1
Изобретение относится к контактной ёпёКтросварке и может быть использовано в установках для контактной сварки с повышенной точностью дозировки сварочной энергии.
Известно устройство для контактной сварки с использованием инверторов ij, позволяющих осуществлять сварку на повышенной частоте и регулировать режим сварки путем использования частотно-импульсного метода управления режимом..
Недостатком этих устройств является влияние изменения частоты на внешнюю характеристику источника, что ухудшает стабильность формируемой сварочной энергии.
Известно устройство для контактной сварки, содержащее сварочный трансформатор, источник постоянного тока, управляемые вентипи, батарею конденсаторов, блок управления 2.
Однако известное устройство характеризует недостаточная стабильность сварочных шпульсов, что обусловлено зависимостью энергии, вводимой в сварочную цепь при каж дои перезарядке батареиконденсаторов, отизменения сопротивления сварочной цепи.
Цель изобретения - повышение гг -абильности нагрева свариваемых деталей.
Это достигается тем, что устройство снабжено двухполупериодным выпрямителем, собранным по мостовой схеме, диагойапь переменного тока которого включена посладовательно с батареей конденсаторов, а риа гональ постоянного тока - последоватепьно с первичной обмоткой сварочного трансформа тора.
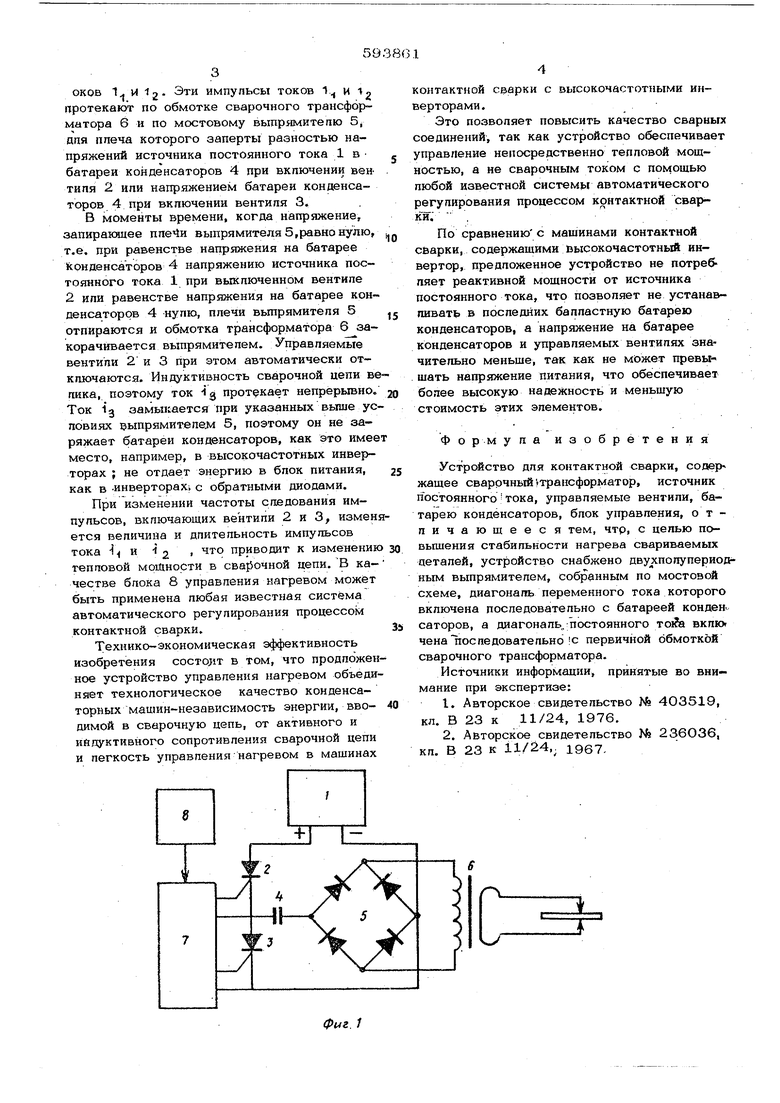
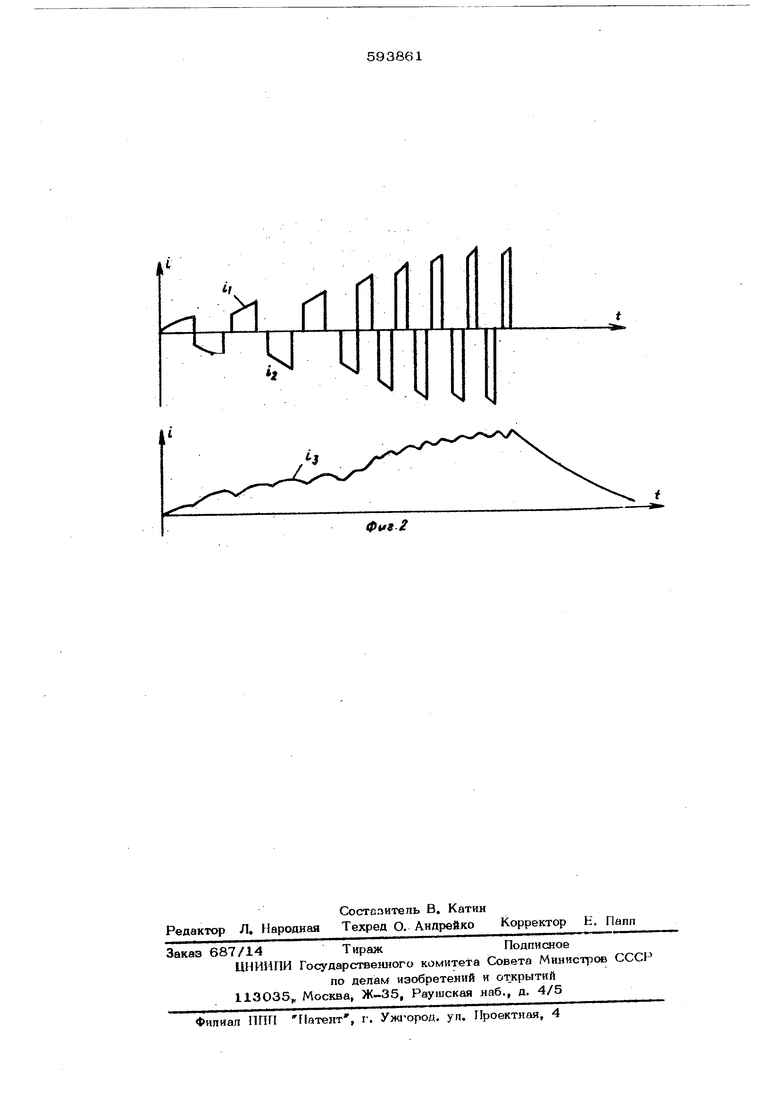
На фиг. 1 показана j электрическая схема устройства} на фиг, 2 - временные диагрй мы токов и напряжения.
Устройство содержит источник 1 постоянного тока, управляемые вентили 2 и 3, батарею конденсаторов 4, мостовой двухполупериодный выпрямитель 5, сварочный трансформатор в частотно-импупьсный модуНйтор 7, блок ; управления нагревом,
Работает устройство следующим образом.
Блок управления нагревом вьфабатывает сигнал, преобразуемый частотно-импульсным модулятором 7 в импульсы, поочередно вк чающие управляемые вентили 2 и 3, через которые протекают. соответственно импульсы ОКОВ 1 и ij- Эти импульсы токов 1 и 2 протекают по обмотке сварочного трансформатора 6 и по мостовому выпрямителю Sj дпя ппеча которого заперты разностью напряжений источника постоянного тока 1 в батареи конденсаторов 4 при вкпючении вен типя 2 ипи напряжением батареи конденсаторов 4 при вкпючении вентиля 3. В моменты времени, когда напряжение, запираклцее ппе)1и выпрямителя 5,равно , т.е. при равенстве напряжения на батарее Конденсаторов 4 напряжению источника постоянного тока 1 при выключенном вентиле 2 ипи равенстве напряжения на батарее кон денсаторов 4 нулю, плечи вьгарямитепя 5 отпираются и обмотка трансформатора 6 за корачивается выпрямителем. Управляемые вентипи 2 и 3 при этом автоматически отключаются. Индуктивность сварочной цепи в лика, поэтому ток ig непрерывно. Ток ig замыкается при указанных выше ус ловиях выпрямителем 5, поэтому он не заряжает батареи конденсаторов, как это имее место, например, в высокочастотных инверторах ; не отдает энергию в блок питания, как в .инверторах, с обратными диодами. При изменении частоты следования импульсов, включающих вентили 2 и 3 измен ется величина и длительность импульсов тока 1 и i 2 приводит к изменению тепловой мощности в сва15очной цепи.В качестве блока 8 управления нагревом может быть применена любая известная система автоматического регулирования процессом контактной сварки. Технико-экономическая эффективность изобретения состоит в том, что предложен ное устройство управления нагревом объеди няет технологическое качество конденсаторных машин-независимость энергии, Бво ДИМОЙ в сварочную цепь, от активного и ийдуктивного сопротивления сварочной цепи и легкость управления нагревом в машинах контактной сварки с высокочастотными инверторами. Это позволяет повысить качество сварных соединений, так как устройство обеспечивает управ71ение непосредственно тепловой мощностью, а не сварочным током с помощью любой известной системы автоматического регулирования процессом контактной сварки. , , По сравнению с машинами контактной сварки, содержащими высокочастотный инвертор, предложенное устройство не потребляет реактивной мощности от источника постоянного тока, что позволяет не устанавливать в последних балластную батарею конденсаторов, а напряжение на батарее конденсаторов и управляемых вентилях значительно меньше, так как не может превышать напряжение питания, что обеспечивает более высокую надежность и меньшую стоимость этих элементов. Формула изобретения Устройство дпя контактной сварки, содер жащее сварочный трансформатор, источник пЪстоянноготока, управляемые вентили, батарею конденсаторов, блок управления, отличающееся тем, чтр, с цепью поБьш1ения стабильности нагрева свариваемых деталей, устройство снабжено дву полупериод ным выпрямителем, собранным по мостовой схеме, диагонапь переменного тока которого включена последовательно с батареей конден. саторов, а диагональ,,постоянного Tojfe вклюг ченаТюследовательно с первичной обмоткой сварочного трансформатора. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство № 403519, кл. В 23 к 11/24, 1976. 2.Авторское свидетельство № 236036, кл. В 23 к il/24, 1967.
PI n
3
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| Последовательный инвертор тока | 1987 |
|
SU1432702A1 |
| Источник питания для дуговой сварки | 1989 |
|
SU1745454A1 |
| Трехфазный источник питания для машин контактной сварки | 1982 |
|
SU1098712A1 |
| Трехфазный выпрямитель для машин контактной сварки | 1981 |
|
SU984765A1 |
| Устройство для контактной сварки | 1974 |
|
SU618226A1 |
| Компенсированный преобразователь переменного напряжения в постоянное и обратно | 1978 |
|
SU752703A1 |
| Источник питания сварочной дуги | 1982 |
|
SU1013161A1 |
| ТОЧЕЧНАЯ КОНТАКТНАЯ МАШИНА С АМПЛИТУДНЫМ СПОСОБОМ ЗАДАНИЯ НАГРЕВА | 1968 |
|
SU213227A1 |
| УСТРОЙСТВО ДЛЯ ЗАРЯДКИ АККУМУЛЯТОРНОЙ БАТАРЕИ ПОДВОДНОГО ОБЪЕКТА | 2009 |
|
RU2401496C1 |
Фиг 2
