Изобретение относится к области станкостроения.
Известны станки для накатывания винтовых ирофилей на установленных в шпинделе цилиндрических изделиях приводным роликом, подвижным в направлении радиального врезания.
Целью пзобретения является расиифеине технологических возможностей станка. Для этого шпиндель, иа котором закреплена обрабатываемая деталь, установлен с возможностью иеремещеиия вдоль ее осп и вращения ири взаимодействии детали с накатным роликом, причем конец шпинделя является ходовым винтом, а ходовая гайка закреилеиа неподвижно в осевом направлении. Ходовой винт имеет дополнительную кннематичеекую связь с гайкой носредством системы шестерен.
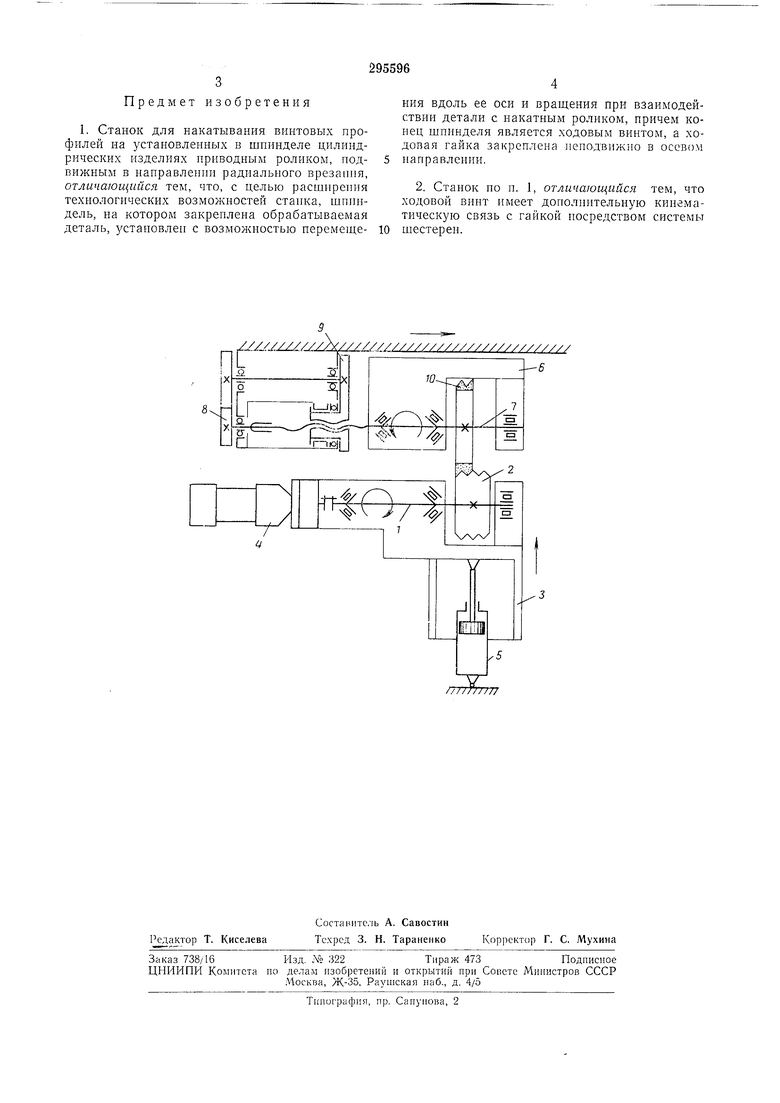
Па чертеже показана кннематнческая схема стайка.
Инструментальный шпиндель / станка установлен в корпусе 2 и снабжен накатным роликом 3. Вращение шнннделю / придается от привода 4. Корпус вместе со шпинделем перемещаться в ианравлении, нерпендикуляриом оси шпинделя, при помощи гпдроцилиндра 5.
конец которого вынолнен в виде ходового винта. Ходовой винт соиряжен с гайкой, которая через сменные шестерни 8 и шестерни 9 кинематически связана со щнинделем 7. Обрабатываемое изделие 10 закреплено на шпинделе 7.
Перед началом обработки иа шпинделе 1 устанавливают накатный ролик 3, образующая которого имеет профпль, соответствующий накатываемому. При диаметре ролика 3, меньшем дна метра обрабатывае.мого нзделия //, ширина ролика должна нревышать ширнну изделия настолько, чтобы между ними был обеснечеи контакт при осевом иеремещенин
изделия во время всего ироцесса накатывания. Перемещением каретки 6 изделие 10 устанавливают по отнощенпю к ролнку со смещением в сторону одного из торцов.
От привода 4 шпиндель / нриводится во
вращенне, и гидроцилиндром 5 ролик вводится в контакт с обрабатываемым изделием. В момент контакта вращение ролнка 3 нередается изделию 10 и шнинделю 7. От шнинделя 7 через шестерни 8 9 приводится во вращение
гайка. Передаточные отношення шестерен 8 и 9 подбираются таким образом, чтобы относительное вращение гайки н щппнделя 7 обеспечивало за каждый оборот щиннделя 7 его осевое неремещение, равное шагу винта накатыПредмет изобретения
1. Станок для накатывания винтовых профилей на установленных в шпинделе цилиндрических изделиях нриводным роликом, подвижным в направлении радиального вреза1И1я, отличающийся тем, что, с целью раснлирения техиологических возможностей стайка, шпиндель, на котором закреплена обрабатываемая деталь, установлен с возможностью перемещения вдоль ее оси и вращения ири взаимодействии детали с накатным роликом, причем конец шпинделя является ходовым винтом, а ходовая гайка закреплена неподвижно в осевом направлении.
2. Станок но п. 1, отличающийся тем, что ходовой винт имеет дополнительную кинематическую связь с гайкой посредством системы шестерен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станнок для накатывания винтовых профилей | 1976 |
|
SU584950A1 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| Устройство для накатывания внутренних зубчатых профилей | 1987 |
|
SU1447505A1 |
| Зубопрокатный станок | 1979 |
|
SU812400A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1992 |
|
RU2070488C1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1972 |
|
SU412999A1 |
//////////
