(54) СТАНОК ДЛЯ НАКАТЫВАНИЯ ВИНТОВЫХ ПРОФРШЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАКАТЫВАНИЯ ВИНТОВЫХ ПРОФИЛЕЙ | 1971 |
|
SU295596A1 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Устройство для накатывания внутренних зубчатых профилей | 1987 |
|
SU1447505A1 |
| Станок для холодного накатывания зубчатых профилей | 1988 |
|
SU1780910A1 |
| Приспособление для накатки рифов | 1991 |
|
SU1785477A3 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| Способ изготовления клеенаносящих валов, устройство для его осуществления и накатной ролик для изготовления клеенаносящих валов | 1991 |
|
SU1814582A3 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
Изобретение относится к обработке металлов давлением и может быть использовано идя накатывания винтовых профилей.
Известен станок кия накатывания винтовых профилей, содержащий установленные в станине привоц, накатной ролик, шпиндель соединенный с ходовым винтом, неподвижную в осевом направлении ходовую гайку, взаимодействующую с ходовым винтом и дополнителыю связанную с ним системой шестерен t- JОднако наличие многозвенной кинематической цепи между приводом вращения шпинделей и ходовым винтом (инструментальный шпиндель - накатной ролик-обрабатываемая деталь - шпиндель изделия) снижает жесткость механизма осевого перемещения и точность щага накатываемых профилей.
Цель изобретения - повышение жесткост станка и точности шага накатываемых профилей.
Это доститается тем, что в предлагаемом станке привод соединен с ходовым винтом.
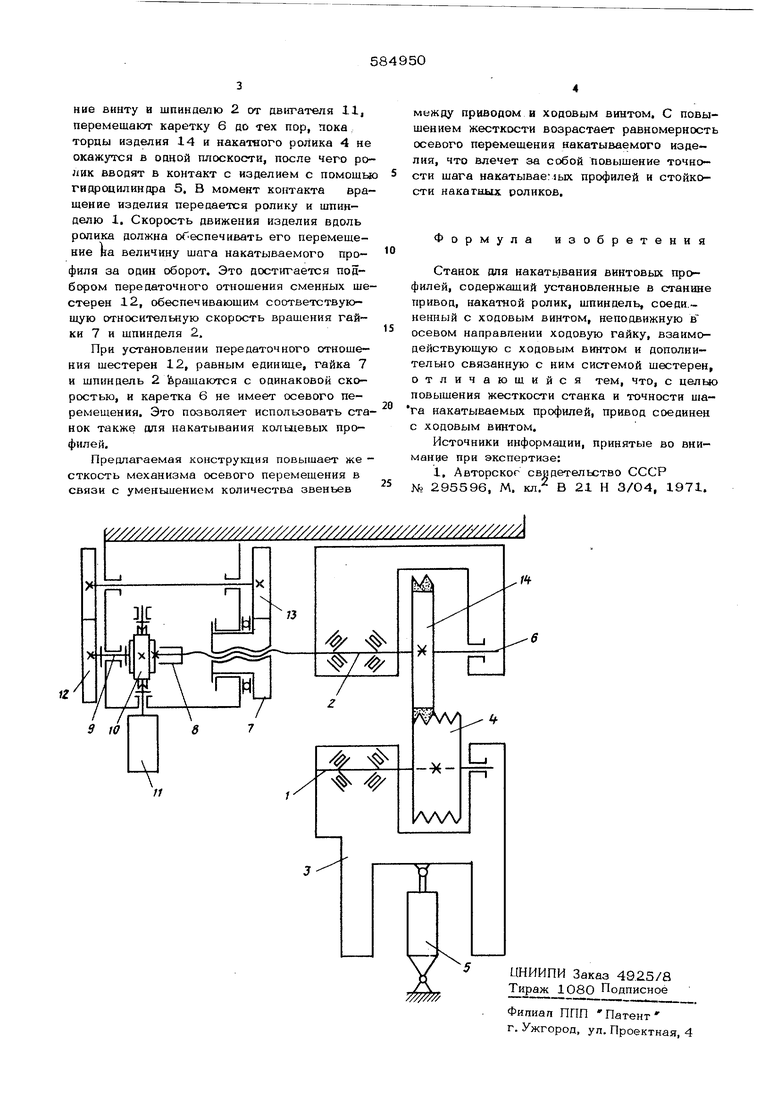
На чертеже показана кинематическая схема предлагаемого станка.
Станок содержит инструментальный шпиндель 1 и шпиндель изделия 2, оси которых 5 параллельны. Шпиндель 1 установлен в корпусе 3 и снабжен накатным роликом 4. Корпус вместе со шпинделем может перемешаться в направлении, перпендикулярном оси шпинделя с помощью гидроцилиндра 5. Шпин0 дель 2 расположен на каретке 6. Конец его соединен с ходовым винтом. Ходовой винт сопряжен с гайкой 7 и через шлицевую g соединен с приводным валом 9, связанным через червячнУЮ передачу 1О с двvI5 гателем 11, Через сь.енные шестерни 12 и шестерни 13 вал 9 кинематически связан с гайкой 7. Изделие 14 закреплено на шпинделе 2.
Станок работает следующим образом.
0 Перед началом обрабатываемое изделие 14 устанавливают на шпинделе 2, а на шпинделе 1 - накатной ролик 4, ширина которого долж.на настолько превышать ширину изделия, чтобы во время накатывания контакт
5 между ними не прерывался. Сообщая враше
