Предлагаемое приспособление к гидравлйнеским и тому подобным прессам для одновременной укладки и пре-ссования холстов из волокнистых материало1В выполнено в виде плиты, снабженной у впускной щели парой питательных валиков и приводимой Б paBHOiMepHoe возвратно-поступательное движение.
В другой форме выполнения приспособления подвод волокнистого материала к питательным валикам осуществляется посредством транспортеров, расположенных внутри плиты.
Для подвода волокнистого материала в приспособление, например, от конденсора, применяются звеньевые парные транспортеры.
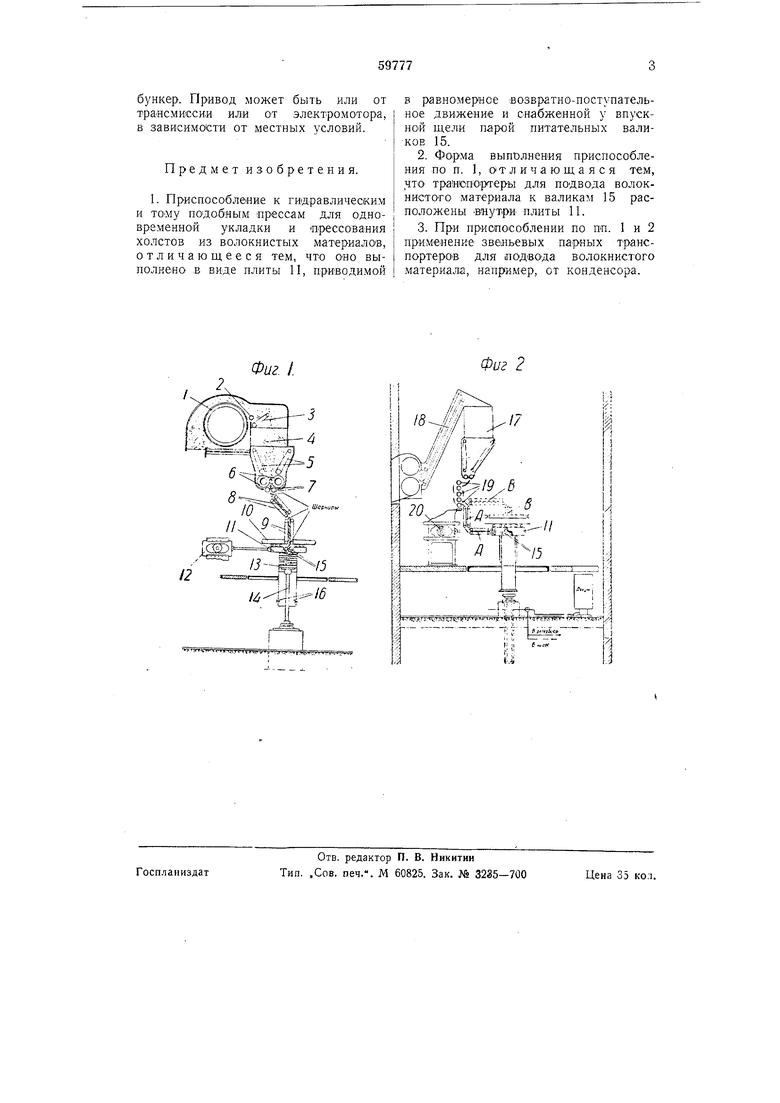
На чертеже фиг. 1 изображает схематический вид приспособления к гидравлическим и тому подобным прессам для одновременной укладки и прессования холстов из волокнистых материалов, фиг. 2 - то же в другой форме выполнения.
Волокно из волокноотвода осаживается на сетчатом барабане 1 обычного конденсора. Волокно, снятое с барабана 1 валиком 2 с резиновыми
лопастями, поступает на транспортерную ленту 3, которая сбрасыва-ет волокно Б бункер 4. Двумя наклонными оолоТНами 5 волокно обжимается и подводится к сетчатым, барабанам 6, установленным в подщипниках с пружинными опорами. Воздух, выжатый барабанами, удаляется через конденсорные трубы Наружу. После сетчатых 6apa6aHOiB холст еще раз уплотняется плющильными барабанами 7 и поступает в двойной ленточный транспортер 8, 9. При движении нижнего конца этого транспортера вправо и влево длина холста, зажатого между транспортерными лентами, не изменяется. Пижний конец транспортера шарнирно соединен с основным рабочим органом приспособления, выполненным в виде плиты 11.
Для укладки в ящик холста последний из транспортера поступает в питательные валики 15, установленные в плите 11, которые направляют холст впиз через впускную щель плиты в ящик. Плита двигается вправо и влево под действием механизма 12, который сохраняет строго равномерное возвратно-поступательное движение
плиты и «е дает простоев при переключении движения. В тот момент, когда последний зуб шестерни механизма Лри движении вправо выходит ИЗ сцепления с верхней рейкой, первый зуб входит в сцепление с нижней, и плита начинает двигаться влево. Укладка волокна в ящик производится благодаря значительной разнице в коэфициентах трения волокна по Волокну и волокна о полированную нижнюю поверхность плиты. Плита установлена на шарикоподшипниках и опирается сверху в неподвижные балки 10. Скорости всех предыдуш;их органоВ установлены в соответствии со скоростью плиты так, чтобы при передаче холста была небольшая вытяжка.
Внутри прессового ящика установлен плунжер 14 с прессовой подущкой 13. В начале укладки плунжер поднят к плите И приспособления так, чтобы расстояние от плиты до подушки равнялось толщине одного-двух слоев волокна. По мере укладки волокно начинает отжимать плунжер вниз, отчего жидкость из цилиндра плунжера перегоняется в аккумулятор. Так как давление в аккумуляторе постоянное, то и сопротивление плунжера при укладке будет также постоянным.
После того, как волокно для всей кипы уложено в ящик (высота кипы при укладке будет для каждой партии волокна, например, хлопка постоянной), плунжер автоматически останавливает подачу волокна, которое будет скопляться в бунке1ре. Одновременно с останоекой подачи перекрываетх;я кран аккумулятора и открывается кран для слива жидкости в бак. Плунжер под действием собственной тяжести И упругости кипы идет вниз. При этом опускании прессовая подушка 13 устанавливается на П1меющиеся внутри ящика передвижные опоры 16, а плунжер, опускаясь дальще, выходит из ящика. Опускание прессовой подушки 13 важно, кроме того, и в целях понижения давления кипы на плиту приспособления, что облегчит поворот ящиков. Поворот ящиков может быть механизирован. В установке предусмотрены специальные приспособления, удерживающие волокно в ящике (прл повороте).
После этого ящики поворачиваются и уложенное волокно прессуется. Для этого, прежде всего, открывают кран аккумулятора и вся жидкость, поступившая туда под действием плунжера, переходит под основной прессовой плунжер. После этого включают насос пресса, который поднимает плунжер пресса, давая заданную для прессования плотность. После окончания прессования кипа обвязывается проволокой и выбрасывается из пресса.
При повороте ящиков под плиту приспособления устанавливается пустой ящик. Немедленно. после установки этого ящика обычным центробежным насосом или основным насосом пресса при особом аккумулятОре (низкого да.вле1ния) плунжер приспособления поднимается. После этого включают подачу хлопка, и процесс образования кипы начинается снова.
В форме выполнения приспособления изображенный на фиг. 2 бункер 17 отделе, от батарейного конденсора и расположен наверху (у крыши|) прессового отделения. Волокно, пройдя конденсор, подается в верхнюю часть бункера звеньевыми парными транспортерами 18.
Из буккера 17 холст направляется в каландры 19, где холст получает предварительное уплотнение. Введение каландров повысит эффекти1вность прис,пособле ния, т. е создаст большую плотность кипы при укладке, что соответственно уменьщит работу основного плунжера, а следовательно, поднимет И производительность npetca и плотность кипы.
Из каландров 19 холст поступает .через два щарнирно соединенных ленточных транспортера в плиту 11. Транспортеры могут быть расположены или в направлении ВВ как и на фиг. 1, или в направлении АА и подавать волокно в ящик особый транспортер, установленный внутри плиты 11. В .последнем случае упрощается крепление плиты.
Механизм 20 для движения приспособления установлен на металлической станине, укрепленной на полу. На эту же станину опираются каландры и приводной вал, от которого получает движение приспособление, каландры к
бункер. Привод может быть или от трансмиссии или от электромотора, в зависимости от местных УСЛОВИЙ.
Предмет изобретения.
1. ПриспосОблеиие к гидравлическим и тОМу подобным прессам для одновременной укладки и Прессования холстов из волокнистых материалов, отличающееся тем, что оно выполнено в виде плиты 11, приводимой
в равномерное возвратно-поступательное движение и снабженной у впускной щели парой питательных валиков 15.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что транспортеры для подвода волокнистого материала к валикам 15 расположены ««утри плиты 11.
3.При приспособлении по тт. 1 и 2 применение звеиьевых парных транспортеров для подвода волокнистого материала, например, от конденсора.

Фиг. I.
С (
-vo.A.-,v,-rt-ч с
о..:г1:д...ж1
1 «
ч
