(54) РЕГУЛЯТОР ПОДАЧИ ЭЛЕКТРОДА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор подачи электрода при электрохимической обработке вращающимся электродом | 1977 |
|
SU617224A2 |
| Регулятор подачи электрода при электрохимической обработке вращающимся электродом | 1984 |
|
SU1212721A2 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для регулирования облучения | 1988 |
|
SU1612275A1 |
| Устройство для автоматического регулирования напряжения на электрофильтре | 1976 |
|
SU752274A1 |
| Осветительное устройство с люминесцентной лампой | 1985 |
|
SU1330764A1 |
| Устройство для оптимизации фотосинтеза растений | 1989 |
|
SU1690611A1 |
| ЭЛЕКТРОСТАТИЧЕСКИЙ ПЫЛЕУЛОВИТЕЛЬ С ПОДВИЖНЫМИ ЭЛЕКТРОДАМИ | 2008 |
|
RU2385188C1 |
| Устройство для контроля искрения в скользящем контакте электрической машины | 1986 |
|
SU1399840A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ И ОБЕЗЗАРАЖИВАНИЯ ВОДЫ | 2005 |
|
RU2299860C1 |
1
Изобретение относится к област№ электрохимических методов обработки/ металлов.
По основному авт. св. № 409823 известен регулятор подачи электрода для электрохимических шлифовальных стадаков с вращающимися электродом-инструментом, использующий, в качестве сигнала искровые разряды, возникающие в межэлектродном зазоре при его уменьшении до некоторой критической величины 1.
Регулятор обеспечивает следующий изменения скорости подачи. Быстрый подвод круга к детали, резкий сброс скорости при появлении искрения, постоянное наращивание ее по мере врезания круга в деталь на полную глубину, поддержание постоянной уста новившейся скорости подачи по всей длине обрабатываемой детали и постоянное увеличение скорости подачи при- выходе круга из детали. Скорость подвода круга к детали выставляется задатчиком привода в 2-3 раза более высокой, чем установившаяся скорость подачи прп оптимальном уровне искрения.
Основным недостатком известного регулятора является относительно большая длительность сброса повышенной скорости подвода в момент касапия круга с деталью. Это объясняется тем, что сброс скорости происходит дискретно от каждого единичного разряда, причем величина такого единичного
сброса на каждый разряд не превышает 8- 10% от начальной скорости подвода, что обусловлено требованиями наибольшей производительности, стабильности, плавности процесса шлифования и минимального износа при полном врезании круга в деталь. Указанный недостаток, учитывая инерционность привода подачи, в некоторых случаях приводит к механическому или электроэрозионному повреждению поверхности круга в первый момент его касания с деталью.
С целью повышения стабильности обработки в предлагаемом регуляторе параллельно емкости разрядно-интегрирующей цепи формирователя напрял :ения управления по схеме магнитного пускателя подключено реле, разомкнутый контакт которого соединен последовательно с дополнительной емкостью, включенной параллельно емкости порогового элемента.
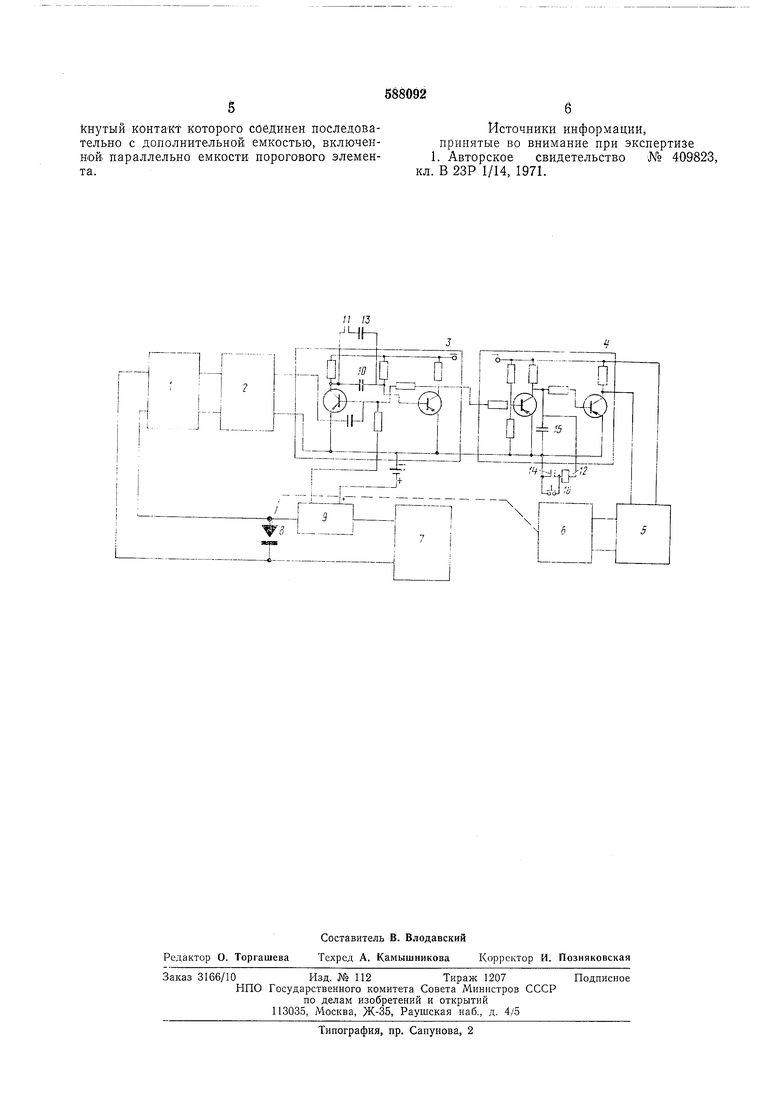
На чертенке представлена принципиальная схе.ма предлагаемого регулятора.
Регулятор состоит из последовательно соединенных высокочастотного фильтра-датчика 1
сближения электродов, усилителя 2 высокой частоты, порогового элемента 3, формирователя 4 напряжения управления приводом, усилителя 5 мощности, электропривода 6. В устройство входит также источник 7 тока,
электроды 8, датчик 9 тока через электроды.
Для создания начального смещения (задания исходного уровня срабатывания) порогового элемента используется батарея, подключенная встречно с напряжением датчика 9 тока. Параллельно емкости 10 порогового элемента через первую группу нормально разомжнутых контактов 11 реле 12 присоединена дополнительная емкость 13. Рабочая обмотка реле 12 через вторую нормально разомтснутую группу контактов 14 подсоединена параллельно емкости 15 разрядно-интегрирующей цепи RC формирователя: 4 напряжения управления приводом. Параллельно второй группе нормально разомкнутых контактов реле 12 подсоединена кнопка запуска 16.
Датчик 1 представляет собой фильтр RC, предназначенный для выделения из напряжения на электродах высокочастотных колебаний (пульсаций) напряжения.
Усилитель 2 напряжения высокой частоты предназначен для усиления сигнала датчика I.
Пороговый элемент 3 представляет собой триггер с одним: устойчивым состоянием (заторможенный мультивибратор), преобразующий напряжение, снимаемое с выхода усилителя 2, в прямоугольные импульсы напряжения определенной длительности.
Формирователь 4 состоит из двухкаскадного усилителя на триодах и подсоединенной параллельно транзистору емкости 15. Формирователь предназначен для интегрирования заднего фронта прямоугольного выходного имяульса порогового элемепта, что; приводит к плавному парастанию скорости нодачи после ее быстрого спада.
Емкость 13 -предназначена для увеличения постоянной времени порогового элемента во время ускоренного подвода круга к детали. Реле 12 предназначено для подключения емкости 13 параллельно емкости 10 порогового элемента во время ускоренного лодвода круга к детали.
Кнопка 16 предназначена для включения реле 12 перед началом работы.
Устройство работает следующим образом.
Нажимается кнопка 16, спаренная с кнопкой включения привода 6 подачи, к этому моменту емкость 15 уже заряжена и включается реле 12. При помощи второЙ группы контактов 14 реле 12 блокирует само себя, а при помощи первой группы контактов 11 емкость 13 подключается параллельно емкости 10 порогового элемента. Это увеличивает постоянную Времени (время выдержки) порогового элемента.
При сближении электродов, когда возникает искрение между ними, высокочастотные колебания напряжения с выхода датчика 1 усиливаются усилителем 2 Е поступают на вход порогового элемента 3. При этом триггер переходит в неустойчивое состояние и после самовозврата, определяемого разрядом емкости 10, на его выходе формируется отрицательный прямоугольный Ммпульс. Он я6етзшает на вход формирователя 4. Конденса-тор 15 частично быстро разряжается, вели-чина разряда его зависит от длительности прямоугольного отрицательного отпирающего импульса, поступившего с порогового элемента 3, и от числа этих импульсов. В зависимости от степени разряда конденсатора 15 уменьшается напряжение на выходе формирователя 4, а следовательно и усилителя 5,. что приводит к ум:еньшению скорости подачи. Таким образом, в начале процесса шлифования первая же искра, появившая:ся в рабочем зазоре (в момент первого касания круга
детали), интенсивпость которой превышает порог чувствительности порогового элемента, вызывает появление на выходе порогового элемента импульса большой длительности, так как постоянная времени порогового элемента за счет подсоединения емко-сти 13 значительно увеличивается.
Вследствие этого конденсатор 15 значительно разряжается (на 70-80%), что приведет к такому же спаду скорости подачи. Кроме того, значительный разряд емкости 15 приводит к тому, что реле 12 отключается; (так как его обмотка соединена параллельноемкости 15), контакты И размыкаются и ем.кость 13 отключается от порогового элемента,
что приводит к уменьшению его постоянной времени. В дальнейшем при заряде емкости.
15реле 12 уже не включается, так как кнопка:
16не нажата.
Затем конденсатор 15 постепенна плавно
заряжается. Также возрастает и скорость подачи. Когда скорость возрастет настолько, что в заворе вновь появится искрение, конденсатор 15 опять немного разрядится (но на значительно меньшую величину, так как постояиная времени порогового элемента 3 вследствие отключения дополнительной емкости значительно уменьшается), скорость подачи вновь падает пропорционально разряду емкости 15, искрение в зазоре исчезает, скорость подачи
опять начинает плавно нарастать. Искрение в зазоре поддерживается на заданно1М уровне,, определяемом заданной степенью чувствительности порогового элемента. Амплитуда высокочастотных пульсаций
напряжения на электродах 8, соответствующая моменту искрения между ними, уменьшается с ростом рабочего тока-. С учетом этого чувствительность порогового злем1ента с ростом тока увеличивается.
Формула изобретения
Регулятор подачи электрода при. электрохимической обработке вращающимся электродом по а-вт. св. № 409823, отличающийся тем, что, с целью повышения стабильности обработки, параллельно емкости разрядноинтегрирующей :цепи формирователя напряжения управления по схеме магнитного пускателя подключено реле, нормально разомкнутыи контэКт которого соединен последовательно с дополнительной емкостью, включенной параллельно емкости порогового элемента. 1
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 409823, кл. В 23Р 1/14, 1971. о-. fJ h-H :-i i
