1
Изобретение относится к области пайки, в частности к лайке изолированных проводов с контактными площадками плат печатного монтажа.
Известен способ пайки, при котором на специальной таблетке паяльником, зачищают изоляцию на проводе, облуживают его, а затем припаивают к изделию.
Этот способ отличает низкая производительность из-за длительности процесса зачистки изоляции и пайки, загрязнение защищенной части провода и самого изделия продуктами разложения таблетки и изоляции, невозможнОСть получения определенных доз припоя на проводе перед пайкой, малуюплощадь получаемого соединения (паяется один нровод), что снижает -надежность пайки.
Известен способ пайки изолированных проводов, при котором провод вставляют в отверстие в виде петли и припаивают, удаляя изоляцию.
Недостатком этого саюсоба является то, что отверстие при пайке забивается изоляцией, ухудшая качество паяного соединения.
Цель изобретения - повышение качества и надежности паяного соединения, исключение загрязнения изделия продуктами разложения изоляция и флюса.
Поставленная цель достигается тем, что при облуживании внутри петель образуют дозу
припоя заданного объема и загибают петли плоской частью на контактные площадки и нагретым инструментом припаивают их к контактным площадкам изделия.
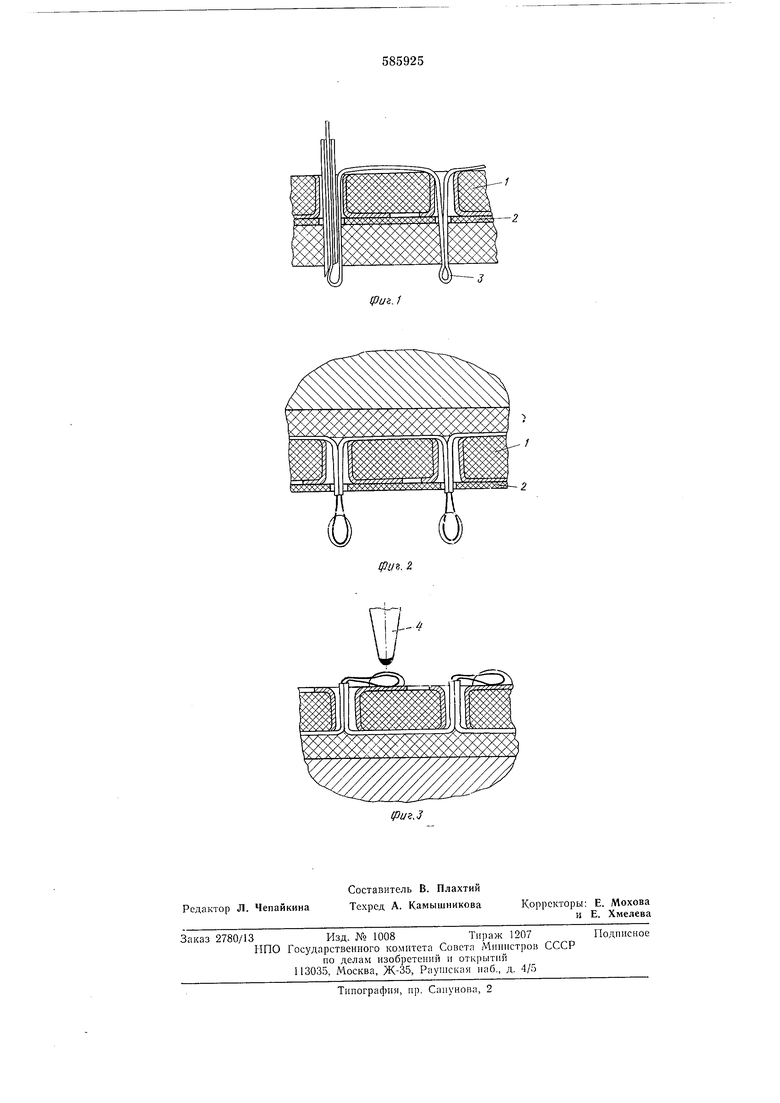
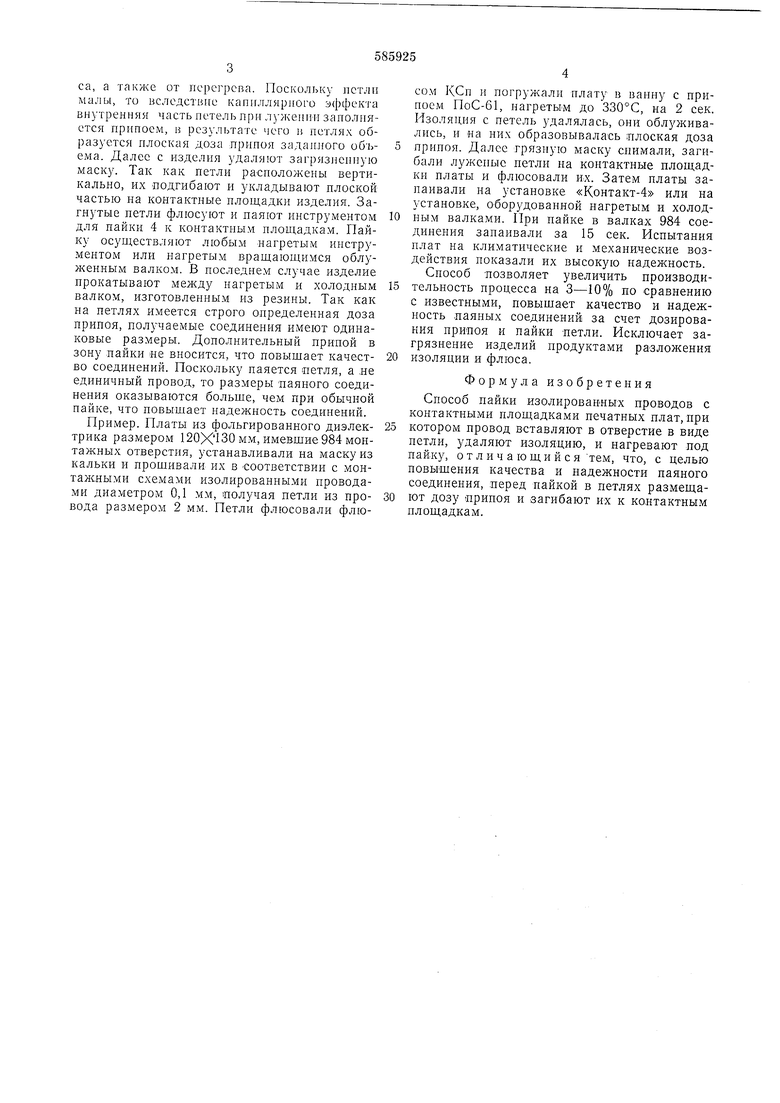
На фиг. 1 изображена установка выводов в плату; на фиг. 2 - вывода; на фиг. 3 - припайка вывода к плате.
В паяемом изделии, например плате 1 проводного монтажа, имеются сквозные отверстия для коммутации проводов. Это изделие перед монтажом проводов устанавливают на маску 2 из сплошного материала, например из кальки. Затем изделие прошивают проводами. Для этого используют тонкую пустотелую иглу с проводом. Игла с проводом входит в отверстие, прокалывает маску, формирует из провода петлю 3 заданного размера, например 1,5-2 мм, и затем перемещается к другим отверстиям, пока не будет закончен полностью монтаж. После прошивки над поверхностью маски, закрывающей изделие, образуются вертикальные петли из провода одинакового размера. Затем петли флюсуют и специальной щелевой насадкой с расплавленным припоем или погружением петель в ванну с припоем, нагретую до 300-340°С, удаляют с них изоляцию и одновременно облуЛ1ивают их. Маска защищает поверхность изделия и места будущей пайки от загрязнения продуктами разложения изоляции и флюса, а также от перегрева. Поскольку петли малы, то вследствие капиллярного эффекта впутренняя часть петель при лужеппи заполняется npnnoejM, в результате чего и петлях образуется плоская доза припоя заданного объема. Далее с изделия удаляют загрязиепиую маску. Так как петли расположены вертикально, их подгибают и укладывают плоской частью иа контактные площадки изделия. Загиутые петли флюсуют и паяют инструментом для пайки 4 к контактным площадкам. Пайку осуществляют любым нагретым инструментом или нагретым вращающимся облуженным валком. В последнем случае изделие прокатывают между нагретым и холодным валком, изготовленным из резины. Так как на петлях имеется строго определенная доза припоя, получаемые соединения имеют одинаковые размеры. Дополнительный припой в зону пайки «е вносится, что повыщает качество соединений. Поскольку паяется петля, а пе единичный провод, то размеры паяного соединения оказываются больще, чем при обычиой пайке, что повышает надежность соединений.
Пример. Платы из фольгированиого диэлектрика размером 120Х130 мм, имевщие 984 монтажных отверстия, устанавливали на маску из кальки и прощивали их в Соответствии с монтажными схемами изолированными ироводами диаметром 0,1 мм, получая петли из провода размером 2 мм. Петли флюсовали флюсом КСп и погружали плату в ванну с припоем ПоС-61, нагретым до 330°С, на 2 сек. Изоляция с петель удалялась, они облзживались, и на них образовывалась плоская доза припоя. Далее грязную маску снимали, загибали луженые петли на контактные площадки платы и флюсовали их. Затем платы запаивали на установке «Контакт-4 или на установке, оборудованной нагретым и холодным валками. При пайке в валках 984 соединения занаивали за 15 сек. Испытания плат на климатические и механические воздействия показали их высокую надежность.
Способ позволяет увеличить производительность процесса на 3-10% по сравнению с известными, повыщает качество и надежность паяных соединений за счет дозирования припоя и пайки петли. Исключает загрязнение изделий продуктами разложения изоляции и флюса.
Формула изобретения
Способ пайки изолированных проводов с контактными площадками печатных плат, при котором провод вставляют в отверстие в виде петли, удаляют изоляцию, и нагревают под пайку, отличающийся тем, что, с целью повыщения качества и надежности паяного соединения, перед пайкой в петлях размещают дозу припоя и загибают их к коптактным площадкам.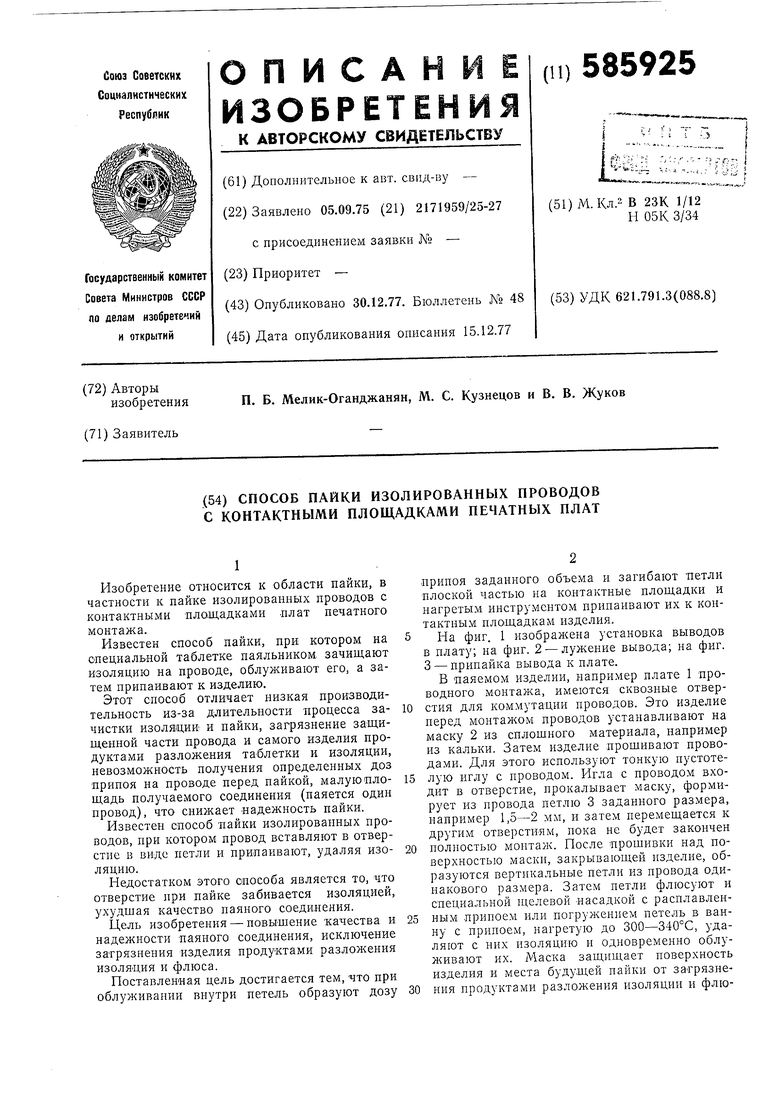
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| Полуавтомат для сборки и пайки проводов с печатной платой | 1979 |
|
SU859068A1 |
| Устройство для монтажа проводов на платах | 1980 |
|
SU917377A1 |
| Способ изготовления монтажной платы | 1974 |
|
SU541303A1 |
| Способ пайки печатных плат | 1980 |
|
SU927427A1 |
| Способ проводного электрического монтажа радиоэлементов | 1984 |
|
SU1230368A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2010 |
|
RU2463144C2 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| Флюс для низкотемпературной пайки | 1989 |
|
SU1722753A1 |
| Устройство для монтажа проводов на печатной плате | 1984 |
|
SU1197155A1 |