Известны точечные контактные машины с амплитудным способом задания нагрева и независимым регулированием подогревного и сварочного импульсов, содержащие сварочный трансформатор и два встречно включеиных (подогревный и сварочный) вентиля.
Предложенная машина отличается от известных тем, что она снабжена двумя автотрансформаторами, со стороны нерегулируемого напряжения нодключенными к сети, а со стороны регулируемого напряжения, через соответствуюш,ие вентили - к сварочному трансформатору. При зтом в качестве вентилей использованы управляемые вентили. В цепь управления сварочным вентилем включен 6jiOK стабилизации нагрева, выполненный на основе конденсатора с частичным разрядом. Это повышает качество сварки за счет стабилизации нагрева при колебаниях напряжений сети и неизменном coscp.
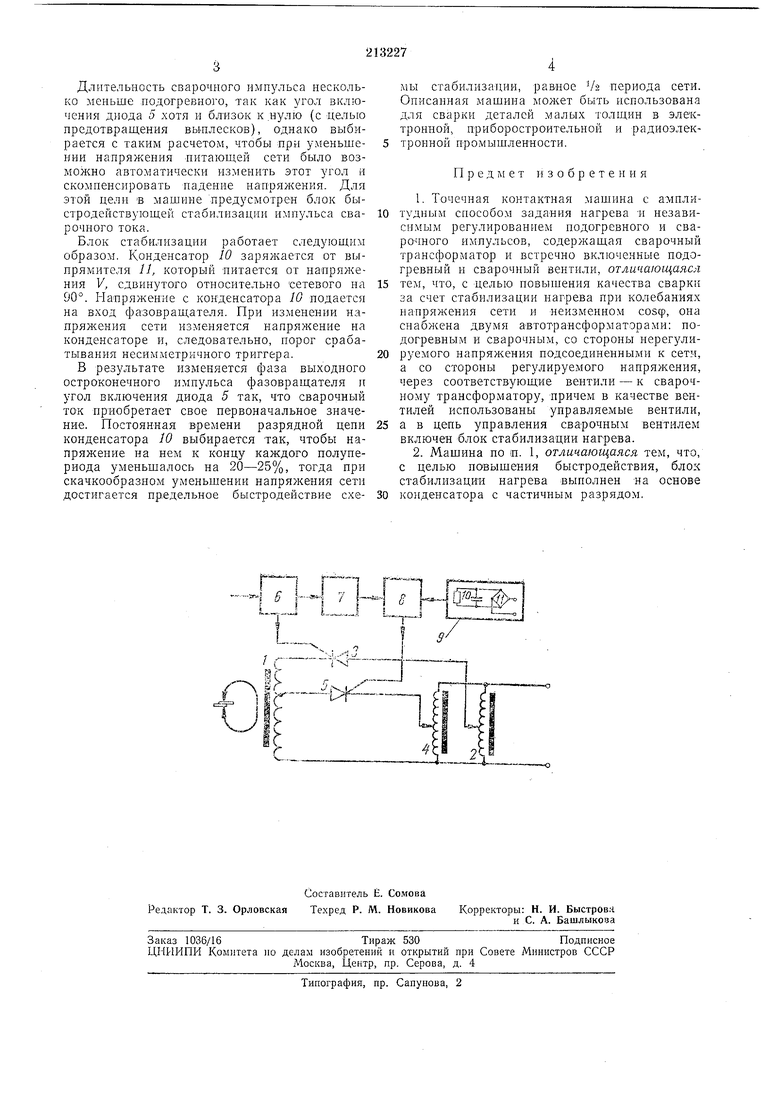
Предложенная машина схематически изображена на чертеже. Сварочный трансформатор 1 имеет две первичные обмотки - подогревную и сварочную. Подогревная обмотка подключена к автотрансформатору 2 через управляемый диод 3, сварочная - к автотрансформатору 4 через диод 5. Схема управления состоит из двух триггеров 6, 7, фазовращателя 8 и узла стабилизации 9, в который входят конденсатор 10 и выпрямитель 11.
Работает схема следующим образом. На вход триггера 6 подаются импульсы от формирователя с частотой 50 гц. При нажатии на педаль (на схеме не показана) триггер подготавливается к включению, и первый же входной импульс перебрасывает его из одного положения в другое. На выходе триггера образуется остроконечный импульс, который запускает триггер 6 и включает управляемый
диод 3. На подогревную обмотку сварочного трансформатора подается напряжение, амплитуда которого определяется положением ползунка автотрансформатора 2. Длительность подогрева импульса равна 0,01 сек.
Триггер 7, собранный по схеме с одним устойчивым положением, иеребрасывается под действием входного импульса и включает фазовращатель 8. Последний представляет собой несимметричный триггер с эмиттерной
связью, управляемый пилообразным напряжением. Поскольку на вход фазовращателя подается пилообразное напряжение с паузами в полпериода, то выходной импульс образуется только в следующем полупериоде.
Остроконечный импульс, снимаемый с выхода ф|азовращателя, включает управляемый диод 5, и к сварочному трансформатору прикладывается напряжение, амплитуда которого определяется положением ползунка автотрапсфорДлительность сварочного импульса несколько меньше нодогревного, так как угол включення диода 5 хотя и близок к .нулю (с нелыо предотвращения вьшлесков), однако выбирается с таким расчетом, чтобы при уменьшении напряження питающей сети было возможно автоматически изменить этот угол и скомненсировать падение напряжения. Для этой цели В машине предусмотрен блок быстродействующей стабилизации импульса сварочного тока.
Блок стабилизации работает следующим образом. Конденсатор 10 заряжается от выпрямителя 11, который питается от напряжения V, сдвинутого относительно сетевого на 90°. Напряжение с конденсатора W подается на вход фазовращателя. При изменении напряжения сети изменяется напряжение на конденсаторе и, следовательно, порог срабатывания несимметричного триггера.
В результате изменяется фаза выходного остроконечного импульса фазовращателя и угол включения диода 5 так, что сварочный ток приобретает свое первоначальное значение. Постоянная времени разрядной цепи конденсатора 10 выбирается так, чтобы напряжение на нем к концу каждого полунериода уменьщалось на 20-25%, тогда при скачкообразном уменьшении напряжения сети достигается предельное быстродействие с. стабилизации, равное Vs периода сети. Описанная машина может быть использована для сварки деталей малых толи1ин в электронной, приборостроительной и радиоэлектронной промышленности.
Предмет изобретения
1. Точечная контактная машина с амплитудным способом задания нагрева и независимым регулированием подогревного и сварочного импульсов, содержащая сварочный трансформатор и встречно включенные подогревный и сварочный вентили, отличающаяся
тем, что, с целью повьпнения качества сварки за счет стабилизации нагрева при колебаниях напряжения сети и неизменном созф, она снабжена двумя автотрансформаторами: нодогревным и сварочным, со стороны нерегулируемого напряжения подсоединенными к сети, а со стороны регулируемого напряжения, через соответствующие вентили - к сварочному трансформатору, причем в качестве вентилей использованы управляемые вентили,
а в цепь управления сварочным вентилем включен блок стабилизации нагрева.
2. Машина по о. 1, отличающаяся тем, что, с целью повыщения быстродействия, блок стабилизации нагрева выполнен на основе
конденсатора с частичным разрядом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU329979A1 |
| КОНДЕНСАТОРНАЯ СВАРОЧНАЯ МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ДЕТАЛЕЙ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ | 1970 |
|
SU260762A1 |
| Способ параметрической стабилизации напряжения машин контактной сварки постоянного тока и устройство для его осуществления | 1986 |
|
SU1362590A1 |
| Устройство для стабилизации нагрева при контактной точечной сварке | 1980 |
|
SU863244A1 |
| Устройство для многопостовой контактной сварки | 1980 |
|
SU891286A1 |
| Точечная конденсаторная машина | 1968 |
|
SU263778A1 |
| УСТРОЙСТВО для РЕВЕРСИВНОГО ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСНЛАВА СВАРОЧНОЙ ВАННЫ | 1970 |
|
SU288192A1 |
| Устройство для многопостовой контактной сварки | 1981 |
|
SU998053A1 |
| ДВУХИМПУЛЬСНАЯ КОНДЕНСАТОРНАЯ СВАРОЧНАЯ МАШИНА | 1969 |
|
SU237299A1 |
| МАШИНА ДЛЯ КОНДЕНСАТОРНОЙ КОНТАКТНОЙ СВАРКИ | 1965 |
|
SU176644A1 |
(Г Tvi
ч |) . .
lir--- - - Й|.-
Г
