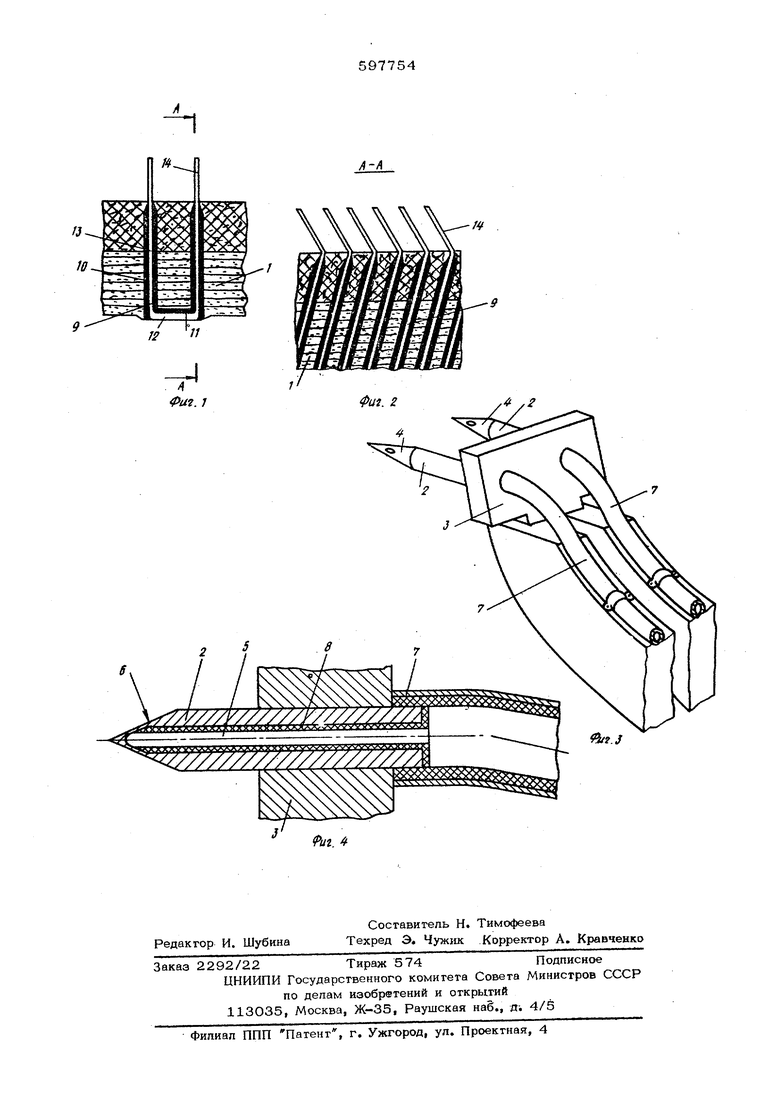
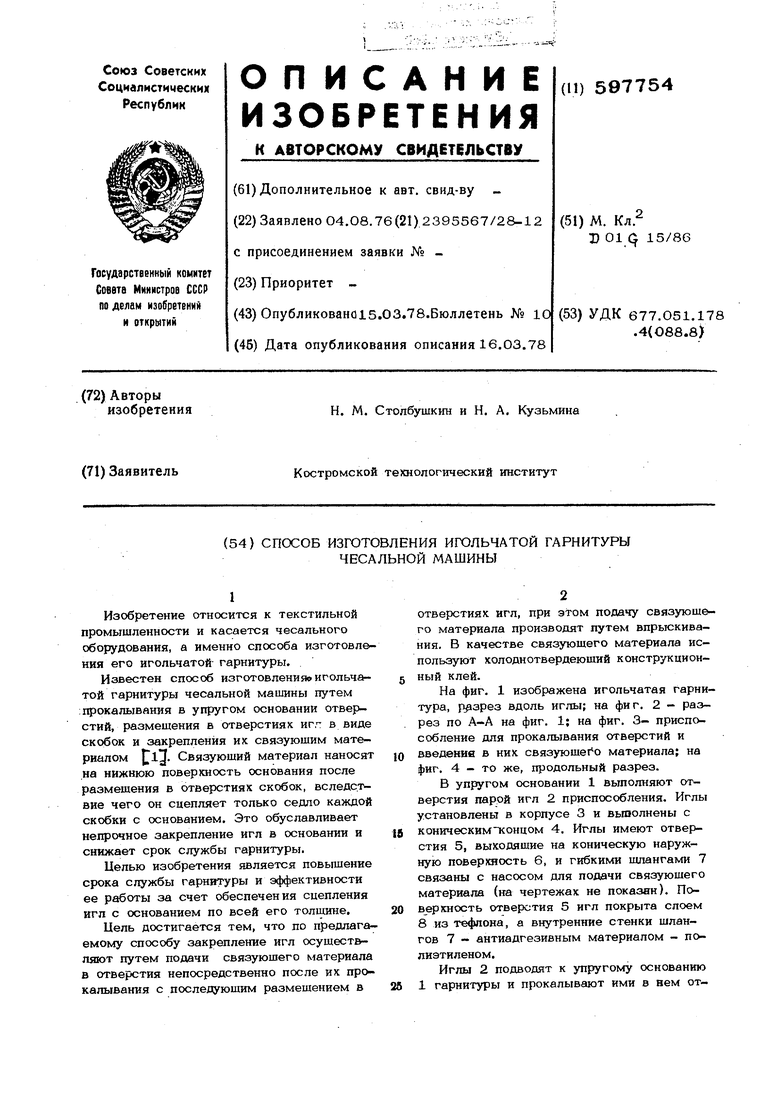
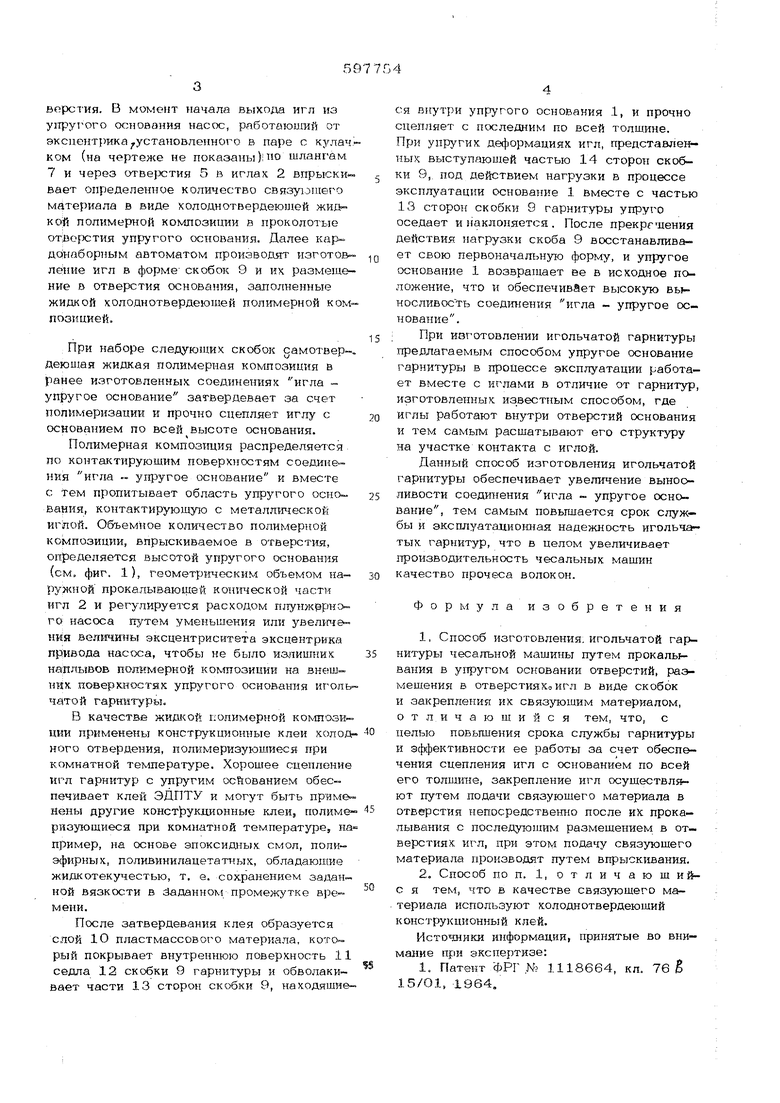
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИГОЛЬЧАТОЙ ГАРНИТУРЫ ЧЕСАЛЬНОЙ МАШИНЫ Борстия. В момент начала игл из yitpytoro о :ноаанйя насею, работающий от эксцентрика установленного в паре с кулач ком (на чертеже не показаны);но шлангам 7 и через отве{х;тия 5 в игла к 2 впрыскивеет определенное количество связующего материала в виде холоднотвердеющей жидкой полимерной комлозипии в проколотые отверстия упругого основания. Далее кардонаборным автоматом производт- изготов ление игл в форме скобок 9 и их размеше ние в отверстия основанИ-Я, заполненные жидкой колоднотвердеюшей полшлерной ком позицией. При наборе следующих скобок дамотвердеюшая жидкая полимерная композиция в ранее исзготовленнык соединениях игла упругое основание затвердевает за счет полимеризации и прочно сцепляет иглу с основанием по всей высоте основания. Полимерная композиция распределяется по контактирующим поверхност$гК1 соединения игла - угфугое основание и вместе с Тем пропить Вает область упругого осно- вания, контактирующую с металлической иглой. Объемное количество полимерной композиции, впрыскиваемое в отверстия, определяется высотой упругого основания (см. фиг. 1), геометрическим объемом наружной прокалывающей конической части игл 2 и регулируется расходом плунжерного насоса гг/тем уменьшения или увел гчения BenJMHWb эксцентриситета эксцентрика привода , чтобы не было излишних; наплывов полимерной композиции на внешних, поверкностяк упругого основания игол чатой гарнитуры. Q качестве жидкой полимерной кокшози шш применены конструкционные клеи холо него отвердения, полимеризуюшиеся при комнатной температуре. Xopoatee сцеплени игл гарнитур с упругим осйованием обес печивает клей ЭДПТУ и могут быть приме нены другие конструкдионные гшеи, полные ризующиеся при комнатной температуре, н пример, на основе эпоксидных смол, поли )ирных, поливинилацетатных, обладающие жидкотекучестью, т. е. сохранением задан ной вязкости в Заданном промежутке времени. После затвердевания клея образуется спой Ю пластмассового материала, который покрывает внутреннюю поверхность 1 седла 12 скобки 9 гарнитуры и обволакивает части 13 сторон скобки 9, находящи я внутри упр гого основания 1, и прочно цепляет с последним по всей толщине. При упругих деформациях игл, представленных выступающей частью 14 сторон скоби 9,, под действием нагрузки в процессе эксплуатации основание 1 вместе с частью 13 сторон скобки 9 гарнитуры упруго оседает и наклоняется. После прекргшения действия нагрузки скоба 9 восстанавливает свою первоначальную форму, и упругое основание 1 возвращает ве в исходное положение, что и обеспечивает высокую вььносливость соединения игла - упругое основание. При изготовлении игольчатой гарнитуры предлагаемым способом упругое основание гарнитуры в процессе эксплуатации работает вместе с иглами в отличие от гарнитур, изготовленных известным способом, где иглы работают внутри отверстий основания и тем самым расшатывают его структуру на участке контакта с иглой. Данный способ изготовления иголвлатой гарнитуры обеспечивает увеличение вынооливости соединения игла упругое основание, тем самым повышается срок службы и эксплуатационная надежность игольчатых гарнитур, что в целом увеличивает производительность чесальных машин качество прочеса волокон. Формула изобретения 1,Способ изготовления, игольчатой rapv.нитуры чесальной машины путем прокалььвания в упругом основании отверстий, размещения в отверстиях игл в виде скобок и закрепления их связующим материалом, отличающийся тем, что, с целью повьщ1ения срока службы гарнитуры и Э(|к :ективности ее работы за счет обеспечения сцепления игл с основанием по всей его толшшш, закрепление игл осуществляют путем подачи связующего материала в отверстия непосредственно после ик прокалывания с последующим размещением в отверстиях игл, при этом подачу связующего материала производят путем впрыскивания. 2,Способ по п. 1, о т л и ч а ю щ ийс я тем, что в качестве связующего материала используют холоднотвердеющий констру)сционнь й клей. Источники информации, принятые во внимание при экспертизе: 1. Патент ФРГ .№ 1118664, кл. 76 В 15/О1, 1964,
| название | год | авторы | номер документа |
|---|---|---|---|
| Игольчатая гарнитура шляпки чесальной машины | 1989 |
|
SU1650807A1 |
| ЛЕНТА ИГОЛЬЧАТАЯ ДЛЯ ШЕРСТОЧЕСАЛЬНЫХ МАШИН | 1993 |
|
RU2042754C1 |
| Гарнитура шляпок чесальных машин | 1988 |
|
SU1564212A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛЯПКИ ЧЕСАЛЬНОЙМАШИНЫ | 1971 |
|
SU436102A1 |
| Способ изготовления шляпки чесальной машины | 1980 |
|
SU903390A1 |
| СПОСОБ ЗАТОЧКИ ГАРНИТУРЫ ВОРСОВАЛЬНОЙ ЛЕНТЫ | 1993 |
|
RU2042492C1 |
| СПОСОБ ЗАТОЧКИ ИГОЛЬЧАТОЙ ЛЕНТЫ ЧЕСАЛЬНОЙ МАШИНЫ | 1992 |
|
RU2024383C1 |
| Кардная гарнитура | 1945 |
|
SU69895A1 |
| Игольчатая гарнитура для гребенной планки | 1981 |
|
SU971934A1 |
| ИМПЛАНТИРУЕМЫЕ СЛОИ, СОДЕРЖАЩИЕ СПРЕССОВАННЫЙ УЧАСТОК | 2015 |
|
RU2703827C2 |