Главнейшим недостатком существующих стеклоплавильных ванных печей является перегрев стекла в OTj делении выработки, вызывающий ухудшение качества продукции и перерасход топлива. Кроме того срок службы печей значительно снижается вследствие заноса регенеративных насадок.
Уже известны стеклоплавильные ванные печи с суженным отделением студки стекла. Однако простое сужение печи в зоне студки сразу на значительную величину не дает достаточного эффекта.
Автор настоящего изобретения для устранения указанных выше недостатков предлагает стеклоплавильную ванную печь с двухступенчатым постепенным сужением отделения студки, что значительно ослабляет задержку потока стекла выступами сужений и образование мертвых углов холодного стекла. Печь снабжена двумя экранами для разделения газового пространства в целях устранения перегрева стекла в выработочной части и увеличения коэфициента полезного действия печи. У мест сужения печи предлагается устройство четырех боковых
карманов для хальмовки и термической обработки стекломассы, а также устройство выносных крытых карманов (фриттовальной камеры) для загрузки шихты.
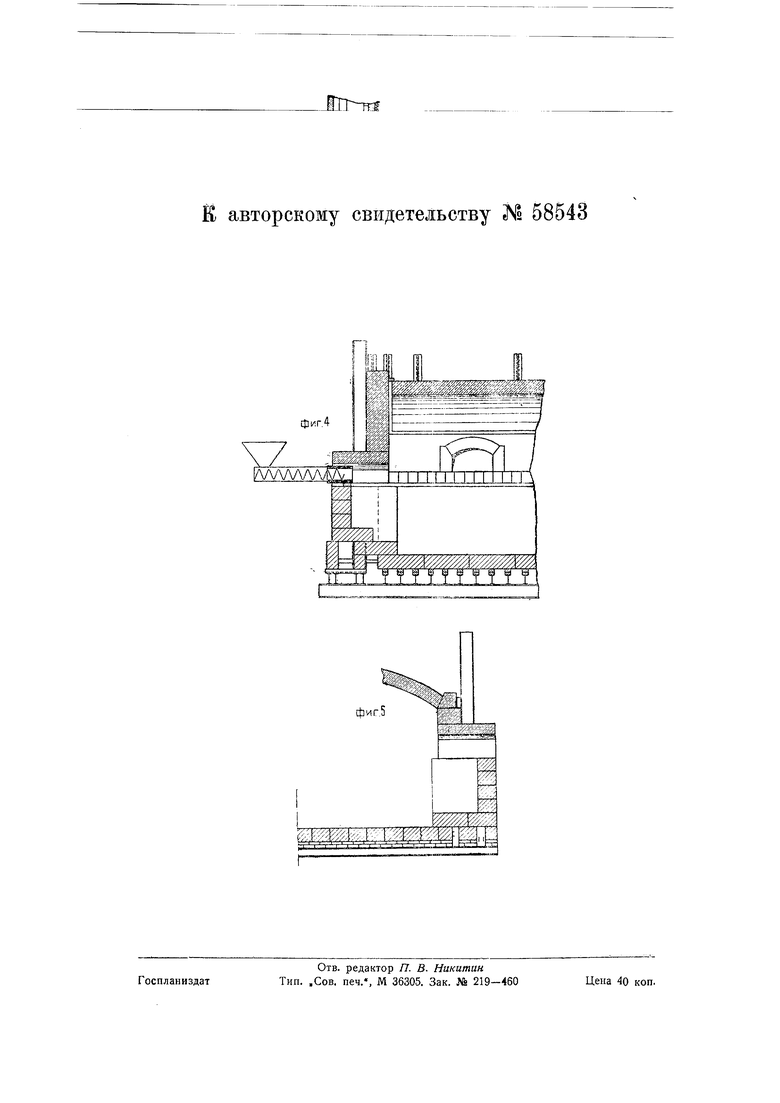
Общее устройство предлагаемой печи видно из чертежа, где на фиг. 1 изображен вид печи в плане; на фиг. 2 -продольный разрез печи по линии (аа) фиг. 1; на фиг. 3 - разрез экрана Э.., по линии (вв) фиг. 1; на фиг. 4 - выносной крытый загрузочный карман ЗК в увеличенном виде; на фиг. 5 - разрез бокового кармана по линии (дд) фиг. 1.
Как видно из фиг. 1, отделение студки выполнено суженным в две ступени AAj и ВВ,, из которых каждая по размеру составляет приблизительно / ширины варочного отделения печи. Б суженных частях расположены два экрана Э, и Э... Экран Э, может быть устроен с опускным механическим приспособлением для регулировки расстояния экрана от уровня стекломассьт. Боковые карманы К,, К , и К,, К:., (фиг. 1 и 5) устроены в начале каждого сужения для спуска загрязнений, а также для вставки и выброски заградительных лодок, причем карманы
Е авторскому свидетельству № 58543

.шш
Date : 18/12/2001
Number of pages : 2
Previous document : SU 58543
Next document : SU 58545
Класс 31 Ь, 9
01
58544 О
Зарегистрировано в Бюро изобретений Госплана при СНК СССР
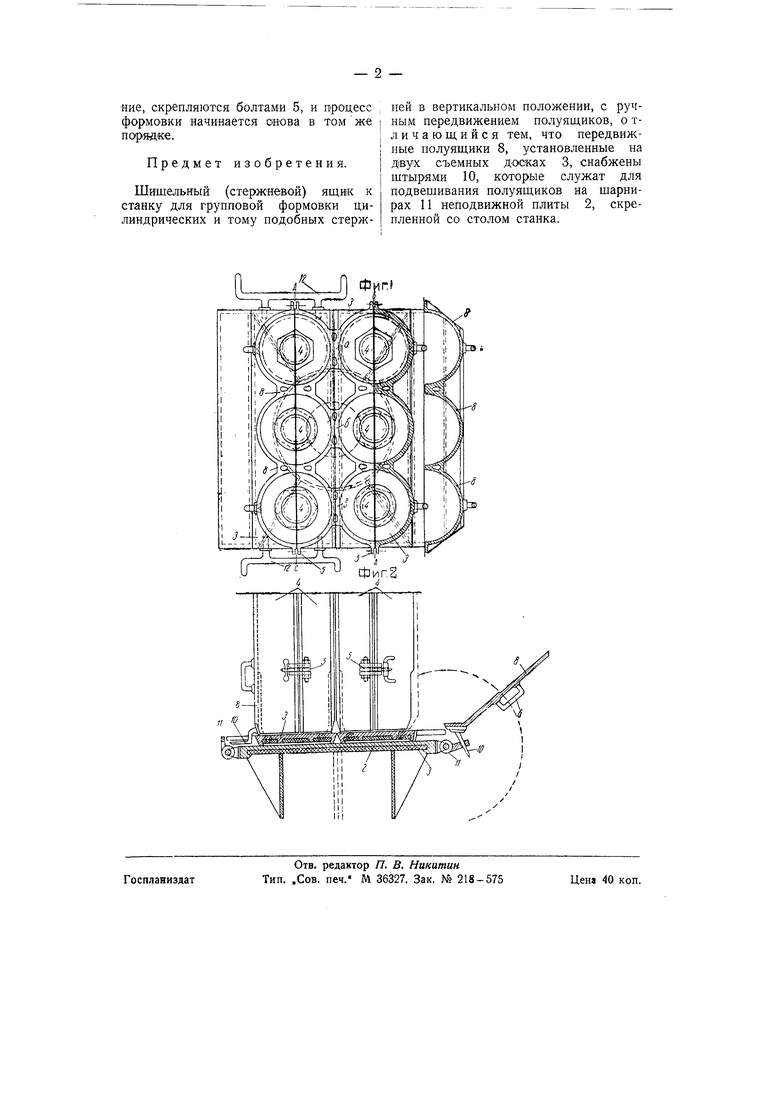
Шишельный (стержневой) ящик к станку для групповой формовки цилиндрических и тому подобных стержней.
Заявлено 10 марта 1940 |-ода в НКПС за Л 2834. Опубликова.но 31 декабря 1940 года.
Данное изобретение касается дальнейшего усовершенствования известных уже шишельных яшпков к станкам для грунповой формовки цилиндрических и тому нодобных стержней в вертикальном положении с ручным передвижением полуяш;иков, в отношении получения возможности быстрого съема крайних полуящиков и беснрепятственного нереноса отформованных стержней (в частности, нанрнмер, стержней корпусов фрикционных аппаратов автосцепок) в сушилку. Для достижения этого передвижные нолуящики, помещенные на двух съемных досках, снабжены штырями, предназначенными для подвешивания полуящиков на шарнирах неподвижной плиты, которая скреплена со столом станка.
На чертеже фиг. 1 и 2 изображают общий вид щишельного ящика, установленного на столе станка (в двух проекциях, с частичным разрезом).
Предлагаемый шишельный ящик к станку для групповой формовки стержней в вертикальном положении состоит из расположенных в два ряда формовочных гнезд (на чертеже их шесть), снабженных передвижными крайними
BO-co.i,:, :I
- n.MJiifnO -- ;
т::;::::ч
М. Михайлов.
5;-J5A::jic.:A;
полуящиками 8, с разъе.мом но линиям АБ и СД (фиг. 1). Средние же полуяпдики (а), (б), (в) неподвижно укреплены на столе станка и снимаются только в случае его капитального ремонта. Ящик расположен на двух съемных досках 3, находящихся на неподвижной плите 2 (фиг. 2). Последняя скреплена со столом формовочного станка н снабжена 1иарнирами 11. Для уборки стержней 4 из формовочного ящика освобождают скрепительные болты 5 и при по.мощи скоб б отодвигают в сторону по доскам 3 полуящики 8. При этом нлотно прилегающие щтыри 10 автоматически входят в отверстия шарниров 11, благодаря чему крайние полу ящики 8 быстро удаляются с досок 3, не задевая стерлшей 4 и, опускаясь, остаются под плитой 2 в висячем положении на шарнирах 11, тогда как изготовленные стержни 4 на досках 3 направляются в сушилку при помощи отъемных ручек 12. По установке отформованных стержней вместе с досками 3 на вагонетку, на стол станка немедленно накладывается следующая пара досок, после чего полуящики 8 при помощи шарниров 11 легко приводятся в первоначальное положеПИСАНИЕ ИЗОБРЕТЕНИЯ к АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
