(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МОНТАЖНЫХ ОЖДМНЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля монтажа | 1982 |
|
SU1043572A1 |
| Устройство для обнаружения неисправностей в электрическом монтаже | 1976 |
|
SU636560A1 |
| Устройство для контроля монтажа | 1986 |
|
SU1312616A1 |
| Устройство для проверки монтажа релейных схем | 1978 |
|
SU744615A1 |
| Устройство для автоматической проверки монтажных соединений | 1975 |
|
SU596960A1 |
| Устройство для контроля электрического монтажа | 1983 |
|
SU1138809A1 |
| Устройство для контроля электрического монтажа | 1981 |
|
SU993275A1 |
| Устройство для автоматического контроля электромонтажа | 1985 |
|
SU1272286A1 |
| Устройство для контроля монтажа | 1980 |
|
SU894683A1 |
| Система многоканального программногоупРАВлЕНия Об'ЕКТАМи | 1978 |
|
SU813376A1 |
1
Изобретение относится к обпасти иэмеритепьной и вычислительной техники и прев- назначено для контроля правильности электрических соединений при производстве эоекфотехннческкх вычиспнтельных н раднотехввческнх устройств со значительным объемом монтажных соединений.
Известно устройство для контроля монтажных соединений.в котором выход блока ввода устройства соединен с входом однотхэ регистра и черезсхему совпадения, второй вход которой подключен к выходу блоха управления, - с входом другогчэ регистра. Выходы регистров подкгаочены к входам регист ра гальванических связей, схемы сравнения н блока вывода, выходы которого подключены к входам блока ввода и блока управления tl.
Увеличение скорости проверки достигает ся тем, что выбранные точки подключения ог а1Н1таотся со всеми последующими. Результаты контроля в виде таблиц неисЧ)авньис соединений с указанием х актера н&исправности печатается в условных номерах точек коммутатора. Для получения реальных
адресов точек проверяемого монтажа требуются специальные переводники.
Наиболее близким техническим решеш1ем к данному изобретению являетх:я устройство для контроля монтажных соединений, содержащее последовательно сюединенные блок управления, генератор импульсов, счетчик импульсов, дешифратор и коммутатор, выход котхэрого подключен к входам блоков вывода и ввода программы, выходы которых соединены с входами блока угфавпения .
В данном устройстве количество необходимых проверок для Г рант1фованного контроля монтажных соединений на несколько порядков превышает не только количество цепей, но и точек монтажа. Недостатком указанного способа является необходимость затраты значительного на гарантировный контроль монтажных соединений.
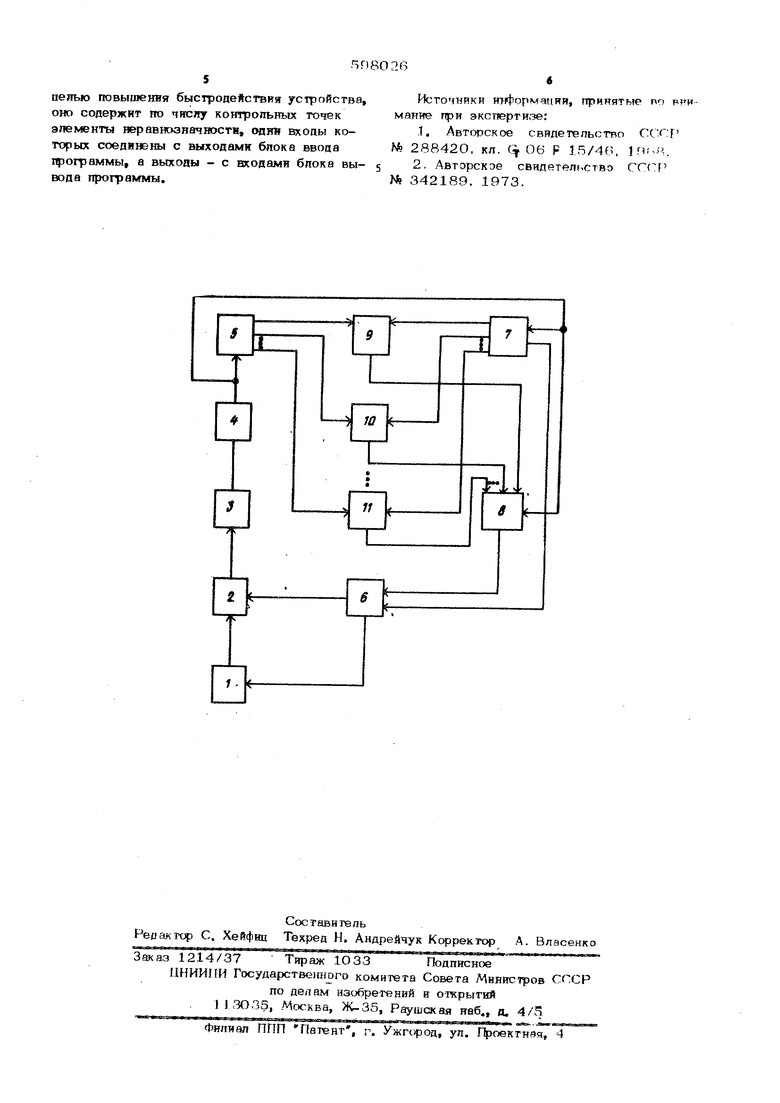
Целью изобретения является обеспечение гарантированного контроля монтажных соединений объекта за количество проверок, не 1ф«вышаоших количество цепей монтажа (т.е. соответственно быстрей) с автоматическим выводом информации об обнаруженных ошибках монтажа, т.е. повышение быстродействия устройства. Это достигается тем, что описываемое устройство содержит по числу контрольных точек элементы неравнозначности, одни вхрды которых соедиг|ены с выходами ока ввода программы, а выходы - с входами блока вывода. На чертеже показана блок-схема описыБаемого устройства, содержащая генератф 1 импульсов, счетчик 2 импульсов, деши4ра то 3, коммутатср 4, объект 5 контроля, блок управления 6, блок ввода 7 программь% блок вывода 8 программы и элементы неравнозначности 9, 10 и 11. Устройство работает следующим образом, БЛОК управления 6 устанавливает счетчик 2 в исходное состояние и затем запускает ге- нератор 1 «импульсов. С гфиходом первого импульса в счетчик 2 последний через дешифратор 3 устанавл ивает коммутатор 4 на щ)оверку первой оепи. этом коммутатор подает признак в одну из точек первой цепи объекта 5, Этот признак появляется во всех точках монтажа объекта 5 ИАЮЮШЙХ связь с точкой подачи признака. Одно еменно ко.мутатор 4 посредством блока ввода 7 программы обеспечивает нодачу сигналов на вторые входы всех элементов равнозначности 9-11 в таком сочетании, которое удовлетвр ряет условию правильного монтажа Первой цепи объекта 5 отшеительнО выбранной точки подачи щзизнака, Элемеш-ы неравнозначности 9-11 осуществляют параллельную щзоверку на наличие лишних н ждостающих связёЛ в первой цепи. Если дефектов в монтаже первой цепи не обнаружено, то следующий импульс генератс а 1 устанавливает счетчик 2 и, соответственно, коммутатср 4 на про верку второй цепи и т. д. Гфк наличии лшиней или недостающей -связи соответствующие элементы неравнозначности 9-11 передают ии})ормацию об адресах и виде ошибок неправильно смо5 Т1фованных точек в блок вывода 8, Номер контрол5фуемой цепи в блок вывода 8 поступает ив посредственно из коммутатсра 4. получении информации р наличии неправильно смонтированной цепи блок вывода 8 подает сигнал в блок управления 6, по которому генератор 1 импульсов останавливается. По окончании регистрации ошибок монтажа да}шой цепи в блок управления 6 из вывода 8 поступ ют команда, по коTqjofl вновь запускается генератор 1 импульсов и устройство переключается на следуюией цепи объекта 5 контроля. По окончании проверки поспедзвй цепи коммутатор 1 посредством бпокя ввода 7 программы выдлет команду в блок утфайления 6 на выкт.- чение генератора импульсов и сигнализацию об окончании контроля объекта. Таким образом, время контроля правильности монтажных соединений предлагаемым устройством с одновременным контролем связей всех точек каждой цепи равно времени одного обхода коммутатором цепей объекта и определяется в основном разрешающей спо- собностшо щэимешемых элементов в схеме контроля. При использовании электронных элементов в схемах предпаг мого устройства время, идущее непосредственно на конгропь правильности монтажных соединений, щ актнчески незначительно по сравнению с , идущим на подсоединение и откпюенве контролируемого объекта. массовом и крупносерийном производстве в качестве блока ввода программы быть использован эквивалент кошролвруемого изделия. В условиях единичного и мепкосерийного производства, для рбеспечения .большей универсальности блока ввода программы бчевиднб рационально прилданятъ в этом блоке элементы входных устройств со&ремезкых. вычислительных машин (перфоратсры, фотосчитывающйв устройства в T.Q.). С во йстанием удельной сложности аипвратуры в поспеднйэ годы одной из основных npo&ieM при ее производств становит Си устранение дефектов- монтажных соединевшй, как не стадиях наладки н испытания, так и при 1юкоторых промежуточных технологических процессах (предв ительное изготовгюнве жгутов большого и т.п.). Г|)и этом решающим в гфоизводительностн труда пю устрананйю даврых дефектов является время, необходимое для обнаружения ихс Время же для гфантированно контроля монтажных соединений (наличие необходи.мых связей в цепи и проверка отсутствия ложных соединений между цепями объекта контроля) при прочих равных условиях определяется необхвдимым количеством проверок. которые выполн55ет автоматическое устройство в процессе анализа контролируемого объекта. Формула изобретения Устройство для контроля монтажнъгх соединений, содержащее последовательно соединенные блок управтения, генератор импульсов, счетчик импульсов, дешифратор и комму- татор, выход которого подключен к входам блоков ввода и вывода грограммы, выходы которых соединены с входами блока уггравпенкя, отл ич ающееся тем, что, с
пеягью повышения быстродействия устройстве, оно содержит по чнсяу контрольных точек элементы неравнозначвоств, однв входы которых соединены с выходами блока ввода программы, а выходы - с входами блока вывода программы.
Источники ипФормации, принятые по РНКмание при экспертизе:
.1, Авторское свидетельство № 288420, кл. (4 06 F 15/4в, ..
