На стеклодувных аетоматах конвейерного типа выдувание и формовка стеклянных изделий производится на ходу трех синхронизированных конвейепов, а именно: в то время, как установленные на-верхнем конвейере выдувные механизмы-выдувают го:1ячую стекломассу через выдувные отверстия среднего конвейера, формовочные механизмы на нижнем конвейере отформовывают изготовляемое изделие.
От правильной работы указанных механизмов аависнт качество/-выпускаемых автоматом стеклянных, изделий, а также его беснеребойная работа; между тем проверка работы механизмов автоматов произроднтся обычно на самих конвейерах в процессе- их работы, что не обеспечивает исправности мехаплзмов и может повлечь простои н брак производства.
Предлагаемое изобретение имеет целью создать прибор, с помощью которого возможно было бы регулировать механически и пневматически механизмы автомата, а также и подвергнуть предварител1ьно каждый выдувной механизм испытдяню согласно режиму работы конвейера до установки на нем.
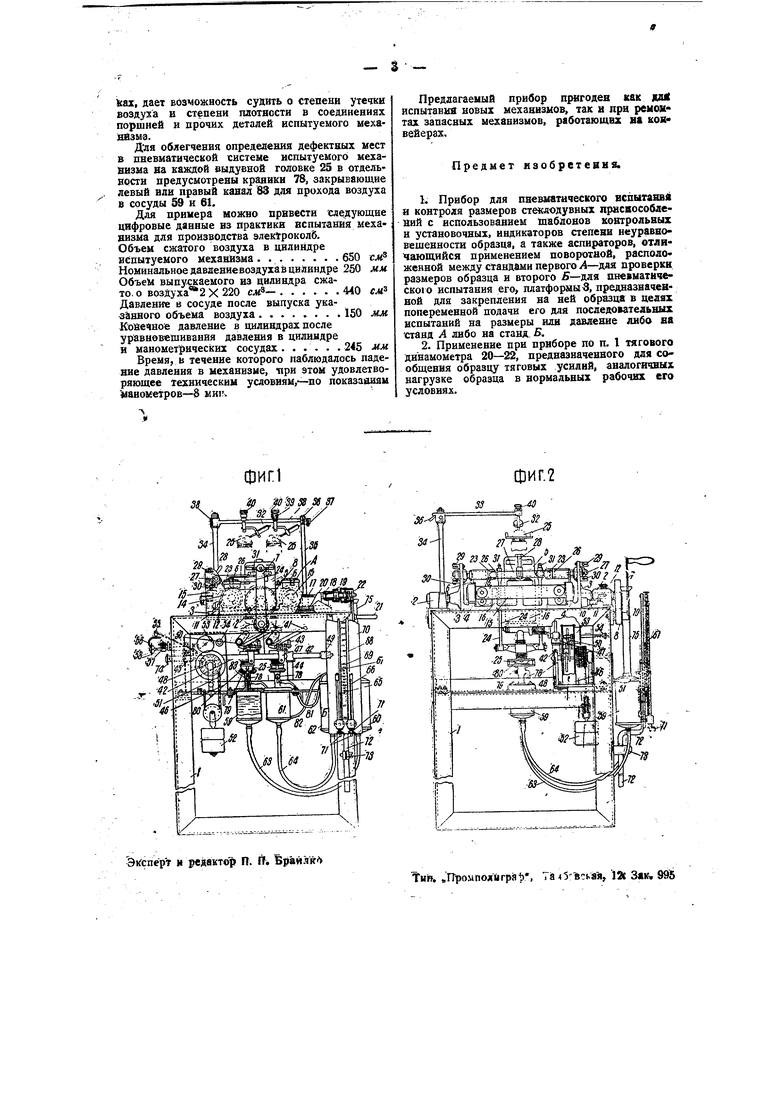
На чертеже фиг, 1 изображает вид ппибора с места управления и фиг. 2-т вид прибора сбоку.
На: металлическом .каркасе 1 в подшипниках 2
установлена поворотная рама 3, несущая рельсь 4, на которых устанавливается испытуемый
, выдувной механизм 5 между стандами А v. Е.
-Упоры 6 удерживают механизм 5 от падения
при поворотах рамы 3. Рукоятка 7 сцеплена
с валиком рамы двумя пхестернями 8 и 9. Ше: стерни имеют пеовдачу 1:2 ,и потому для поворота рамы с испытуемым мехпнизмом необходим
лишь один поворот рукоятки. Рама с испытуемым
механизмом устанавливается с большой точ(306)
ностью в верхнем и нижнем положениях на упорных точках 10 и 11 при помощи винтовых зажимов. 12.
Испытуемый выдувной механизм цри установке на рельсы 4 с одной стороны уцепляется с тяговыми крюками 14 планки 15 и с другой, стороны крюки самого испытуемого ыеханизиа сцепляются с поперечной осью 16 тягового зрена 17, которое закапчивается, утолщенной частью, связанной с вичтовым приводом 19 при помощи головки 18. ПрнЕоц 19, воашаясь в выступе 20 плиты 3 от рукоятки 21, подвергает тяговой нагрузке испытуемый механизм; с целью уточнения этой нагрузки предусмотрена между рукояткой и винтовым приводом шариковая сцеп- ная муфта, на которой проворачивается рукоятка 21 при перегрузках.
Для регулировки силы натяга, при котором шариковая муфт.а проворачивается, служит динамометр, устанавливаемый на месте испытуемого механизма. Для регулировки муфты служит пружина 22.
Вначале регулируется положение роликов 23 системы коленчатых рычагов 24, служащих для посадки и подъема выдувных головок 25. При этом ролики 23 должны входить в пазы рычагов 26 поибора. Рычаги 26 укреплены на эксцентриковом валу 27, который рычагами 26 может быть повернут при помощи ручки 28, причем ход рычагов 26 огпаничеч упорами 29 и 30. Поворот этого валика 27 регулируется при помощи заранее уста авливаемого вместо испытуемого механизма контрольного эталога. Точная
. же подача ролика 23 к рычагу 24 испытуемого механизма регулируется на самом механизме контрольными винтами 31, После отрегулвровки
. положения роликов 23 на испытуемом механизме
несколькими поворотами ручки 28 проверяется хрд.эЫяувных головок 25.
ДаЛеё рри лоднятых выдувных головках испытуемый механизм поборачивают при помощи рукоятки 7 на 1804 так, чтобы выдувные головки 25 находились в верхнем положении 11, в котором и .закрепляется рама 3. После этого проверяется точность расположения выдувных головок 25. Такое измерение произвоиится при помощи измерительных индикаторов 32, установленных на откидных держателях 33 штатива 34. По18оротная на оси 38 скоба 33 упирается в упор 37 на стойке 35. и прижимается к стойке tHHTOBbiM зажимом 36.
В целях устранения качаний скоба 33 установлена в конической разрезной втулке на оси 38, затягиваемой гайкой. Кнопка 40 служит для поворачивания измерительных индикаторов вокруг выдувных головок 25.
Шкалы измерительных индикаторов проверяются на деления дл:я отсчета от О при помощи контрольного эталона, устанавливаемого в приборе на месте испытуемого механизма.
После проверки на точность на станде А, испытуемый механизм поворачивается выдувными головками вниз к.станду 5 и в этом положении проверяется точность положения ролика 50 на рычагах вентилей, служащих для выпуска сжатого воздуха из цилиндра выдувного механизма.
С этой целью в приборе имеются передвижные щаблоны 41, которые установлены на седлах 47 передвижной кремальерной рейки 42. Положения шаблонов 41 регулируются винтами 43. Регулировка же на точность начального положения роликбв 50 производится контрольным эталоном -.
Кремальерная рейка 42 с одной стороны опирается на направляющий ее движение подшипник 44, а с другой стороны-на такой же позшипник 45 в часовом механизме 46. Кремальерная рейка 42 сцеплена с шестерней 48 часового механизма. Ход кремальерной рейки 42 регулируется муфтой 49. Часовой механизм заводится- рукояткой 51. Ход часового механизма предварительно регулируется подбором груза 52, а точной-регулятором, находящимся в коробке 53 часового механизма. Часовой механизм пускается или останавливается от нажатия или вытягивания кнопки 54. Кроме того, часовой механизм также останавливается при упирйнии йуфты 49 в подшипник 44. При помощи кнопки 74 имеется возможность передвинуть рейку 42 от. руки. Одновременно с остановкой ейки 42 прекращается подъем роликов 50. Чаёбвой механизм дает акустический сигнал ударом нолотсмнса 55 по гонгу 56. Точность же совпадения акустического сигнала с остановкой рейки регулируется микрометрическим винтом 57. Кнопка 58 служит для предварительного передвижения штенги в целях регулировки времени подачи сигнала.
Рычаги вентилей с роликами 50 должны иметь е;динаковую высоту подъема при закрытых вентилях, выдувных механизмов. Регулировка на точность положения роликов 50 достигается пог воротами шпинделя вентилей 47 до полного закры-гия пропускной щели вентиля.
Для; испытания пневматических качеств мехаtiiE &u дри-менены в станде Б две системы сообщающихся сосудов. Одна из них собтойт 1й сосудов 59 и 61, служащих для врздуха из цилиндров испытуемых 1еха ;нзЫов и втора из сообщающихся с ними через щлйнги 63 и 64 сосудов 60 и 62. Стеклянные воДоМернЫе труб ки 65 и 66 указывают уровень воду в сосудах 62 и 60. Шланги 81 и 82 соединяют верхние концы водомерных трубок 65 и 66 с сосудами 59 и 6(k открытые стеклянные манометрические трубки СТ и 68 соединены с сосудами 60 и 62. Шланги 63 н 64 таким образом соединяют водомерные трубки, манометрические трубки и сосуды 60 и 62..
В указанные сосуды обеих систем сливается окрашенная вода. Чтобы вытесняемая воздухом из сосуда 59 и 61 вода могла подняться на достаточную высоту, сосуды 60 и 62 снабжены открытыьш металлическими трубами 75.
Измерительные трубки укреплены на доске 70. Между этими, трубками установлена передвижная миллиметровая щкала 69. Для точной установки нуля на шкале по отношению к уровню воды в водомерных трубках 65 и 66 служит .винт 77. Вся система измерительных трубок и сосудов 60 и 62 с доской 70 прикреплена к стержню 72, передвижному в зажиме 73, что дает возможность в случае необходимости поднимать и опускать всю систему измеритель; трубок с измерительными сосудами 60 и 62 с целью регулировки в них, капора водяного столба, противодействующего движению воздуха из цилиндров испытуемого механизма.
Окрашенная вода наливается в соСуДы Эд и 60 через воронки 78; для спуска лишней води служат краники 71 при сосудах 60 и 62.
Пневматическое испытание выдувных механизмов производится следующим образом. После зарядки цилиндров испытуемого механизма воздухом опускают рычагоМ 28 выдувные головки 25. Головки 25 при своем опускании прижимают резиновые кольцевые уплотнения 80 к тарелкам 79; Тарелки соединяются каналами 83 с сасудами 59 и 61. Нажатием на кнопку 54 пускают часовой механизм, после чего кремальерную рейку 42 С шаблонами 41 передвигают справа налево дЛя выпуска Еоздуха из цилиндров испытуемого механизма через вентили в сосуды Э9 н 61 и для вытеснения воды из последних в сосуды 60 и 62; водомерные трубки 65 и 66 при этом отмечают падение уровня волы в сосу дах 59 и 61, а манометровые трубки 67 и 68 указывают уровень в сосудах 60 и 62. Напор водяного столба определяют по шкале, отмечай деление ее между уровнями трубок 65 и б& и уровнем трубок 67 и 63 При получении акустического сигнала от часового механизма регистрируются напоры. При крайнем левом положении кремальерной рейки с шаблонами 41 подъема рычагов вентилей, последние полностью открыты и воздух продолжает перемещаться в систему сосудов 59 и 61 из цилиндров испытуемого механизма до уравновешивания давления в цил.ндрах испытуемого механизма, в сосудах 59 и 60 и манометрических трубках 67 и 68. Отсчитываемое при эгом на манометрах 67 и 6S ларление будет конечным давлением, которое может дать испытуемый механизм.
Время, которое проходит до начала обратнргй падения водяного столба в м анометровыХ , дает возможность судить о степени утечки воздуха и степени плотности в соединениях поршней и прочих деталей испытуемого механазыа.
Для облегчения определения дефектных мест в пневматической системе испытуемого механизма на каасдой выдувной головке 25 в отдельности предусмотрены краникн 78, закрывающие левый или правый канал 83 для прохода воздуха в сосуды 59 и 61.
Для примера можио привести следующие цифровые данные нз практики испытания механизма для производства элек рокол6. Объем сжатого воздуха в цилиндре
испытуемого механизма650 см
Номинальное давление воздуха в цилиндре 250 мм ОбъеЫ выпускаемого из цилиндра сжато, о воздуха 2Х 220 сдг -44Q см
Давление в сосуде после выпуска указанного объема воздуха150 мм
Конечное давление в цилиндрах после
уравновещиваиия давления в цилиндре
и манометрических сосудах ...... 245 мм
Время, в течение которого наблюдалось падение давления в механизме, -при этом удовлетворяющее техническим условиям,-по показаниям «аиометров-8 ми1.
Предлагаемый прибор пригоден как juut испытавия новых механизмов, так и при реыон тах запасных механизмов, работающих иа коя
вейерах.
Предмет изобретевня.
1 Прибор для пневматического вспытаивй и контроля размеров стеклодувных првсвособлевий с использованием шаблонов контрольных н установочных, иидикаторов степени неуравновещенности образца, а также аспираторов, отличающийся применением поворотной, расположенной между стандами первого Л-для проверки: размеров образца н второго Я-для пневматическою испытания его, платформы-3, предназначенной для закрепления на ней образца в целях попеременной подачи его для последовательных испытаний на размеры или давление либо на станд А либо на станд. .
2. Применение при приборе по п. I тягового динамометра 20-22, предназначенного для сообщения образцу тяговых усилий, аналогичных нагрузке образца в нормальных рабочих его условиях.