(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МАРКИРОВОЧНЫХ ТРУБЧАТЫХ БИРОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления маркировочных бирок | 1990 |
|
SU1722883A1 |
| Устройство для изготовления маркировочных бирок из полихлорвиниловых трубчатых заготовок | 1978 |
|
SU781089A1 |
| Устройство для изготовления эластичныхТРубчАТыХ МАРКиРОВОчНыХ биРОК | 1979 |
|
SU809675A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МАРКИРОВОЧНЫХ БИРОК ИЗ ПОЛИХЛОРВИНИЛОВЫХ ТРУБЧАТЫХ ЗАГОТОВОК | 1972 |
|
SU353850A1 |
| Автомат для изготовления и маркировки трубчатых монтажных бирок | 1985 |
|
SU1279858A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1985 |
|
SU1293039A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ | 1991 |
|
RU2025273C1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1990 |
|
SU1722882A2 |
| АВТОМАТ для РЕЗКИ И МАРКИРОВКИ ХЛОРВИНИЛОВЫХ ТРУБОК | 1973 |
|
SU363611A1 |
| Устройство для маркировки цилиндрических изделий | 1976 |
|
SU654455A1 |
1
Изобретение относится к конструкциям устройств для изготовления маркировочных трубчатых бирок, например полихлорвиниловых, которые могут быть использованы для маркировки концов проводов в электро- и радиотехнической промышленности.
Известно устройство для нанесения маркировочных знаков, содержащее установленный на станине механизм периодической подачи трубок с вращающимся диском, печатный аппарат с зубчатыми дисками, красочный annapat с валиками и механизм резки, имеющий нож. Маркировка трубки осуществляется методом штемпелевания т. е. путем нажатия щтемпеля на трубку 1.
Однако штемпель, надавливая на трубку, выдавливает краску, в результате чего отпечеток на трубке получается некачественным и расплывчатым. Операция отрезки осуществляется не полностью, трубка только надрезается.
Известен также автомат для изготовления маркировочных трубчатых-бирок, содержащий устройство для подачи трубки и ее резки на заготовки, механизм возвратно-поступательного перемепгения оправки в направлении подачи трубки и печачный аппарат с маркирующими дисками, кинематически связанные с приводом, и средство для съема бирки с оправки 2.
§to устройство имеет сектор с накатанной
поверхностью, служащий для поворота отрезанной трубки (заготовки) на невращающейся оправке в зоне маркировки, который не может обеспечить равномерной скорости ее вращения, так как толщина трубки имеет допуск на изготовление и при отрицательных его значениях может происходить недостаточное сцеплеиие ведущего сектора и трубки, в результате чего накатывание маркирующего знака будет происходить без синхронизации скоростей трубки и маркирующего диска. Кроме того, подача (надевание) отрезанной трубки на невращающуюся оправку концом неотрезанной трубки ненадежна вследствие эластичности самой труб ки и деформации (смятия) ее конца при отрезке, что снижает качество изготовления бирок и надежность автомата в работе.
При двухсторонней маркировке ведущий сектор используется в качестве второго марки-, рующего диска. Поэтому Ьращеиие трубки должно производиться самими клеймами дисков, краска, нанесенная на клеима, является смазкой, уменьщающей трение, в результате отпечаток зиака получится некачественным.
Целью изобретения является повыщение качества изготовления бирок и надежности автомата в работе.
Для этого предложенный автомат нмеет приспособление для вращения оправки, связанное с печатным аппаратом для синхронизации скоростей вращения оправки и маркирующих дисков НС механизмом возвратнопоступательного перемещения опраьки.
Кроме того, автомат имеет синхронизирующее устройство, а приспособление для вращения оправки снабжено индивидуальным приводом, двигатель которого связан с двигателем привода через синхронизирующее устройство
При этом приспособление для вращения оправки содержит шпиндель, один конец которого жестко связан с оправкой, другой - соединен с механизмом ее возвратно-поступательного перемещения, а средняя часть - связана с двигателем индивидуального привода через зубчатую передачу.
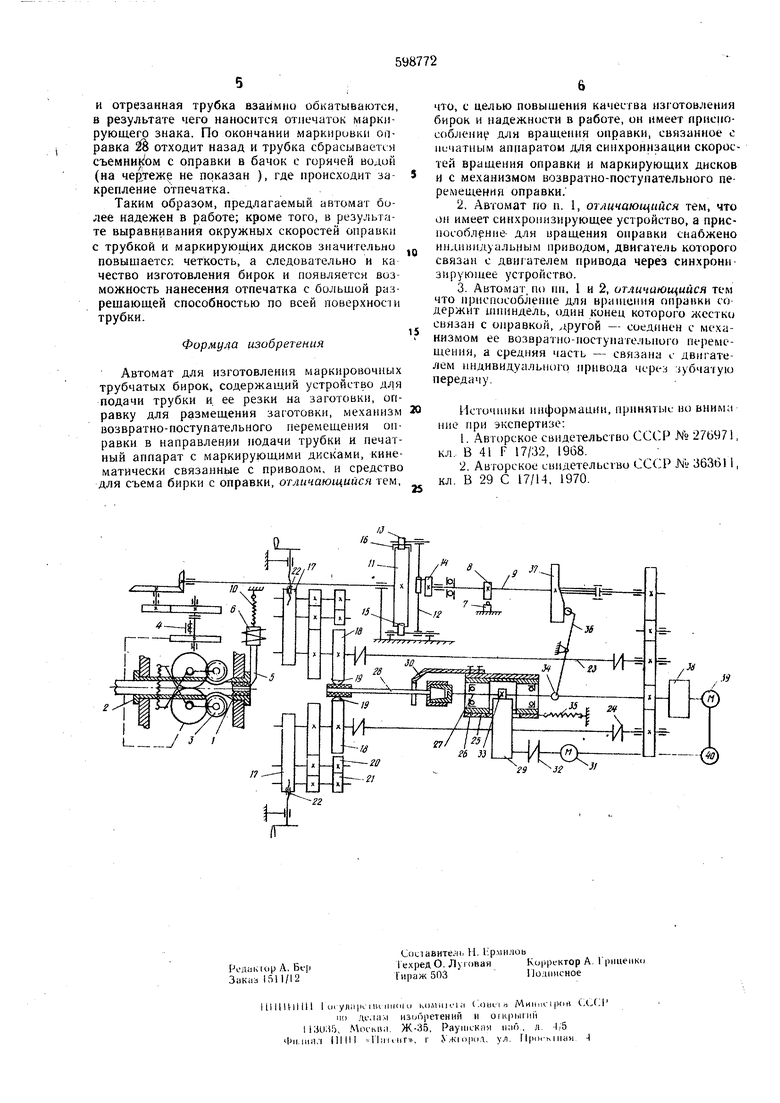
На чертеже изображена кинематическая схема автомата. ,
В состав автомата входят следующие узлы: устройство для подачи трубки и ее резки на заготовки, механизм возвратно-поступательного перемещения оправки в направлении подачи трубки, печатный аппарат и приспособление для вращения оправки.
Устройство для подачи трубки и ее резки на заготовки предназначено для периодической подачи с отрезкой трубки из бухты на вращающуюся оправку. Оно состоит из двух сменных направляющих втулок - передней 1 и задней 2, для направления трубки; двух подпружиненных подающих роликов 3 для подачи трубки; электромагнитной муфты 4 включения (выключения) подачи и системы, зубчатых колес для передачи движения от механизма мерной подачи к подающим роликам 3.
Устройство имеет нож 5, закрепленный-на щтоке сердечника электромагнита 6. Периодическое включение электромагнита на отрезке осуществляется через микровыключатель 7 от кулачка 8, закрепленного на валу 9, Возвращает нож после выключения электромагнита в исходное положение (вверх) пружина 10.
Механизм мерной подачи предназначен для отмера длины трубки, подаваемой на отрезку. Он состоит из храпового колеса 11, качающейся кулисы 12 с подающей собачкой 13, приводного кривошипа 14, стопорящей собачки 15 и поворотной планки 16, ограничивающей число зубьев храпового колеса, захватываемых подающей собачкой.
Печатный аппарат предназначен для нанесения краской маркировочных знаков на поверхности трубки. Он состоит из стойки 17, маркирующих дисков 18,-с закрепленными в них клеймами 19, двух красящих роликов 20 и 21 и системы щестерен дЛя привода красящих роликов. Стойка 17 перемещается возвратно-поступательно при помощи винта 22.
Вращение клеймодержателя с клеймом осуществляется от фивода через валик 23 и эластичные муфты 24. Оси красящих роликов сидят в эксцентричных втулках, поворотом которых можно регулировать количество краски, наносимой на клеймо.
Приспособление для вращения оправки придает заготовке вращательное движение. Оно состоит из корпуса 25, перемещающейся возвратно-поступательного пиноли 26, внутри которой вращается на подщипниковых опорах щпиндель 27 с закрепленной в нем оправкой 28 и. коробки скоростей 29. Сверху на кор пус крепится средство, 30. для снятия бирки с оправки. Вращение:. на -.шпиндель передается от электродвигателя 3ii постоянного тока через муфту 32, коробки скоростей 29 на приводную щестерню 33 шпинделя, которые образуют индивидуальный привод. Коробка ско ростей 29 имеет три фиксированных скорости.
Механизм возвратно-поступательного перемещения оправки служит для сообщения пиноли с оправкой возвратно-поступательного движения. Он состоит из толкателя 34 пинолн 26, пружины 35 для возврата оправки в исходное положение, толкакзщего рычага 36 и торцового кулачка 37.
Привод автомата служит для сообщения движений всем механизмам за исключением приспособления для вращения оправки; Он состоит из редуктора 38 со встроенными в него электродвигателем 39 и системы щестерен для передачи движения валикам 23 и кулачковому валу 9..
В зависимости от диаметра трубки число оборотов электродвигателя 31 регулируется синг хронизирующим устройством 40 для обеспечения совпадения окружных скоростей трубки и клейма.,
Шпиндель 27 приспособления для вращения оправки 28 связан с маркирующими дисками 18 печатного аппарата через перечисленные элементы индивидуального привода.синхронизирующее устройство 40 и привод автомата, а также через толкатель 34--с механизмом оп, равки 28, причем средняя часть шпинделя 27 связана с двигателем 31 индивидуального привода через зубчатую передачу, образованную шестерней 33 и коробкой скоростей 29.
Последовательность рабочих операций автомата состоит из следующих позиций: подача вращающейся оправки вперед в зону .маркировки; подач-а (надевание) трубки на вращающуюся оправку на необходимую длину; отрезание трубки, после чего последняя начинает вращаться вместе с оправкой; маркировка трубки (при маркировке окружные скорости оправки с трубкой и маркирующих дисков совпадают благодаря синхронизирующему устройству, выравнивающему окружные скорости при различных диаметрах трубки); отход оправки с трубкой назад из зоны клеймения и сброс трубки с оправки.
Работа автомата осуществляется следующим образом.
При включении электродвигателей 39 и 31 приводятся в движение все механизмы (кроме подающих роликов 3 и ножа 5). Через микровыключатель 7 от кулачка 8, закрепленного на валу 9, включается электромагнит 6. Включением электромагнитной муфты 4 производится мерная подача трубки подающими роликами 3. В процессе подачи эластичная трубка надевается на подаваемую вперед толкающим рычагом 36 и торцовым кулачком 37 вращающуюся оправку 28. Затем трубка отрезается ножом 5. После этого вращающиеся с одинаковой угловой скоростью печатающее клеймо 19, получившее порцию краски с ролика 20. и отрезанная трубка взаимно обкатываются, в результате чего наносится отпечаток маркирующего знака. По окончании маркировки оправка отходит назад и трубка сбрасывается съемник ом с оправки в бачок с горячей водой (на чертежу не показан ), где происходит закрепление отпечатка. Таким образом, предлагаемый автомат более надежен в работе; кроме того, в резу; ьтате выравнивания окружных скоростей оправки с трубкой и маркирующих дисков значительно повышается четкость, а следовательно и ка чество изготовления бирок и появляется возможность нанесения отпечатка с большой разрешающей способностью по всей поверхности трубки. Формула изобретения Автомат для изготовления маркировочных трубчатых бирок, содержащий устройство д.я подачи трубки и ее резки на заготовки, оправку для размещения заготовки, механизм возвратно-поступательного перемещения оправки в направлении подачи трубки и печатный аппарат с маркирующими дисками, кинематически связанные с приводом, и средство для съема бирки с оправки, отличающийся тем. что, с целью повышения качества изготовления бирок и надежности в работе, он имеет приспособлеии ; для вращения оправки, связанное о печатным аппаратом для синхронизации скоростей вращения оправки и маркирующих дисков и с механизмом возвратно-поступательного перемещения оправки; 2,Автомат по п, 1, отличающийся тем, что ом имеет синхронизирующее устройство, а приспособление- для вращения оправки снабжено индиБидуальным приводом, двигатель которого связан с двигателем привода через синхроннзируюп1ее устройство. 3.Автомат, по ни. I и 2, отличающийся тем что приспособление для вриишиия оправки содержит шпиндель, один конец которого жестко связан с оправкой, другой - соединен с механизмом ее возвратно-поступательного перемещения, а средняя часть - связана е- двигателем индивидуального привода через :5убчатую передачу. Источники информации, принятые но внима ние при экспертизе: 1Авторское свидетельство СССР № 276971, кл. В 41 F 17/32, 1968. 2Авторское свидетельство СС(Л № 3636 1, кл. В 29 С 17/14, 1970.
