(54) ПОЛУАВТОМАТ ДЛЯ СБОРКИ И ПАЙКИ ПРОВОДОВ С ПЕЧАТНОЙ ПЛАТОЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки и пайки проводов с печатной платой | 1983 |
|
SU1214353A1 |
| Устройство для пайки | 1981 |
|
SU984753A1 |
| Устройство для укладки и пайки преимущественно петель провода к контактным площадкам печатной платы | 1989 |
|
SU1709577A1 |
| Устройство для подачи припоя на паяльник | 1979 |
|
SU854629A1 |
| Полуавтомат для сборки и пайки проводов с печатной платой | 1983 |
|
SU1252094A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Устройство для монтажа проводов на плате | 1984 |
|
SU1228331A1 |
| Способ монтажа и пайки проводников печатной платы | 1983 |
|
SU1147527A1 |
| Система установки и пайки радиоэлементов на печатной плате | 1989 |
|
SU1682067A1 |
| ВСШОЮЗИАЯ [!:^Т::?п'но-таш4?:|1/ | 1973 |
|
SU372754A1 |
1
Изобретение относится к пайке, в частности к устройству для сборки и пайки проводов с печатной платой, П{)еимущественно петель печатного монтажа.
Известен полуавтоматический станок для изготовления и пайки проволочных выводов к основаниям блоков печатных схем, содержащий устройства подачи рихтовки, отрезки проволоки, формообразования вывода и подачи его на лужение, флюсование и пайку, устройство пайки и подачи осиований блоков печатных схем из магазина 1 .
Однако использовать полуавтомат для укладки и пайки петель проводного монтажа не представляется возможным, так как в ием отсутствуют устройства, способные перемещать плату последовательно по заданным коорл1инатам, а также загибать петли по одному из четырех направлений двух координат.
Известен полуавтомат для сборки и пайки, содержащий станину, смонтированные на ней стол для закрепления паяемых изделий, паяльник, установленный с возможностью перемещения в вертикальной плоскости, устройство для
подачи припоя, устройство для укладки припаиваемой детали, установленное с возможностью перемещения121.
Недостаток известного полуавтомата - не может использоваться при пайке петель проводного монтажа, так как устройство для укладки припаиваемой детали перемещается только в одном направлении.
В случае использования известного устройства может быть механизирована только часть работ -
10 укладка и пайка петель по одной координате, а укладка и пайка по другой координате вьшолняется вручную. Кроме зтого, укладка и пайка петель может производиться у плат ограниченных размеров (130x130 мм), так как при увеличении габаритов платы, например до 280x280 мм, неплоскостность плат, несмотря на закрепление в приспособлении по периметру, возрастает настолько, что она становится сопоставима с вертикальным размером петли (ОСТ 16 О 686 510-77). Пря
20 таком соотнощении резмеров операции укладкя и пайки ВЫПОЛНЯ1Ы быть не могут, потому, что вертикальное перемещение кронщтейна постоянж) по своей величине.
Цель изобретения - расширение функщ ональных возможностей устройства как путем укладки и пайки петель по четырем направлениям, так и путем корректировки траектории щазопни тельных механизмов в зависимости от неплоскостности печатной платы.
Поставленная цель достигается тем, что полуавтомат снабжен плитой, установленной на станине с возможностью качания, на которой смонтированы паяльник, устройства для подачи припоя и укладки петель, устройство для укладки петель снабжено дополнительным приводом дпя перемещения его во взаимно перпендикулярных направлениях в плоскости перемещения стола с печатной платой.
Для повышения качества паяного соединения при пайке петель с деформированной платой, полуавтомат снабжен закрепленным на плите двуплечим рычагом и упором, подпружиненным относительно плиты, при этом одно плечо рычаг кинематически связано с паяльником, а другоес упором.
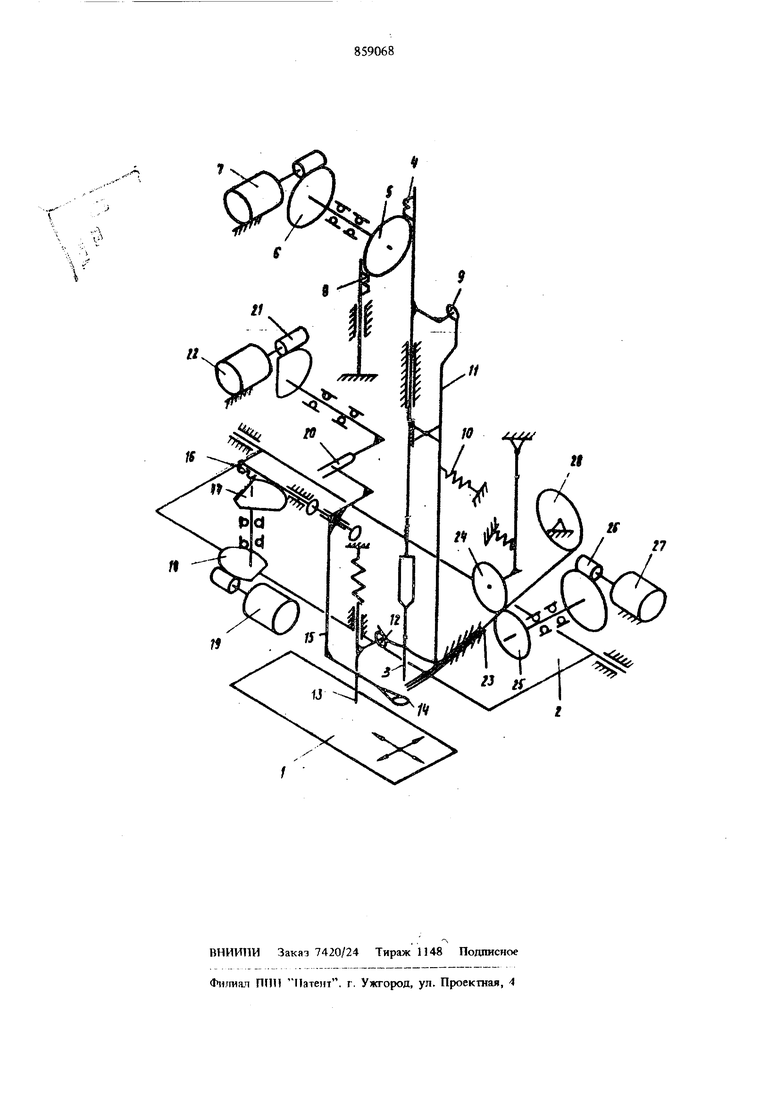
На чертеже изображен полуавтомат, кинематическая схема.
Полуавтомат содержит станину (не показана) , установленные на ней стол 1 для закрепления печатных плат, перемещаемый горизонтально по двум взаимно перпендикулярным направлениям, и плиту 2, соединенную со станиной щарнирно горизонтальной осью и при укладке и пайке расположенную параллельно рабочей поверхности стола. Все нижеописанные механизмы и их привода смонтированы на плите 2.
Паяльник 3 посредством зубчатой пайки 4, колеса 5 и червячной пары 6 соединен с реверсивным электродвигателем 7. Колесо 5 находится также в зацеплении с зубчатой рейкой 8, которая, при крайнем верхнем положении паяльника 3 опирается на станину. На паяльнике установлен ролик 9, взаимнодействующий с нагруженным пружиной 10 двуплечим рычагом 11, каждое плечо которого является звеном кулачкового механизма . На выходное звено рычага 11 опирается ролик 12 подпружиненного упора 13. Кольцо 14, жестко устрЕовленное на кронштейне 15, который при помощи кинематической вращательной пары смонтирован на штоке 16, снабженнном зубчатой рейкой, и имеет два привода взаимно перпендикулярных перемещений: возвратно-поступательного посредством рейки штока 16, зубчатого сектора 17, червячной пары 18, реверсивного электродвигателя 19 и качательного перемещения через мальтийский механизм 20 и червячную пару 21, связанную с реверсивным электродвигателем 22. Качание кронштейна 15 можно осуществлять и любым другим приводом, например напопноповоротным гидро- или пневмодвнгателем.
Устройство периодической подачи проволочного припоя содержит направляющую трубку 23, подвижной ролик 24, приводной ролик 25, связанный через червячную пару 26 с электродвигателем 27, а также катушку 28 для хранения запаса припоя.
Все привода (подачи припоя, паяльника, механизма укладки петель, перемещения стола) соединены с устройством программного управпения, что обеспечивает полуавтоматический режим работы. Перед обработкой платы на полуавтомате она прошивается, и петли облуживаются. I
Полуавтомат работает следующим образом..
5 Плата-заготовка представляет собой лист фольгированного стеклотекстолита с отверстиями, в которых в вертикальном направлении расположены петли. Плата в горизонтальном положении жестко крепится на стол 1 при
0 помоши установленного на нем приспособления.
В исходном положении паяльник 3 находится в крайнем верхнем положении. Связанная с ним рейка 8, опираясь на станину, поворачивает плиту 2 в верхнее положение так, что
5 смонтированные на плите устройства приподнимаются под петлями платы. Кольцо 14, которому каждый из электродвигателей 19 и 22 уст; рюйства укладки петель может дать по три фиксированных положения(два крайних в зави0 симости от шины петлии одно нейтральное), находится в нейтральных положениях, при этом геометрическая ось паяльника 3 и центр кольца 14 совпадают.
Цикл работы управляется задающей программой, по которой кольцо 14 перемещается относительно паяльника 3 в одно из четырех крайних положений, например, электродвигателем 22 через червячную пару 21, мальтийский механизм 20 и качательное движение кронштейна 15. Одновременно стол 1 вьшодит : очередную петлю на заданную координату, т. е. под кольцо 14, а электродвигатель 27 дает кратковременный импульс тока, что вызьшает вращение червячной пары приводного ролика 25 и подачу дозы припоя на траекторию движения паяльника 3.
Далее происходит частичное перемещение паяльника ,3, при котором его ролик 9 не выходит за пределы прямолинейного участка верхнего кулачка рычага 11. При этем рейка 8 под0 нимается, штата 2 опускается вниз до соприкосновения упора 13 с платой, а кольцо 14 надевается на петлю, причем между кольцом 14 и платой остается зазор, близкий по величине перепаду цилиндрических поверхностей нижнего
5 кулачка рычага 11.
Следующее движение цикла осуществляется приводом качательного перемещения кронштейна 15, которое загибает петлю кольцом 14, проходящим под паялышком 3 в другое крайн положение. После укладки пеши в действие снова вступает паяльник 3. Прн этом рычаг 11 меняет поверхность контакта с роликом 12, а плита 2 перемешается вниз относительно упора 13 и прижимает кольцом 14 конец петли к плате. Паяльник 3, опускаясь, проходит мимо направляющей трубки 23 устройства подачи припоя, расплавляет дозу припоя и опускает ее на загнутую петлю. Далее паяльник 3 поднимается вверх с крат ковременной задержкой для остывания припоя на плате. С приходом паяльника 3 в крайнее верхнее положение все устройства занимают исходное положение. Цикл заканчивается. Предлагаемое устройство исключает ручной труд при изготовлении печатных плат как при укладке и пайке петель по двум координатам, так и при обработке печатных плат увеличенных размеров, например 280x280 мм, обладающих отклонением от плоскостности. Применение его повысит производительность труда в 4 раза. Формула изобретения 1. Полуавтомат для сборгси и пайки проводов с печатной платой, преимущественно петель проводного монтажа, содержащий станину, смонткрованные на ней стал для закрепления печатных плат, паяльник, установленный с возможностью перемещения в вертикальной плоскости, устройство для подачи припоя, устройство для укладки петель, установленное с возможностью перемещения, отличающийся тем, что. с целью расширения функциональных возможностей полуавтомата, он снабжен плитой, установленной на станине с возможностью качания, на которой смонтированы паяльник, устройства для подачи припоя и укладки петель, устройство для укладки петель снабжено дополнительным приводом для перемещения его во взаимно перпендикулярных направлениях в плоскости перемещения стола с печатной платой. 2. Полуавтомат по п. 1,отличающийс я тем, что, с целью повышения качества паяного соединения при пайке петель с деформированной платой, он снабжен закрепленным на плите двуплечим рычагом и упором, подпружиненным относительно плиты, при зтом одно плечо рычага кинематически связано с паяльником, а другое - с упором. Источники информации, принятые во внимгшие при экспертизе 1.Авторское свидетельство СССР N 122792, кл. Н 05 К 3/00, 03.11.58. 2.Авторское свидетельство СССР N 602322, кл. В 23 К 3/00, 21.01.74.
