Предлагаемое изобретение касается производства стеклянных изделий и, в частности, стеклянной посуды, в роде рюмок, бокалов и т. п. При выделке изделий этого рода, чашечка и шейка с ножкою обычно формовались сначала- каждая в отдельности и затем соединялись между собой или же, в случае получения формуемого изделия из одной наборки или пульки стекла, посредством выдавливания или выдувания означенной наборки, формование же шейки, ножки и чашечки происходило в формах, отличных от той, в которую набиралась первоначальная заготовка.
Целью предлагаемого изобретения является упрош,ение производства стеклянных изделий означенного рода путем отформовывания ножки и шейки в законченном виде в набирающей форме и последуюш,ей обработки части наборки для
получения из нее чашечки изделия а также приспособление для осуш,ествления указанного способа.
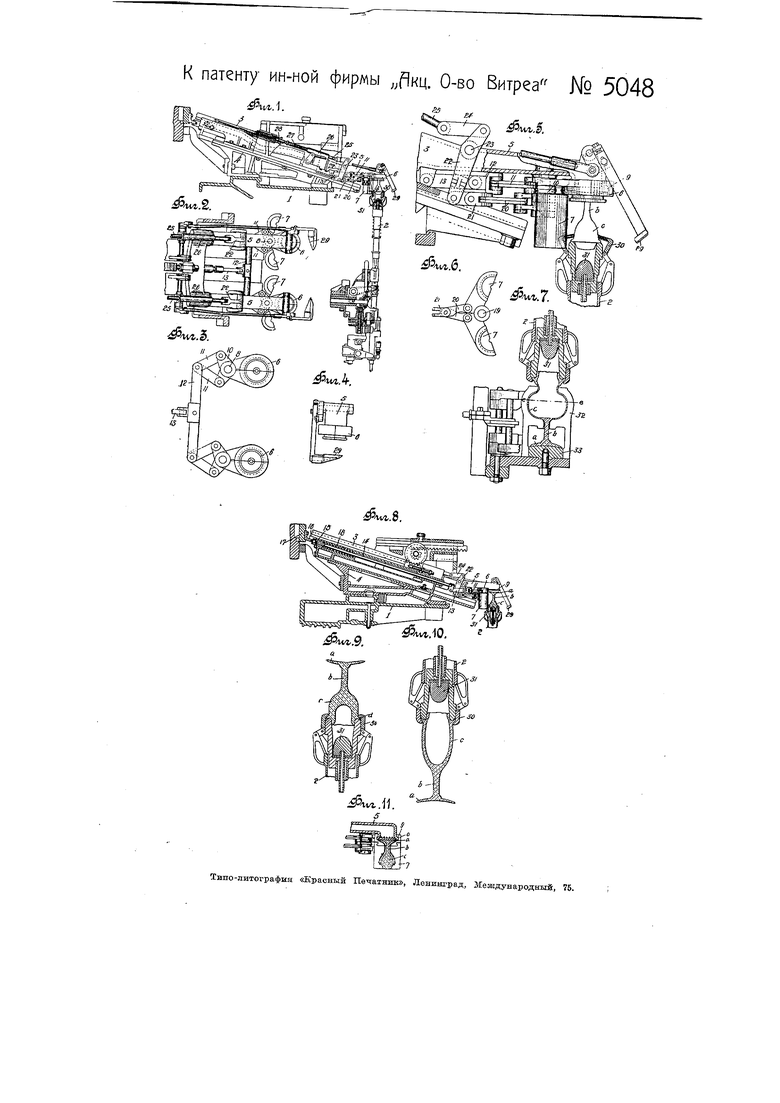
На чертеже фиг. 1 изображает частичный вертикальный разрез предлагаемого приспособления, с открытой формой для получения тела заготовки; фиг. 2 - вид в плане в увеличенном масштабе передней части наборного приспособления при открытом положении формы для получения тела заготовки; фиг. 3 - вид в плане форм для получения ножки и шейки изделия с приводным устройством; фиг. 4-вид спереди наборной головки приспособления; фиг. 5 - вид сбоку передней части наборного приспособления, при чем часть выдувающего приспособления изображена в момент поступления в нее заготовки из наборного приспособления; фиг. 6-вид в плане в открытом положении формы для тела заготовки; фиг. 7 - частичный вид в разрезе выдувной трубки с отделочной формой, фиг. 8-вид, сходный с фиг. 1, с продольным разрезом наборного приспособления при раскрытых половинках его форм и с частью выдувной трубки в момент перехода заготовки из наборного приспособления в выдувающее приспособление; фиг. 9 - разрез, поясняющий начальную стадию процесса выдувания изделия; фиг. 10 - то же, представляющий заготовку, подвергшуюся уже отчасти операции выдувания до поступления ее в отделочную форму и фиг. П - разрез конца наборного приспособления при закрытом положении связанных с ним форм.
При осуществлении на практике предлагаемого способа, материал для заготовки или наборка набирается из массы расплавленного стекла при помощи всасывающей головки, придающей окончательную форму одной только шейке или же шейке и ножке изделия, в роде например бокалов или рюмок, и вместе с тем сообщающей начальное очертание образующей чашечку части заготовки. Последняя часть оставляет формы, служившие для образования ножки и шейки изделия, и захватывается шпинделем или трубкою выдувающего приспособления, после чего в нее входит плунжер, образующий расположенное по оси углубление, в которое вдувается воздух. После чего, служащая для образования чашечки часть заготовки вставляется в отделочную форму, где путем выдувания ей придается окончательный вид. Обработка полученного изделия заканчивается обычньш образом путем нагревания, отламывания, шлифовки и полировки.
Применяемая формовочная машина состоит из вращающегося основания, снабженного одним или несколькими наборными приспособлениями, периодически устанавливаемыми против рабочего отверстия стеклоплавильной печи, куда они вводятся для забирания последовательных наборок, которые поступают для дальнейшей обработки к шпинделям, помещаюшимся на той же вращающейся станине. Таким образом, изготовление изделия выполняется рядом автоматических операций, производимых различными частями одной и той же машины.
Станина 1 приспособлена для укрепления на ней нескольких наборных приспособлений и несет на себе для каждого из них выдувную трубку или шпиндель 2. Выдвижная часть 3 каждого наборного приспособления совершает возвратно-поступательные перемещения по наклонной направляющей 4, укрепленной в радиальном направлении на вращающейся станине 1 машины, и снабжена двумя наборными головками 5, позволяющими получать одновременно две наборки, при чем каждая головка имеет комплект форм 6, служащих для образования шейки изделия, и такой же комплект форм 7 для образования тела заготовки; формы б и 7 совместно образуют в каждой головке полость, необходимую для получения заготовки. Выдвижной части 3 каждого наборного приспособления при положении ее против рабочего отверстия печи сообщаются возвратнопоступательные перемещения для быстрого введения ее внутрь печи, забирания наборки и отведения выдвижной части в положение, при котором наборка передается для дальнейшей обработки шпинделю 2. Каждая форма б состоит из двух соединенных между собою шарнирами 8 половинок, в закрытом состоянии охватывающих закраину 9 (фиг. 5, 8 и П), имеющуюся на нижнем конце каждой головки 5, образуя полость для ножки а и шейки b заготовки. Половинки формы 6 снабжены отходящими от них в противоположных направлениях рычажками 10 (фиг. 3), соединенными при помощи нескольких шарнирных поводков 11 с концами поперечины 12; оттягивание назад поперечины удерживает половинки
форм 6 в закрытом положении, между тем как перемещение вперед вызывает раскрытие половинок. Середина поперечины 12 соединяется звеном 13 с передним концом приводного стержня 14 (фиг. 8), идущего к задней части устройства сквозь выдвижную часть 3; направляющей его при соверщении им продольных возвратно-поступательных перемещений. Назаднем конце стержень 14 снабжен роликом 15, соприкасающимся сукрепленным на неподвижной части 17 машины кулаком 16 в тот момент, когда выдвижная часть 3 приходит в положение, в котором представляется, желательным освободить ножку заготовки от охватывающих ее половинок формы б. Стержень 14 находится под действием пружины 18, нормально удерживающей его в оттянутом положении, соответствующем закрытию форм 6. Каждая форма 7 также состоит из двух половинок, щарнирно соединенных между собою и с вертикальной осью 19 (фиг. 6) и служащих для придания законченного вида щейке заготовки и начального вида ее чащечной части с. В закрытом положении обе половинки формы плотно охватывают нижнюю закраину формы 6 (фиг. 11). Между собою половинки формы 7 соединяются на некотором расстоянии от оси 19 при помощи щарнирных поводков 20, щарнирно скрепляемых с проушиною 21, соединенной нижним концом рычага 22 (фиг. 5) с осью вращения 23, укрепленною в соответствующей головке 5 выдвижной части 3. Верхний конец рычага 22 соединяется при помощи звена 24 с передним концом щтанги 25 (фиг. 1), монтируемой в подщипниках 26 с возможностью соверщения продольных возвратно-поступательных перемещений. На каждой штанге 25 между заплечиком ее и подщипником 26 насажена витая, работающая на сжатие, пружина 27, действующая на связанный с формами 7 приводный механизм так.
чтобы нормально формы 7 находились в закрытом положении. Закрытое положение форм 7 соответствует введению наборного приспособления внутрь печи и сохраняется до возвращения выдвижной части 3 приблизительно в конечную точку заднего хода, когда концы щтанги 25 упрутся в находящиеся под действием пружин соответственные буферы 28, связанные с направляющей 4, вследствие чего штанги 25 произведут раскрывание форм 7, которые остаются открытыми до, нового перемещения вперед выдвижной части 3 с целью захвата новой наборки.
Каждая наборная головка снабжена ножом 29 (фиг. 2, 4 и 5), служащим для удаления избытка стекла из формы 7. В каждом выдувающем приспособлении предусматривается по два щпинделя 2, в соответствии с имеющимися в каждой выдвижной части 3 двумя наборками, при чем шпиндели каждой пары монтированы с возможностью вертикального поворотного и откидного перемещений, что позволяет вводить в них при вертикальном положении соответствующие наборки из выдвижной части 3, которые затем, перед установкою захваченных ими наборок или заготовок в отделочные формы, откидываются книзу или приводятся в опрокинутое положение. Заготовка захватывается головкою шпинделя 2 при помощи зажимов 30, охватывающих выступ d, имеющийся вокруг края чащечной части заготовки. После чего, приводится в действие помещающийся в шпинделе плунжер 31, образующий в наружном конце тела заготовки центральное углубление и затем отводимый назад, чтобы в означенное углубление помощью шпинделя 2 можно было вдувать воздух с целью придания соответствующего очертания чащечной части заготовки. Во время обработки заготовки указанным способом или перед обработкой заготовка откидывается щпинделем 2 в опрокинутое положение, в котором она позже и вставляется в отделочную форму 32 (фиг. 7). До смыкания вокруг заготовки обеих половинок формы 32 ножка а заготовки входит в соприкосновение с опорною доскою 33 и передает на нее вес заготовки, предупреждая таким образом возможность удлинения последней под действием силы тяжести.
После того, как чашечке заготовки внутри отделочной формы 32 был придан желаемый вид, заготовка извлекается из шпинделя и отделочной формы, при чем обработка ее заканчивается обычным образом при помощи нагревания, отламывания приблизительно по пинии е - е (фиг. 7), шлифования и полировки.
Работа по предлагаемому способу производится следующим образом. После получения обычным способом заготовки внутри форм б и 7, формы 7 раскрываются первыми для возможности передачи заготовки выдувающему шпинделю 2, как указано на фиг. 1 и 5. Перед тем, как зажимы 30 шпинделя сомкнутся вокруг заготовки, форма б слегка открывается, при чем заготовка остается в ней свободно висеть, удерживаемая только за ножку. При оставлении заготовкою форм б и 7, ножка и и шейка b имеют уже законченный вид, чашечка же е остается в состоянии заготовки и получает отделку при последующих операциях. Следующие стадии в обработке чашечной части могут протекать при прямом вертикальном положении, при горизонтальном положении или при опрокинутом книзу положении изделия, в зависимости от размера, веса и очертания заготовки. На фиг. 8 заготовка изображена при оставлении ею головки наборного приспособления в тот момент, когда плунжер 31 шпинделя 2 вдвинулся в заготовку для производства в ней углубления, расположенного точно по оси заготовки. Представленная на фиг. 9 дальнейшая стадия обработки заключается в введении в полученное углубление при посредстве шпинделя 2 определенного количества воздуха при заранее определенном давлении, с целью произвести расширение мягкой чашечной части заготовки. Число таких вдуваний воздуха и величина применяемогодавления определяются размерами и очертаниями изделия, а также температурою стекла. Перед производством последней стадии выдувания изделия шпиндель 2 приводится в опрокинутое вертикальное положение, изображенное на фиг. 10, при котором заготовка оказывается уже достаточно обработанною для того, чтобы можно было опереть ее ножку на нижнюю доску 33 отделочной формы 32. После этого, отделочная форма смыкается вокруг заготовки и производится окончательное выдувание изделия, как изображено на фиг. 7, вслед за тем изделие вынимается из отделочной формы и шпинделя 2 и наружная концевая часть чашечки отламывается, край же ее подвергается окончательной отделке обычным способом.
Предлагаемый способ может выполняться как механическим путем, так и от руки.
Предмет патента.
1.Способ изготовления стеклянных изделий, имеющих форму снабженных сплошною ножкою и шейкою бокалов, рюмок и т. п., отличающийся тем, что при наборе или формовании заготовки путем засасывания или впрессовывания расплавленного стекла в заготовочную форму части материала наборки придают законченную форму ножки или шейки, тогда как составляющую с нею одно целое остальную часть материала отформовывают затем путем последующего выдувания обычным способом.
2.Приспособление для осуществления означенного в п. 1 способа, отличающееся применением действующей путем засасывания заготовочной формы, состоящей из
сообщающейся с вакуумом наборной головки 5 (фиг. 11), снабженной комплектами охватывающих друг друга форм 6 и 7, соответственно служащих для формования ножки и щейки изделия а, 6 и тела заготовки с, совместно образующих полость для засасывания расплавленного стекла (фиг. 11).
3. В означенном в п. 2 приспособлении-прикрепление наборного комплекта заготовочных форм к выдвижной части 3, снабженной передаточными механизмами: а) для закрывания и открывания форм б под действием кулака 16, управляющего движениями оттягиваемого пружиной 18 стержня 14, сочлененного посредством поводков и
рычагов 11, 10 с половинками формы 6, и б) сходного с этим механизма для закрывания и открывания формы 7 под действием буфера 28, упирающегося в сочлененную с половинками формы оттягиваемую пружиной 27 щтангу 25 (фиг. 2, 3, 1 и 8).
4. В мащинах, снабженных означенным в п. 2 приспособлением, применение отделочной формы 32 (фиг. 7), снабженной опорной доской 33, служащей в качестве опоры для ножки заготовки при установке последней в раскрытую отделочную форму и имеющей назначение воспрепятствовать удлинению стекла под действием силы тяжести.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7887A1 |
| МАШИНА ДЛЯ ВЫДУВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ В ФОРМАХ | 1925 |
|
SU7866A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКОЛЬНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1925 |
|
SU4536A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1925 |
|
SU6334A1 |
| МАШИНА ДЛЯ ВЫДУВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1929 |
|
SU19312A1 |
| СТЕКЛОВЫДУВАТЕЛЬНАЯ МАШИНА | 1932 |
|
SU46844A1 |
| УСТРОЙСТВО для ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙС НОЖКОЙ | 1965 |
|
SU167978A1 |
| Выдувательный механизм к автоматическим стеклодувным машинам конвейерной системы | 1931 |
|
SU35336A1 |
| Устройство для формования стеклоизделий на ножке | 1982 |
|
SU1046203A2 |
| ШПИНДЕЛЬНАЯ МАШИНА ДЛЯ ВЫДУВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1925 |
|
SU3940A1 |