Изобретение относится к станкостроению, а именно к станкам для электрохимической обработки Металлов.
Известен |релулятор лодачи электрода йри электрохимической обработке вращающимся электродом по а-вт. св. № 4i09823, в котором вход привода п-одачи -связан € межэлектрод.ным зазором (МЭЗ) через лороговый элемент, усилитель и LC-фильтр.
Для увеличения чувствительности при больших токах, проходящих через МЭЗ, в цепь смещения порогового элемента включен датчик рабочего тока, изменяющий величину порога смещения.
Однако этот регулятор имеет следующий недостаток.
Как известно, зависимость амплитуды высокочастотных пульсаций налряжения на электродах, соответствующая м. искрения между ними, от величины МЭЗ и тока через него носит резко нелинейный характер. При урезании в момент лервого -касания с кромкой детали, величина этих лульсадий может доходить до 100 мВ ,и более. При лоявлении рабочего тока в МЭЗ в несколько ампер велиЧЯна пульсаций уменьшается на порядок н далее с ростом тока линейно ладает. Отсюда видно, что для нормальной работы регулятора в о;боих этих технологических режимах его чувствительность каждый раз должна быть разная, так как если, например, выставить ее для момента касания круга с деталью, т. е. загрубить, то в дальнейщем регулятор не будет реагировать на Ьолее слабое искрение при наличии рабочего тока. Бели же регулятор настроить на Нормальный рабочий режим обработки ( врезался в деталь и идет рабочий ток), то это приведет к большим автоколебаниям системы в МОмент врезания. В настоящее время настраивают чувствительность реГулятора на какое-то относительно среднее приемлемое для обОИХ режимов значение. Однако вследствие большой разницы между необходимыми значениями чувствительности для обоих случаев процесс обработки в обоих режимах идет с некоторой нестабильностью, что приводит к нарушению точности и качества процесса обработки.
Целью изобретения является ловышенис точности и стабильности процесса Обра.ботки за счет |у1величенн.я быстчрадействия рвгулятора в переходных процессах.
Это достигается тем, что в регулятор введены дополнительный иорогОВый элемент, управляемый ключ и реЗИСтор, лричем вход дололнительного порогового элемента подключен параллельно входу Основного лорогового элемента, а выход - к управляемому ключу, подсоединенному параллельно резистору.
включбенному в цепь смещения основного порогового элемента.
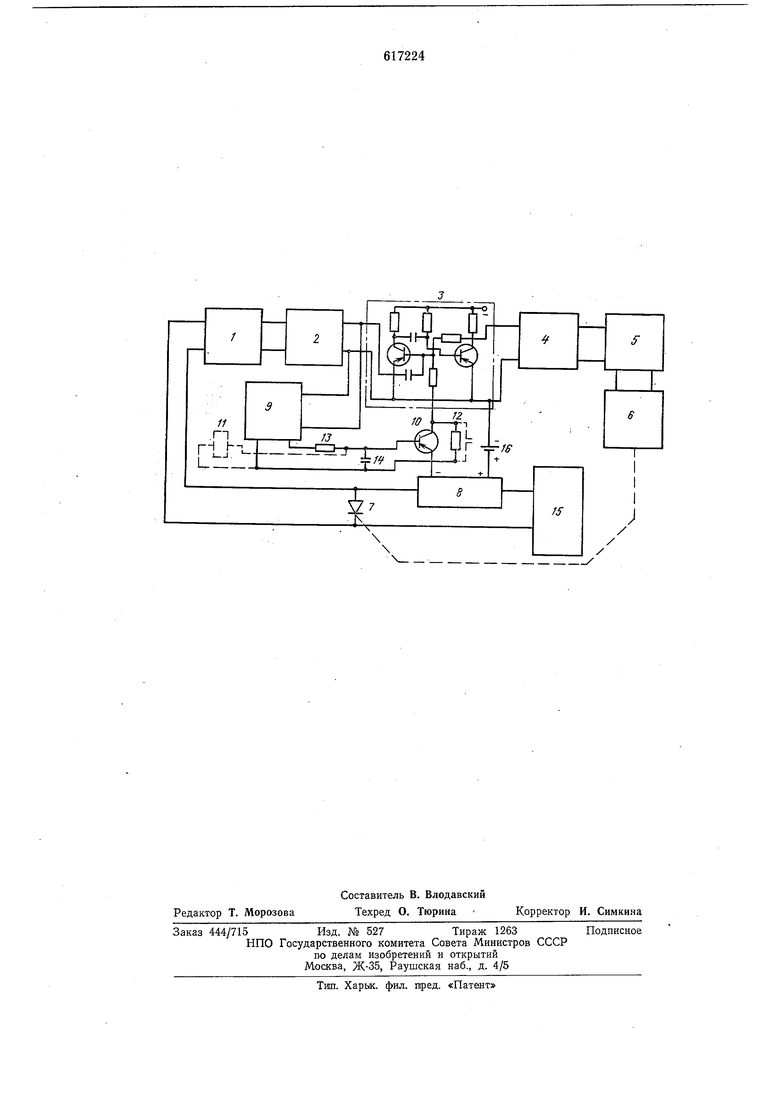
На чертелсе представлена прилципиальная схема регулятора.
О,н состоит ,из последовательно соединенных датчика J, усилителя 2 высокой частоты, основного .порогового элемента 3, формирователя 4, усилителя 5 мощности, электронривода 6, €вяза:Нй.ого меха.нячески с электродами 7, и датчика 8 тока. Дололнительный пороговый элемент 9 по входу соединен параллельно с основлым, выход же его подключен к управляемому ключу - транзистору 10 (или реле ,//), подсоединенномуПараллельно дополнительному резистору 12, включенному в цепь смещения основного nioporoiBoro элемента 3. Выход дололнительного порогового элемента 9 соединен с ключом через интегрирующую-(замедляющую) цепочку - сопротивление 13 и емкость 14. Кроме тото, в регуляторе имеется источник 15 технологического тока и батарея 16 начального смещения основного порогового элемента.
Регулятор работает следующем О бразом.
В начале процесса обработки, в момент первого касадия круга с кромкой детали, т. е. при большой амялитуде высокочастотных пульсаций напряжения на электродах на входе регулятора, опрокидывается дополнительный пороговый элемент 9. При этом замыкается управляемый ключ, т. е.-открывается транзистор 10 или замыкаются контакты реле //, и щунтирует резистор 12, включенный в цепь смещения основного порогового элемента, в результате чего положительное смещение на базе транзистора основного порогового элемента, подаваемое от батареи 16, становится больще. Постоянная времени дополнительного порогового элемента 9 выбирается порядка нескольких секунд, т. е. иа порядок больше, чем у основного. Это .приводит к уменьшению чувствительности основного порогового элемента, в результате чего процесс начального врезания круга в деталь .пройдет более ллаино и ста-бильно, без а/втоколебаяий.
При появлении рабочего тока в МЭЗ амплитуда высокочастотных пульсаций напряжения на электродах резко упадет и дополнительный пороговый элемент 9 уже срабатывать не будет, сопротивление 12 щунтироваться не будет, смещение на базе транзистора
уменьщ.ит1ся, и чувствительность порогового элемента 3 вновь возрастет. Интегрирующая цепочка необходима для некоторой задержки сра|батыва1ння уеравляемого ключа 10 (или реле //) порядка 2-3 сек для того, чтобы высокая скорость подвода круга к детали успела сниз.иться (это предотвращает возможность повреждения круга о деталь при подходе), ЛИ|ЩЬ лосле этого скорость начнет вновь ловыщаться.
Наличие дополнительного порогового элемента необходимо не только при автоматическом подводе круга к детали в начале ра.боты, но и в процессе самого щлифования в тех
случаях, когда припуск обрабатываемой детали резко увеличивается (в допустимых пределах). При этом, благодаря наличию обратной связи по току (так как ток уже идет), чувствительность регулятора повышена, искреняе в зазоре вследствие резкого увеличения припуска будет также повышенным. Таким образом, уровень чувствительности не будет соответствовать уровню искрения и система без наличия второго порогового элемента
может лерейти в автоколебательный режим. Назначение интегрирующей цепочки 13-14 здесь то же, что .и в ранее описанном случае. Таким образом, лри 1пе|реходных процессах, когда амплитуда пульсации -будет принимать
малые или большие значения, чувствительность регулятора за счет шунтирования резистора 12 будет а1втомати(час1ки подяе;рж-ивать€я оптимальной .для каждой области сигналов. Благодаря этому будет -повышаться устойчивость ;И точность про.цесса обработки.
Формула -и -3 о б р е т е « и я
Регулятор по-Дачи электрода йгр-и электрохимической офаботке вращающимся электродом по авт. юв. 409823, отличающийся тем, что, с целью повышения точности и стабильности обработки, в регулятор введены допол-нительный пороговый элемент, управляемый ключ и резистор, пр-ичем вход дополнительного -порогового элемента подключен -параллельно входу основного -порогового элемента, а выход - -к управляемому ключу, подс-оединенному па.раллельно резистору, включенному в цепь смещения основного порогового элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор подачи электрода при электрохимической обработке вращающимся электродом | 1974 |
|
SU588092A2 |
| Регулятор подачи электрода при электрохимической обработке вращающимся электродом | 1984 |
|
SU1212721A2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| Датчик касания электродов | 1977 |
|
SU618235A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Устройство защиты электродов от коротких замыканий при электрохимической обработке | 1980 |
|
SU992149A2 |
| РЕГУЛЯТОР МОЩНОСТИ С УЛУЧШЕННОЙ УСТОЙЧИВОСТЬЮ К ПУЛЬСАЦИЯМ | 2003 |
|
RU2319194C2 |
| РЕГУЛЯТОР МОЩНОСТИ С УЛУЧШЕННОЙ ЗАЩИТОЙ ОТ ДИСБАЛАНСА ИНДУКТИВНОЙ НАГРУЗКИ | 2003 |
|
RU2310295C2 |
| ПРЕОБРАЗОВАТЕЛЬ ЭЛЕКТРИЧЕСКОЙ ЕМКОСТИ ДЛЯ ЕМКОСТНОГО ДАТЧИКА | 2019 |
|
RU2724299C1 |
| Электрод-инструмент | 1979 |
|
SU831484A1 |