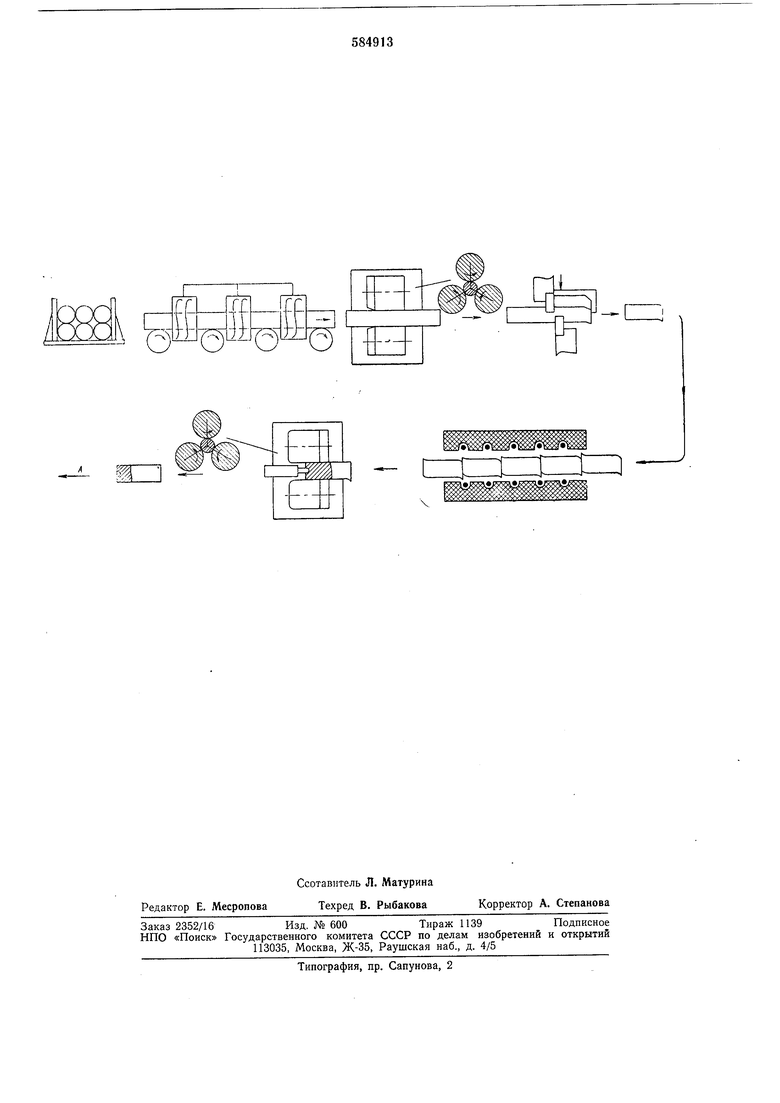
ми операциями предлагаемого способа являются нагрев штапги в индукторе до температуры прокатки, калибровка штанги по диаметру в трехвалковом стане винтовой прокатки; резка калиброванной штанги на части мерной длины на пресс-ножницах; транспортировка через изотермический накопитель (нагревательное устройство) для поочередной их подачи па следуюш,ую операцию п выравнивания температуры; зацентровка и одновременная правка заготовки на трехвалковом стане винтовой прокатки. Стрелкой А обозначено движение заготовки на операцию прошивки к прессу или прошивному стану.
Пример. Штанги диаметром 110 мм из стали 45X1, имеюш,ие допуск на диаметр -f 0,6-1,7 мм по ГОСТ 2590-71, нагревают в индукторе до температуры прокатки 1180-1210°С, транспортируют к трехвалконому стану винтовой прокатки для калибровки до диаметра 108,3±0,1 мм, затем передают на пресс-ножницы горячей резки и осушествляют раскрой на мерные длины по фиксированному упору.
Части мерной длины подают в изотермической накопитель (например, электрическую печь сопротивления), в котором обеспечивается выравнивание температуры заготовок до 1180-1210°С и поочередная выдача на следуюшую операцию - зацентровку с одновременной правкой в трехвалковом стане винтовой прокатки с цилиндрическими валками. Эта операция осуществляется при малых обжатиях (1-2%) и углах подачи валков 9-15°, обеспечивает точную зацентровку (эксцентриситет зацентровочного отверстия не более 0,5 мм) и устраняет продольную кривизну заготовки после горячей резки.
Процесс зацентровки и одновременной правки осуществляется следующим образом. Заготовка захватывается валками, и металл, перемепдаясь по винтовой траектории, проходит цилиндрический участок валков протяженностью 1,0-2,0 диаметра заготовки и встречается с неподвижной в осевом направлении короткой оправкой, натекает на нее и на переднем торце заготовки
образуется углубление, затем оправка убирается с оси стана, а зацентрованная заготовка подвергается дальнейшей правке цилиндрическими валками и выдается из рабочей клети. Зацентрованная и выправленная заготовка транспортируется далее на операцию прошивки.
Операция калибровки в стане винтовой прокатки позволяет получать штанги с донуском по диаметру, равпым ±0,1 мм п сбивать с них в процессе деформации печную окалину. Благодаря этому упор пресс-ножниц можно настраивать, исключая припуск на окалинообразование. Изотермический накопитель заготовок, выполненный в виде проходной печи, обеспечивает поочередную выдачу заготовок с практически постоянной темнературой. Однако после горячей резки заготовки имеют продольную кривизну, смятие и овальность торцов. Эти дефекты устраняются в процессе зацентровки и одновременной правки заготовки на стане винтовой прокатки.
Предлагаемый способ отличается высокой производительностью, благодаря своей поточности и использованию для его реализации машин и устройств непрерывного действия.
Формула изобретения
Способ подготовки заготовки к прошивке, включающий нагрев круглой штанги, резку ее в горячем состоянии на части и их зацентровку, отличающийся тем, что, с целью повышения точности размеров заготовки и, тем самым, снижения разностенности прошитых гильз, после нагрева штангу калибруют винтовой прокаткой по диаметру, а порезанные части подвергают правке винтовой прокаткой, которую совмещают с зацентровкой.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 486820, кл. В 21В 19/00, 1974.
2.Данилов Ф. А., Глейберг А. 3., Балакин В. Г. Горячая прокатка и прессование труб. М., «Металлургия, 1972, с. 150-156, 171-172.
(arj

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ | 2015 |
|
RU2596519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2007 |
|
RU2361689C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ НА АГРЕГАТЕ СО СТАНАМИ ВИНТОВОЙ ПРОШИВКИ И НЕПРЕРЫВНЫМ СТАНОМ ПРОДОЛЬНОЙ ПРОКАТКИ | 2010 |
|
RU2441722C1 |
| Способ получения трубчатых изделий | 1978 |
|
SU738697A1 |
| Способ винтовой прошивки | 2020 |
|
RU2741037C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Способ получения полой заготовки с дном | 1988 |
|
SU1563796A1 |