Как известно, наиболее распростра}1енными из графиков учета производства являются графики, показывающие обеспеченность производства деталями полуфабрикатами, как подвижные, так и неподвижные.
Применяющиеся в настоящее время графики обладают, однако, весьма существенным недостатком, который состоит в следующем.
По .мере приближения к концу н,тапируемого периода (меся;;, квартал) график все мепыде п меньше отвечает своему пазпачепию - показывать перспективу обеспеченности производства. К копну планируемо о периода на графике видны те данные, которые не нужны, папри.мер, количество изготовленных деталей, вопкдших уже в собранные и выпущенные заводом изде.чия, но не видно того, что оперативно необходимо, т. е. незаверщеююе производство (задел) в полном его размере.
Между тем, единственным назначением графика обеспеченности производства является как раз показ на каждый данный момент состояния незазерщенного производства с целью правильного его регулирования.
Кроме того, подвижной график требует периодической перезарядки, обычно ежемесячной.
Перезарядка зак,1ючается в кропот.1ИВОЙ, сопряженной обычно с ощибками, работе по передвижке всех шнуров, каждого по одному, в новое исходное -юложение. фиксируюигее остаток незаверп енного производства на начало нового планируемого периода.
Перезарядка эта осложняется еще тем, что к концу планируемого месяпа на по большинству позици не видно остатка незаверщенного производства, подлежащего переносу, так как к этому времени почти все поле графика занято уж:е ненужными дачпыми о деталях, комплектно вощедших в собранные изделия, и, так называемая, линия выпуска на.ходится в это время близ правой конечной черты графика.
Как известно, линией выпуска на графике называется вертика,:1Ьная черта (отвес) обеспеченности производства, рассекающая график па две части: на правой стороне линии показан фактический остаток деталей, т. с. реальная обеспечениость про«зводства, на левой стороне - детали, комплектно потребленные сборкой.
Как уже указано выше, часть графика по левую сторону от линии выпуска не только беаполеэна но, занимая поле графика, сокращает правую его ча€ть и, тем самым: не дает возможностИ полнйстью показать фактический OCTaiTOK деталей. Для устранения этого в пр едлагаемом устройстве, в .котором также применены -передважные бесконечные шйуры, шкала показания укомплектованных д еталей выполнена перед1В1ИЖ:н:ой, а шнуры, предназ:на1ченн ые для показания готовиостн от деяыных , установлены свозможностью одновремениого их перемеш,ен:ия при помош,И поворотного валика с кольцевыми канавками для шнуров.
Такая конструкция дает возможность убирать (ликвидировать) левую часть графи1ка по мере выпуска изделий.
По этому все поле графика от начала до конца всегда используется для показа остатка незавершенного производства, ЧТО собственно и является «азначением прибора.
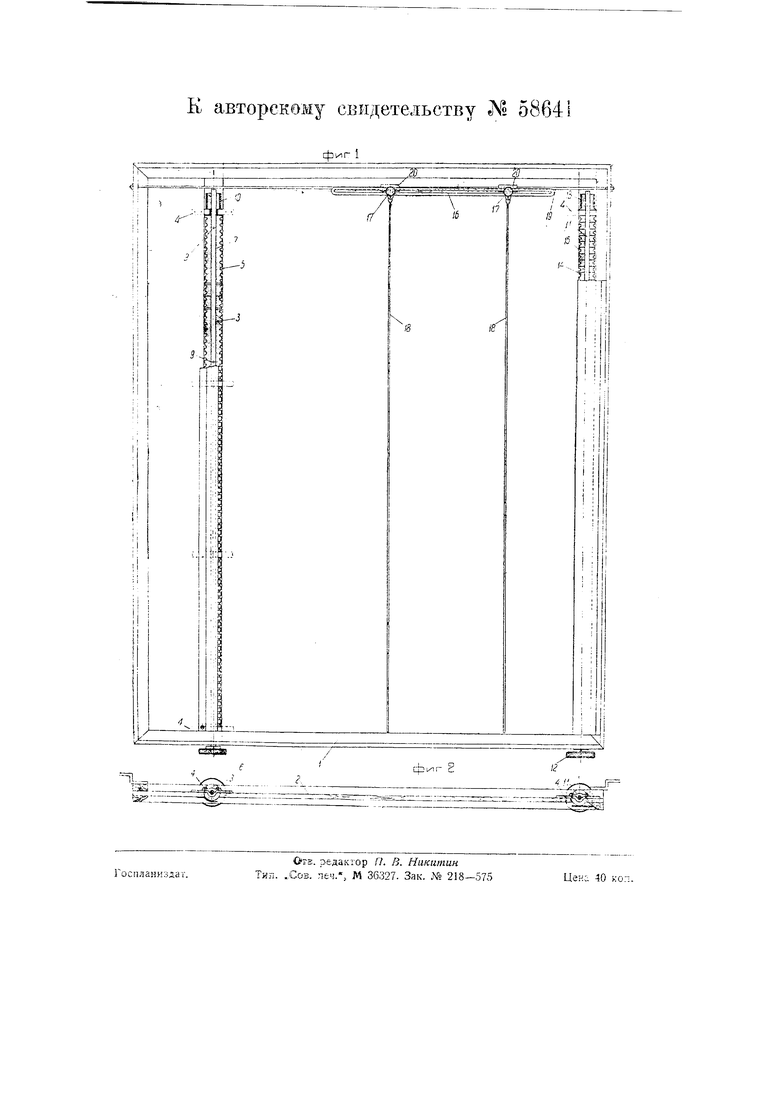
На чертеже фиг. 1 показывает лицевую сторону графика, фиг. 2 - разрез ПО линии АА фиг. 1.
Прибор состоит из заклгючениой в .раму 1 -доски 2.
В левой прорези доски 2 по.меш,ен в по дшипниках 4 ведущий валик 3, который имеет сто канавок 5 полукруглоло профиля для ш:нуров. С нижней стюроны валик 3 снабжен: расположенной снаружи -рамы 1 поворотной головкой 6, закрепленной на сквозной оси 7, про холящей через «валик 3, с которым она жестко- соединена штифтами 9.
На верхнем конце валика насажен шкивок 10, свободно вдащающийся на ООН 7.
В правой прорези доски 2 в другол1 таком же подши:Т1Нике 4, как и в левой прорези, помещена друга-я ось 11 с закрепленной на Нижнем ее -конце головкой 12 и с жестко закрепленным на верхнем ее ко;нце шкивком 13, расположенным на одной линии со шкивком. 10 оси 7.
На -оси 11 -насажено сто роликов 14, снабженных каждый канавкой 15, приходящейся против соответствующей каиавки 5 -валика 3.
Через ведущий валик 3 и ролики 14 перекинуты шнуры, окрашенные на половияе своей длины, например, в черный, а на половине в белый цвет.
Та-ким образом, -при вращении левой головки 6 пере.1ещаются все шнуры о:Д1Н:Овременно, повора-чивая -ролжси 14, НОне вращая шкивка 13, при вращении же правой головки 12 поворачивается шкивОхЧ 13, но в-се ролики 14 и огибающие их шнуры остаются неподвижными.
Шк:ивки 10 и 13 огибает бесконечная лента, которая служит подвижной шкалой графика.
На неподвижно укрепленном в раме 1 перпендикулярно к -осям 7 и 11 Валике 19 при помощи ползунков 20 может скользить линейка 16 с пазом, в котором закрепляются держатели 17 указателей 18, уста-навливаемых на любой линии графика.
При запуске производства дан-ного изделия шкала графика ставится в нулевое положение. В нулевое положение прив одятся и все шнуры.
В процессе экспл-оата-ции изготовленные уже детали отмечаются на графике :продвижени-ем вправо отдельных шнуров так, как это- делается на обычном ш-нуровом гра:фике.
Особенность предлагаемого графика заключается в возможности в любой момент убрать с него ненужные данные по деталя.ад, идущим в собранные изделия. Обычно это делается каждый день простым поворотом обеих головок б и 12.
Поворотом влево правой головки 12 подвижная шканта граф:ика сдвигается за доску графика на количество собранных .
Таким образом, шкала на каждый данный учетный момент показывает, какое :пО -счету изделие находится ia данный момент в обороте.
Поворотом влево- левой головки 6 все шнуры одновременно сдвигаются -влево за доску графи1ка На количество делений гра:фика, соопветствующее выпуску готовых изделий, т. е. линия выпуска графика приводится в крашее левое положение. Следовательно, на
графике остаются лишь данные остатка яезаВершен-ного производства, под каковые и используется все поле графика.
Если после скидки выпуска детали на графике остаются «а известном отрезке по всей их номенклатуре в комплектном количестве, то это авидетелвствует об отставании сборки и теазывает величину этого отставания (конечно, за вычетом нормального комплектного задела).
Возможность ежедневной сброски с графика выпуска деталей делает график непрерывным, т. е. непрерывно на каждый данный момент показывающим положение дела.
iПредмет изобретения.
I 1. Подвижной график учета произI водства с применением бесконечных шнуров или ленгг, отличаюш.ийся I тем, что, с целью достижения возможности более рельефного наблюдения за незавершенным производством, шкала показания укомплектованных деталей выполнена передвижной, а шнуры, предназначенные для показания готовности отдельных деталей, установлены с возможностью одновременного всех ИХ перемеш ения.
2. В графике по п. I применение для одновременного перемещения всех шнуров поворотного валика 3 с кольцевыми канавками для шнуров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для учета продукции | 1936 |
|
SU51548A1 |
| Доска для учета производства и тому подобных целей | 1934 |
|
SU41754A1 |
| Устройство для указания хода производственного процесса | 1935 |
|
SU53113A1 |
| Прибор для определения времени по звездам | 1944 |
|
SU64743A1 |
| Логарифмический счетный прибор | 1924 |
|
SU2061A1 |
| Машина для надреза головок опийного мака | 1932 |
|
SU30019A1 |
| ПРИБОР ДЛЯ ПЕЧАТАНИЯ КАРТ МЕСТНОСТИ | 1924 |
|
SU4173A1 |
| Устройство для измерения ширины ткани | 1933 |
|
SU40316A1 |
| Прибор для пневматического испытания и контроля размеров стеклодувных приспособлений | 1933 |
|
SU38810A1 |
| ПРИБОР ДЛЯ ПРОВЕРКИ ЗОЛОТНИКОВОГО ПАРОРАСПРЕДЕЛЕНИЯ У ПАРОВЫХ МАШИН | 1926 |
|
SU4993A1 |