Уже известны расположенные в планшайбах круглоластичных машин системы клиньев, предназначенные для управления язычковыми иглам-и рипшайбы, в которых для изменения вида вязки некоторые из клиньев выполнены переставными для взаимодействия с пятками той или другой высоты игл рипшайбы.
Такие системы клиньев рипшайбы достаточио сложны в изготовлении и регулировке, поскольку для управления их подвижными клиньями необходимы соответствуюш,ие механизмы.
Предлагаемая система клиньев управления иглами рипшайбы кругловязальной машины, с целью упрощения управлевия подвижными клиньями планшайбы, имеет ту особенность, что для возможности перехода с ластично-й вязки на полуфанговую и обратно применены два подвижно установленных в планшайбе спаренных клина полуфангОВой вязки и расположенный перед провязываюшим клином самостоятельно управляемый клин ластичной вязки. Система клиньев управления иглами рипшайбы, согласно изобретению, может быть использована, например, для изготовления
обш,еизвестным способом, т. е. в виде непрерывного рукава, заготовок перчаток или -варежек с разделительными рядами между отдельными их экземплярами и с прокладкой усилительной нити у места довязки большого пальца к заготовкам, снабженным в манжетах ластичными, полуфанговы.ш или комбинированными рядами. В качестве машины для использования в ней системы клиньев может быть использован, например, однопроцессный круглочулочный автомат, система клиньев которого снабжена приспособлениями известного типа для прокладки усилительной нити на часть короткопяточных игл, имеющую еще более короткие пятки, и для выполнения разделительного ряда.
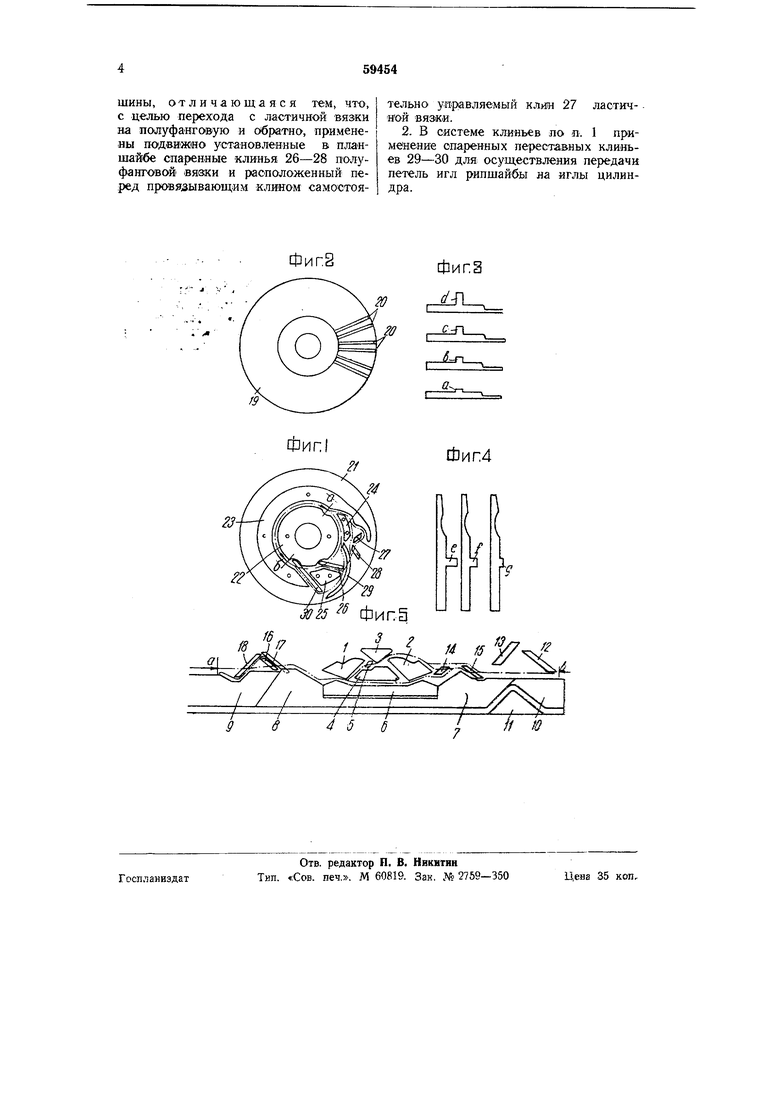
На чертеже фиг. I изображает вид снизу примерной формы выполнения системы клиньев управления иглами рипшайбы согласно изобретению; фиг. 2 - вид сверху на рипшайбу для игл, выполняющих ластик 2 : 2 при испо 1ьзовании системы клиньев по фиг. 1; фиг. 3 - спереди хвостовых частей игл четырех видов рипшайбы; фиг. 4 - вид спереди хвостовых частей игл цилиндра кругловязальной машины, работающ.их совместно с иглами по фиг. 3; фиг. 5 - развертку системы клиньев мантеля однопроцессной кругЛОвязальной машины, приспособленной для вязки заготовок перчаток или варежек и работающей совместно с системой клиньев по фиг. 1. Рипшайба 19 (фиг. 2) для выработки ластика 2 : 2, т. е. для прохода пар ее игл между парами игл цилиндра, снабжена парными пазами 20, расположенными не радиально, а почти параллельно. Для выработки же ластика 1 : 3 или I : 1 пазы рипшайбы и.мегот обычное радиальное расположение. Для выработки ластика 2 : 2 иглы рипшайбы (фиг. 3) снабжены пятками (а,
b,с, d) четырех высот, располагаемыми в последовательных пазах рипшайбы в порядке (d, b, d, b, d. ). . .), с. a,
c,a . ..), (d, b). Планшайба 21 с клиньями управления иглами рипшайбы (фиг. 1) выполнена следуюш;им образом. Она представляет собой неподвижный горизонтальный диск, снабженный снизу жестко :к нему укреплен ными направляющими клиньями 22-25. Часть клина 23 выполнена провязывающей. Кроме четырех неподвижных клиньев 22-25 планшайба 21 снабжена пятью подви-гкньми: поперек планшайбы клиньями 26-30, переставными в соответствуюпщх прорезах планшайбы ют распределите льяого устройства. Клин 27 обычной ластичной вязки выполнен самостоятельно управляемым, а клинья 26, 28 полуфанговой -вязки выполнены спаренными, т. е. управляемыми по.мощью пружин ОТ одного рычага, приче.м пружнна клина 26 может сжиматься больше, чем пружина клина 28. Клинья 29-30 передачи петель с игл рипшайбы на иглы цилиндра также выполнены спаренными, причем пружина клина 29 может сжи-маться больше пруйсины клрша 30. При ластичнОМ вязании с пятками игл рипшайбы взаимодействуют клинья 22- 26 и клин 27 планшайбы. Клинья 28, 29, 30 при этом выключены, т. е. втянуты внутрь пла ншайбы. При этом взаимодействие клина 26 может иметь место либо только с более длинными пятками (d, с) игл рипшайбы, т. е. с одной иглой из каждой пары смежных игл рипшайбы, либо с пятками
(а, Ь, с, d) всех игл рипшайбы, в зависимости от глубины включения клина 26. При ластичном вязании иглы рипшайбы отклоняются от своего кругового пути по каналу между клиньями 22 и следуют пятками по траектории, обозначенной «а фиг. 1 точкой и тире, т. е. по рабочей поверхности клина 26, по рабочей поверхности клина 27 и по провязывающей поверхности части клина 23, между последним и направляющим кли. НОМ 24. При полуфанговом вязании клин 28, вводимый в работу при дальнейшем повороте рычага, управляющего спаренными клиньями 26-28, заставляет пятки игл проходить по своей рабочей поверхности, предотвращая сбрасывание петель с язычков игл рипщайбь; на их стержни, причем пятки игл рипшайбы следуют по траектории, обозначенной на фиг. 1 двумя точками и тире, т. е. по рабочей поверхности клина 28 и далее в канал провязки мел-еду клиньями 23-24.
Рипшайба с системой клиньев, согласно изобретению, предназначена для согласованной работы с системой клиньев, управляющих иглами ци.чиндра. Эта система клиньев (фиг. 5) по существу является общеизвестной системой одиопроцессного чулочного автО.мата, приспособленной для работы с пятками (е, f, g) трех высот (фиг. 4) игл цилиндра. Иглы эти набраны в пазы цилиндра подряд, т. е. в последовательности (е, е, е...), (f, f...). (§ § §)
Иглы с короткими пятками (g) предназначены для ировязки усилительной нити в требуемом месте изделия, например, в месте привязки к заготовкам перчаток большого пальца и т. п.
Как известно, цилиндры однопроцессных автоматов набираются в чередующиеся пазы цилиндра с толкателями (джаксами) и без них. Имеющийся в системе неподвижных клиньев 7-11 мантеля клив 11 предназначен, как известно, при самозаработке для разделения игл по высоте перед вступлением их пяток в сферу действия клиньев 1-6 мантеля, переставных совместно в вертикальном направлении для регулировки плотности вязки. Клинья 12-13 - обычные пяточные замки цилиндра. Для осуществлеПИЯ провяэкк и усилительной нити лишь иглами с пягками (g) цилн-ндра предназначены переставные радиально по отношению к нему клинья 14-15 мантеля. При включении клина 14 до взаимодействия с пятками (е, f) соответствующие Иглы пройдут в канал мантеля между клиньями 4 и 6 и под клином 2 по траектории, обозначенной на фиг. о двумя точками и тире, иг;гы же с короткими пятками (g) провяжут на участке своего расположения усилительную нить, не взаимодействуя пятками с клином 14 и проходя нормальную траекторию вязки, обозначенную на фиг. 5 точкой и тире, т. е. поверх клина 2 и под клиньями 3 и 1. После прохода всех игл с пятками (g) мимо клина 14 последний включается полностью и все иглы цилиндра с пятками (е, f, g) соверП1ают холостой ход без провязки, проходя по траектории, обозначенной двумя точками и тире, т. е. в канал мантеля между клиньями 4 и 6 и под клином 2. Для включения игл с длинными пяткамп (е) в работу после провязки усилительной нити иглами с короткими пятками (g) предназначен клин 15, продвигаемый к цилиндру до взаимодействия с длинными пятками (е) его игл и заставляющий эти иглы следовать по траектории, обозначепной на фиг. 1 тремя точками и тире.
При взаимодействии клина 15 с пятками (е) игл цилиндра клин 14 отводится в исходное положение как ненужный, а после окончания взаимодействия клияа 15 с пятками (е) игл цилиндра клин 15 тоже отводится в исходное положение, и ;все иглы ци.гиндра проходят нормальную траекторию, обозначенную на фиг. 5 точкой и тире. Клинья 16-18, управляемые от распределительного барабана, предназначены, как обычно, для образования разрезного ряда между отдельными экземплярами изделий, выпускаемых в виде непрерывного рукава.
Действие системы клиньев управления иглами рипшайбы, согласно изобретению, например, при вязке заготовок для перчатСК, варежек и т. п. с ластиком 2 : 2 выражается в следующем.
Для 34рабит%и заготовки - при первом обороте машины нить захватывается через одну иглами цилиндра без толкателей и иглами рипшайбы с пятками (с1, с). При втором обороте машины иглы цилиндра через одну и все иглы рипшайбы, т. е. иглы с пятками (а, Ь, с, d) получают петли. При третьем и четвертом оборотах машины петли удерживаются иглами рипшайбы, а все пглы цилиндра провязывают кулирную гладь. При пятом обороте иглы цилиндра без толкателей, но с петля.ми в крючках проходят по клиньям 2, 4 и 1 мантеля, а иглы цилиндра с толкателями и иглы рипшайбы провязывают ластик. При этом все иглы цили-ндра сбрасывают свои петли. При шестом обороте машины цилиндровые иглы с толкателем получают петли с HTvi рипшайбы вследствие перемещения последних клиньями 29-30. При седьмом и восьмом оборотах машины цилиндровые иглы с толкателями образуют одностороннюю вязку. При девятом и последующих оборотах машины иглы цилиндра с толкателями и иглы рипшайбы вяжут требуемое число рядов ластика или П0v yфaнгa до окончания манжета в зависимости от положения клиньев 26, 28 рипшайбы. После окончания манжета иглы рипшайбы действием клиньев 29-30 передают петли цилиндровым иглам без толкателей, поднимаемым клипом 15 мантеля, после чего все иглы цилиндра вяжут требуемое число глади до большого пальца. Иглы цилиндра с пятками (g) провязывают усилительную нить на части оборота машины, а затем все иглы цилиндра вяжут гладь до остальных пальцев, т. е. вяжут ладошку и разрезной ряд, после чего процесс повторяется для случая, если перчатки или варел ски будут довязываться на плоскофанговой машине. В случае же вязки варежек с мыском и кетлевкой, по окончании вязки ладошки машина переводится на возвратно-круговое вязание для изготовления мыска и отработки для кетлевки, после чего процесс снова повторяется.
Предмет и з о б р е т е н и я.
1. Систе.ма клиньев управления иглами рипшайбы кругловязальной машины, отличающаяся тем, что, с целью перехода с ластичной вяз-ки на полуфанговую и обратно, применены подвИЖНО установленные в планшайб спарениые клинья 26-28 полуфанговой вязки и расположенный перед провязывающим клином самостоятельно управляемый клии 27 ластичиой вяэки.
2. В системе клиньев ло п. 1 приме1нение спаренных переставных клиньев 29-30 для осуществления передачи петель игл рипщайбы на иглы цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Одно-процессный чулочно-вязальный автомат | 1939 |
|
SU59626A1 |
| ДВУХФОНТУРНАЯ КРУГЛОВЯЗАЛЬНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ЧУЛОЧНО-НОСОЧНЫХ ИЗДЕЛИЙ | 1973 |
|
SU369199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО КОМПРЕССИОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2013 |
|
RU2604448C2 |
| СПОСОБ ВЯЗАНИЯ КОНТУРНЫХ ДЕТАЛЕЙ ИЗДЕЛИЙ И ПОЛОТНА НА ДВУХФОНТУРНЫХ ПЛОСКИХ И КРУГЛОВЯЗАЛЬНЫХ МАШИНАХ И ДВУХФОНТУРНАЯ ВЯЗАЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057828C1 |
| Механизм вязания двухцилиндровой кругловязальной машины | 1981 |
|
SU1049588A1 |
| Кругловязальная машина | 1944 |
|
SU70189A3 |
| СПОСОБ ВЯЗАНИЯ ДВОЙНОГО КУЛИРНОГО ТРИКОТАЖА | 1972 |
|
SU344051A1 |
| Круглая вязальная машина-полуавтомат | 1932 |
|
SU37236A1 |
| Способ вязания борта чулочно-носочного изделия | 1982 |
|
SU1082880A1 |
| Способ изготовления купона плюшевымпЕРЕплЕТЕНиЕМ HA МНОгОСиСТЕМНОй дВуХ-фОНТуРНОй ВязАльНОй МАшиНЕ | 1978 |
|
SU796262A1 |
Фиг.2
9
г- -Фип1
9 в 455
Шиг.4
i iits
