(54) СПОСОБ ПЛАВКИ МЕТАЛЛОВ В ИНДУКЦИОННОЙ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плавки металлов в индукционной канальной печи | 1980 |
|
SU923017A1 |
| Индукционная канальная печь | 1980 |
|
SU930757A1 |
| Индукционная канальная многофазная печь | 1983 |
|
SU1091835A1 |
| Индукционная канальная печь | 1983 |
|
SU1125786A1 |
| Индукционная канальная печь | 1980 |
|
SU853829A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2185583C2 |
| Индукционная канальная печь | 1977 |
|
SU735896A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1994 |
|
RU2083938C1 |
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
| Печь для плавки металлов | 1986 |
|
SU1375933A1 |
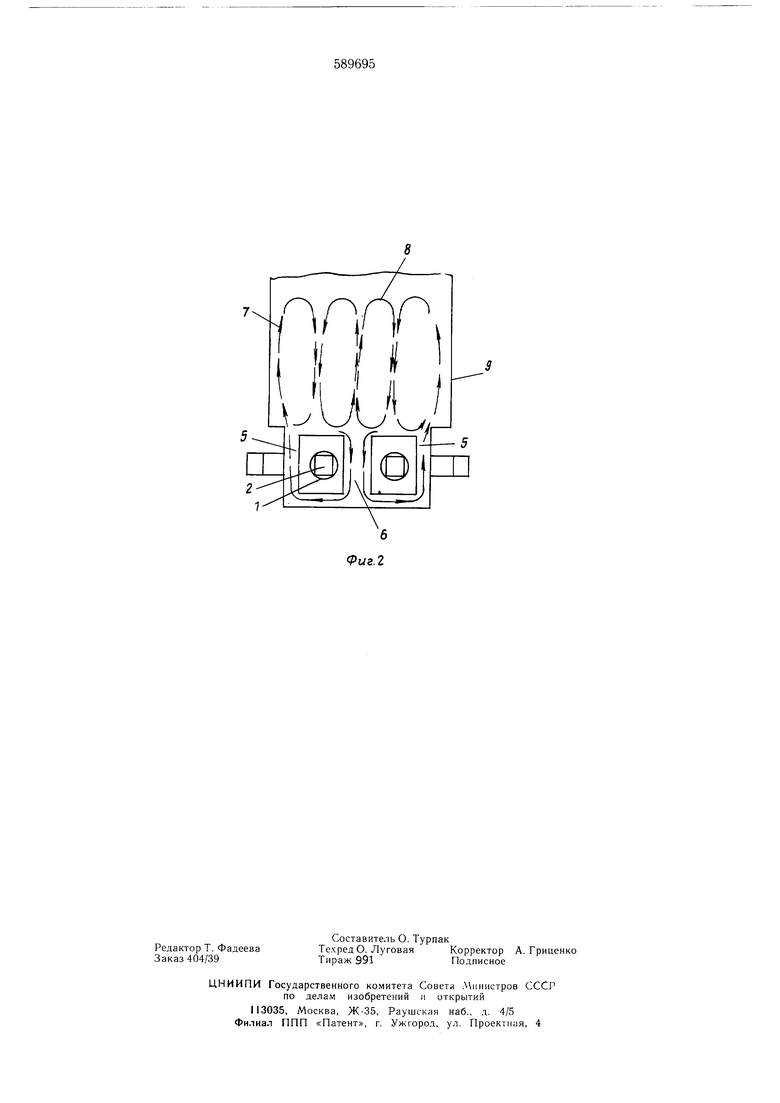
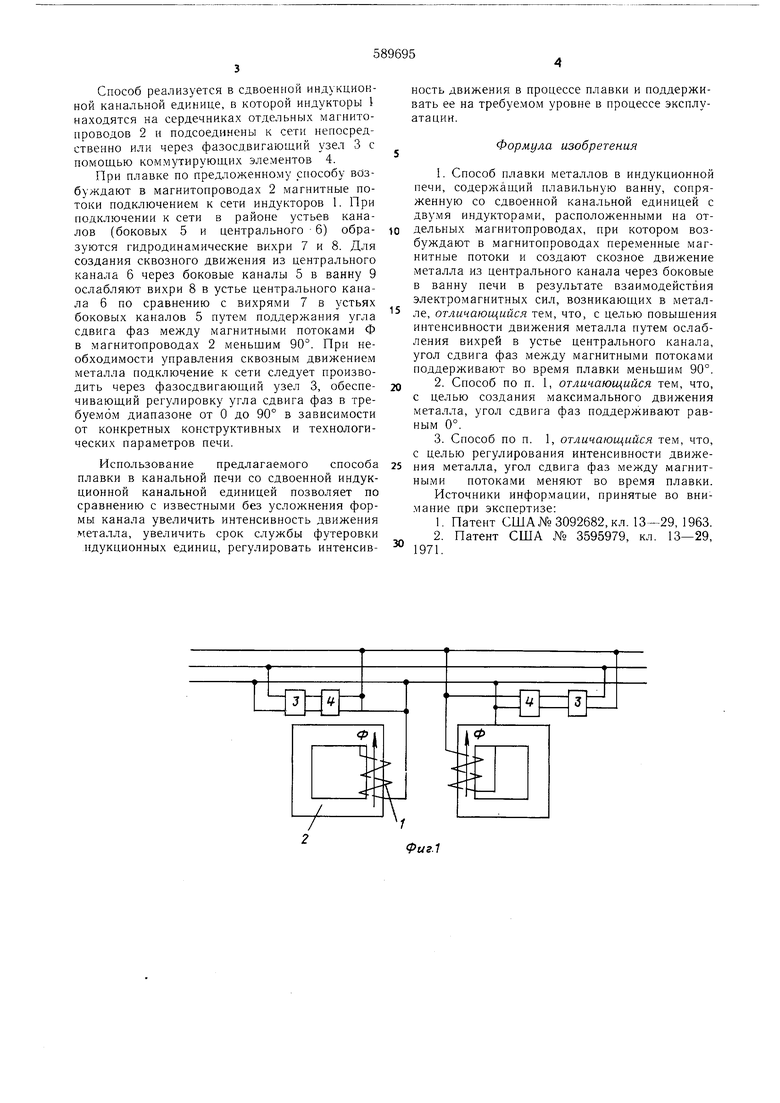
Изобретение относится к электротехнике, в частности к индукционным канальным печам со сдвоенными индукционными единицами, Известен способ плавки металла в индукционной канальной цечи со сдвоенной индукционной единицей, при котором возбуждают в магнитопроводах переменные магнитные потоки и создают сквозное движение металла путем выполнения устья центрального канала расширяющимся в направлении, перпендикулярном к продольной оси индукторов 1. В указанном способе скорость движения металла оказалась недостаточной для создания индукционных единиц большой мощности. Известен способ плавки металла в индукционной канальной печи со сдвоенной Ш-образной канальной единицей, при котором возбуждают в магнитопроводах переменные магнитные потоки и создают скозное движение металла из центрального канала через боковые в ванну печи путем воздействия на металл электромагнитных сил, возникающих в металле в области перехода центрального канала в ванну печи (устье канала) при выполнении его расширяющимся как в направлении продольной оси индукторов, так и в направлении, перпендикулярном к ней 2. Недостатком этого способа являются сложность конфигурации устья индукционной единицы, снижение скорости движения металла и, как следствие, увеличение его перегрева в процессе эксплуатации печи из-за изменений формы устья, недостаточная скорость сквозного движения металла и отсутствие возможности управления ею. Целью изобретения является повышение интенсивности движения металла и обеспечение возможности управления им, а также упрощение конструкции канальной единицы. Для этово угол сдвиеа фаз между магнитными потока.ми поддерживают во время плавки меньши.м 90°, создавая тем самы.м согласнонаправленные магнитные потоки в магнитопроводах. Для получения максимального эффекта поддерживают нулевой сдвиг фаз между магнитными потоками. Для регулирования интенсивности сквозного движения изменяют сдвиг фаз в процессе плавки. На фиг. 1 приведена схема включения индукторов сдвоенной индукционной канальной единицы; на фиг. 2 - картина гидродинамических вихрей и потоков в сдвоенной индукцион}1ой единице.
Способ реализуется в сдвоенной индукционной канальной единице, в которой индукторы находятся на сердечниках отдельных магнитонроводов 2 и подсоединены к сети непосредственно или через фазосдвигающий узел 3 с помощью коммутирующих элементов 4.
При плавке по предложенному способу возбуждают в магнитопроводах 2 магнитные потоки подключением к сети индукторов 1. При подключении к сети в районе устьев каналов (боковых 5 и центрального - 6) образуются гидродинамические вихри 7 и 8. Для создания сквозного движения из центрального канала 6 через боковые каналы 5 в ванну 9 ослабляют вихри 8 в устье центрального канала 6 по сравнению с вихрями 7 в устьях боковых каналов 5 путем поддержания угла сдвига фаз между магнитными потоками Ф в магнитопроводах 2 меньщим 90°. При необходимости управления сквозным движением металла подключение к сети следует производить через фазосдвигающий узел 3, обеспечивающий регулировку угла сдвига фаз в требуемом диапазоне от О до 90° в зависимости от конкретных конструктивных и технологических параметров печи.
Использование предлагаемого способа плавки в канальной печи со сдвоенной индукционной канальной единицей позволяет по сравнению с известными без усложнения формы канала увеличить интенсивность движения металла, увеличить срок службы футеровки ндукционных единиц, регулировать интенсивность движения в процессе плавки и поддерживать ее на требуемом уровне в процессе эксплуатации.
Формула изобретения
