают на расстоянии 2,5-11 толщин свариваемой детали. Отверстие прокладки устанавливают соосно пуансону. Прижимы устанавливают через прокладки на свариваемых деталях. Далее в детали вдавливают пуансоны, которые предварительно устанавливают концентрично прижимам в отверстиях, производят отовод пуансонов и прижимов. Причем производят отвод пуансонов до уровня поверхностей прижимов, обращенных к деталям. После отвода пуансонов и прижимов производят повторное одновременное сжатие деталей прижимами и пуансонами. Прижимы и пуансоны сводят друг с другом до расстояния 2,2-2,8 толщины деталей. Способ позволяет получать соединения, обладающие высокими прочностными характеристиками и хорошим внешним видом. 4 ил.
(Риг.1
Фиг. 2
ФигМ
| Баранов Б | |||
| Холодная сварка пластинчатых материалов | |||
| Л.: Машиностроение, 1969, С.40, рис.11,0.107-111. |
