(54)УСТРОЙСТВО ДЛЯ СБОРКИ БЛОКА МАГНИТНЫХ ГОЛСЖОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки блока магнит-НыХ гОлОВОК | 1976 |
|
SU847352A1 |
| Способ изготовления блока магнитных головок | 1974 |
|
SU506052A1 |
| Устройство для сборки полублока магнитных головок | 1988 |
|
SU1583973A1 |
| Гидро(пневмо)цилиндр | 2016 |
|
RU2681877C1 |
| УСТРОЙСТВО ОБРАБОТКИ ДОКУМЕНТОВ | 2007 |
|
RU2447007C2 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ВРАЩАЮЩЕГО МОМЕНТА | 1991 |
|
RU2106549C1 |
| ГЕРМЕТИЧНОЕ ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО | 2007 |
|
RU2329433C1 |
| ОЧИСТИТЕЛЬ ВОЗДУХА В ЛОКАЛЬНОЙ ЗОНЕ | 2021 |
|
RU2774412C1 |
| ОЧИСТИТЕЛЬ ВОЗДУХА В ЛОКАЛЬНОЙ ЗОНЕ | 2021 |
|
RU2763584C1 |

Изобретение касается магнитной записи.
Известно устройство для сборки блока магнитных головок, содержащее корпус, выполненный с установочной полостью 1. Известное устройство имеет достаточно простую конструкцию, однако оно не обеспечивает требуемую точность сборки блока магнитных головок.
Известно также устройство для сборки блока магнитных головок, содержащее прижимной винт, снабженный ручкой и установленный в крышке, выполненной с направляющими отверстиями и имеющей возможность сопряжения со стенкой корпуса, выполненного с установочной полостью 2. Это устройство обеспечивает высокую точность сборки блока магнитных головок, однако процесс сборки на нем сопряжен со значительными трудностями.
Цель изобретения - упрощение процесса сборки блока магнитных головок.
Это достигается за счет того, что в устройство для сборки блока магнитных головок введена эластичная кольцевая прокладка, смонтированная на крышке с возможностью воздействия на часть блока магнитных головок, размещенную в установочной полости, выполненной в виде кольцевого паза, а стенка корпуса выполнена с радиальными щелевыми вырезами. При этом прижимной винт пясположен соосно с корпусом, снабженным направляющими цилиндрическими выступами, смонтированными с возможностью внедрения в направляющие отверстия крыщки.
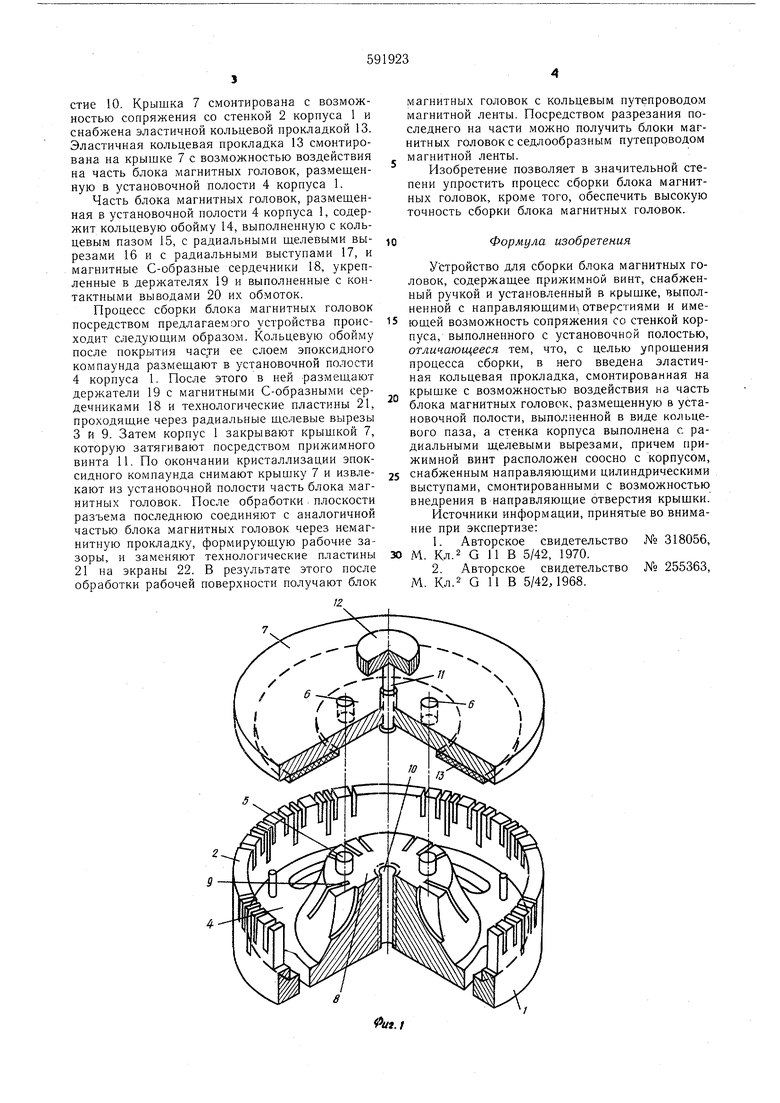
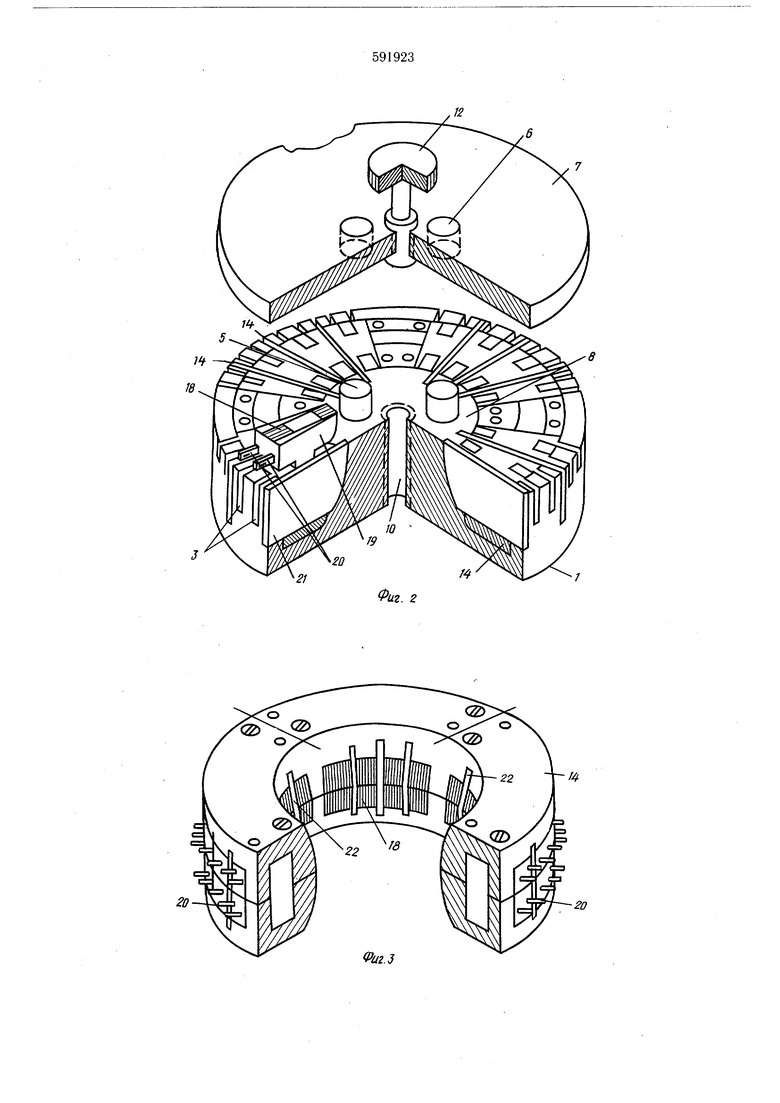
На фиг. 1 изображено предлагаемое устройство для сборки блока магнитных головок; на фиг. 2 - то же, с установленной в нем частью блока магнитных головок в процессе сборки; на фиг. 3 - блок магнитных головок после его окончательной сборки; на фиг. 4 - кольцевая обойма.
Предлагаемое устройство содержит чащеобразный корпус 1, стенка 2 которого выполнена с радиальными щелевыми вырезами 3. Корпус 1 имеет установочную полость 4, выполненную в виде кольцевого паза, и направляющие цилиндрические выступы 5, смонтированные с возможностью внедрения в направляющие отверстия 6 крыщки 7. Корпус 1 снабжен также расположенным внутри него концентричным выступом 8, выполненным с радиальными щелевыми вырезами 9 и с осевым резьбовым отверстием 10.
Предлагаемое устройство содержит также прижимной винт 11, снабженный ручкой 12, концентрично установленный в крыщке 7 и расположенный соосно с корпусом 1 с возможностью вкручивания в осевое резьбовое отверстие 10. Крышка 7 смонтирована с возможностью сопряжения со стенкой 2 корпуса 1 и снабжена эластичной кольцевой прокладкой 13. Эластичная кольцевая прокладка 13 смонтирована на крышке 7 с возможностью воздействия на часть блока магнитных головок, размеш,енную в установочной полости 4 корпуса 1.
Часть блока магнитных головок, размещенная в установочной полости 4 корпуса 1, содержит кольцевую обойму 14, выполненную с кольцевым пазом 15, с радиальными ш,елевыми вырезами 16 и с радиальными выступами 17, и магнитные С-образные сердечники 18, укрепленные в держателях 19 и выполненные с контактными выводами 20 их обмоток.
Процесс сборки блока магнитных головок посредством предлагаемого устройства происходит следующим образом. Кольцевую обойму после покрытия части ее слоем эпоксидного компаунда размещают в установочной полости 4 корпуса 1. После этого в ней размещают держатели 19 с магнитными С-образными сердечниками 18 и технологические пластины 21, проходящие через радиальные щелевые вырезы 3 и 9. Затем корпус 1 закрывают крышкой 7, которую затягивают посредством прижимного винта 11. По окончании кристаллизации эпоксидного компаунда снимают крыщку 7 и извлекают из установочной полости часть блока магнитных головок. После обработки плоскости разъема последнюю соединяют с аналогичной частью блока магнитных головок через немагнитную прокладку, формирующую рабочие зазоры, и заменяют технологические пластины 21 на экраны 22. В результате этого после обработки рабочей поверхности получают блок
магнитных головок с кольцевым путепроводом магнитной ленты. Посредством разрезания последнего на части можно получить блоки магнитных головок с седлообразным путепроводом магнитной ленты.
Изобретение позволяет в значительной степени упростить процесс сборки блока магнитных головок, кроме того, обеспечить высокую точность сборки блока магнитных головок.
Формула изобретения
Устройство для сборки блока магнитных головок, содержащее прижимной винт, снабженный ручкой и установленный в крыщке, выполненной с направляющими отверстиями и имеющей возможность сопряжения со стенкой корпуса, выполненного с установочной полостью, отличающееся тем, что, с целью упрощения процесса сборки, в него введена эластичная кольцевая прокладка, смонтированная на крыщке с возможностью воздействия на часть блока магнитных головок, размещенную в установочной полости, выполненной в виде кольцевого паза, а стенка корпуса выполнена с радиальными щелевыми вырезами, причем прижимной винт расположен соосно с корпусом,
снабженным направляющими цилиндрическими выступами, смонтированными с возможностью внедрения в направляющие отверстия крыщки. Источники информации, принятые во внимание при экспертизе:
0иг. I
Фии
16
Фи-гл
