Изобретение относится к устройствам для изготовления и маркировки монтажных бирок и может быть использовано в радиоэлектронике и других смежных областях.
Цель изобретения - повышени.е удобства пользования.
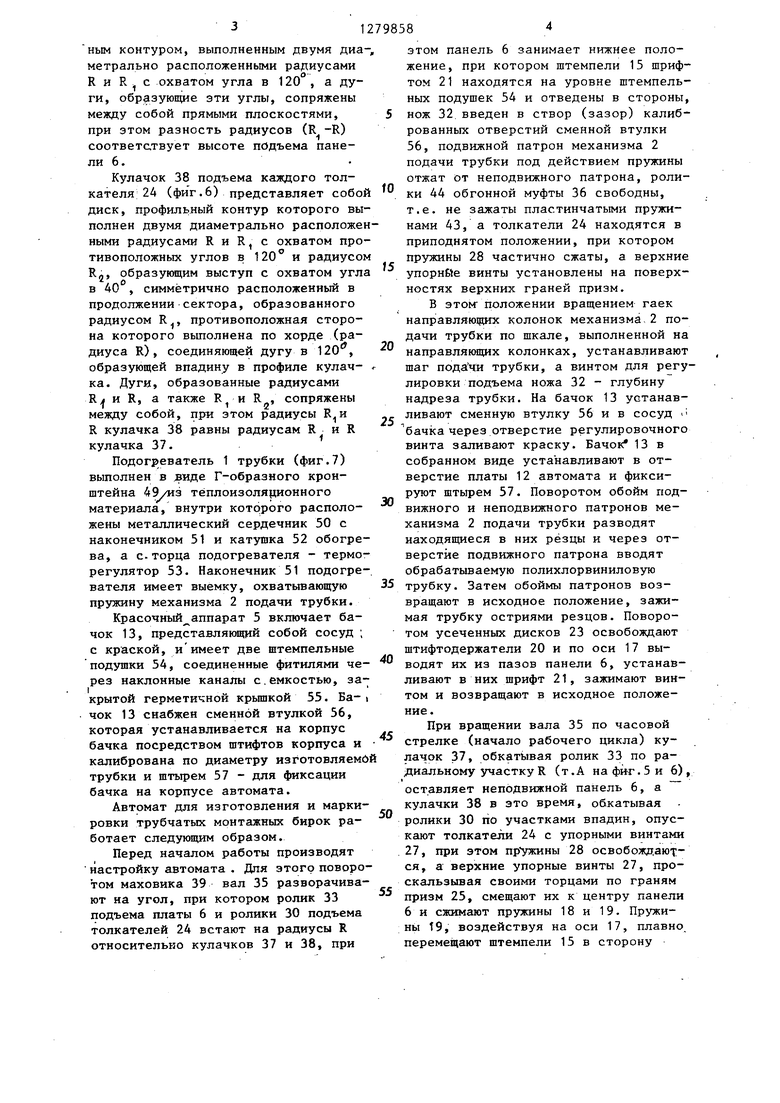
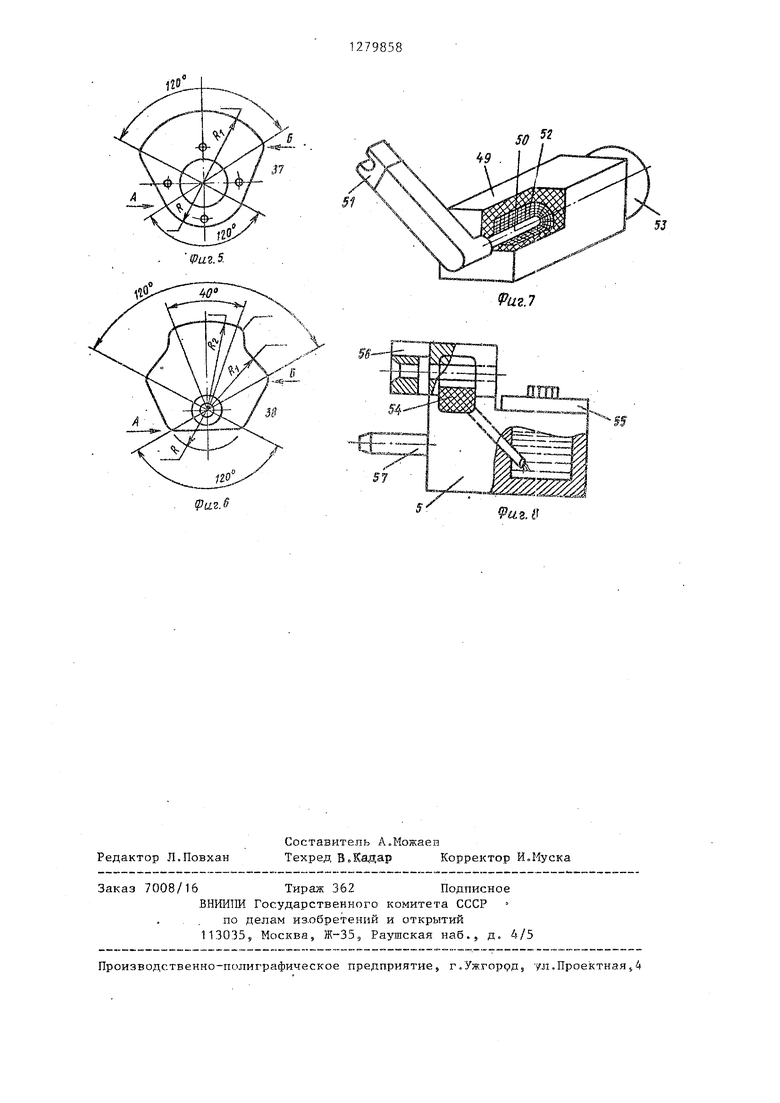
На фиг.1 показан автомат для изготовления и маркировки трубчатых мойтажных бирок,общий вид на фиг.2- автомат с механизмом подачи трубки разрезj на фиг.З - штемпель с взаимодействующими деталями{ на фиг,4 - обгонная муфтаj на фиг.З - привод панели; на фиг.6 - кулачок толкателя на фиг.7 - подогреватель трубки; на фиг.8 - красочный аппарат.
Авто мат для изготовления и маркировки трубчатых монтажных бирок содержит подогреватель 1 трубки,механизмы подачи 2 и надреза 3, счетчик 4, красочный аппарат 5, панель 6, привод 7 и печатное устройство 8. Панель 6 установлена подвижно на двух вертикальных колонках 9,запрессованных в корпус 10, и двух направляющих винтах 11, установленный в верхней части платы 12, неподвижно закрепленной на корпусе 10.
Плата 12 выполнена прямоугольной формы и соединена с корпусом 10 автомата посредством угольника и имеет отверстие для установки бачка 13 с краскрй, два отверстия под винты 11 направления движения панели 6, два - отверстия для крепления неподвижного патрона механизма 2 подачи трубки с центрирующим отверстием для его yqTa новки, а с нижней стороны платы выполнены два вертикальных паза под направляющие кронштейны 14, установленные на панели 6.
Печатное устройство 8 смонтировав но в панели 6. С этой целью панель 6 выполнена прямоугольной формы и, имеет два горизонтальных гнезда, в каждом из которых подвижно установг лен штемпель 15, закрепленный на панели 6 планкой 16. Штемпель 15 имеет прямоугольную форму с вертикалным и осевым отверстиями. В вертикальное отверстие жестко закреплена ось 17, которая разделяет пружины 18 и 19, установленные в осевые отверстия штемпеля 15 и работающие на сжатие. На оси 17 поворотно установлен шрифтодержатель 20 с шрифтом 21 закретйенным на шрифтодержателе 20
10
20
5
,. ;
о a- 2798582
винтом 22, а сам шрифтодержатель фиксируется на панели 6 поворотным усеченным диском 23. На боковых гранях панели 6 сделаны Т-образные пазы. В каждый паз установлен подвижно толкатель 24, а в гнездо - ползун в виде двухскатной призмы 25 с регулировочным винтом 26, при этом двухскатная призма 25 подпружинена пружинами 18 и 19, установленными на упор в ось 17 и торец горизонтальных гнезд панели 6. Каждый толкатель 24 снабжен двумя упорными винтами 27 и отверстием для регулировки, расположенными в вертикальной плоскости в створе граней призмы 25. Каждый толкатель 24 подпружинен пружиной 28, упирающейся в винт 29, установленный на панели 6, и имеет ролик 30 в нижней своей части/ На задней стенке панели 6 жестко закреплен кронштейн 31 (фиг.2) с двумя наклонными направляющими, предназначенными для управле- 25 ния работой механизма 2 подачи трубки, а на передней стенке панели закреплен клинообразный нож 32 механизма 3 надреза с выполненным в нем осевым пазом для установки ножа на требуемую глубину надреза трубки. На нижней грани панели 6 закреплен кронштейн 14, имеющий П-образную форму, в основание которого установлен ролик 33.
.Электронеканический привод 7 име- ет шестеренчат5по передачу 34 и вал 35, на котором закреплены обгонная- муфта 36 и кулачок 37, - для подъе30
35
ма панели 6, два кулачка 38 - для подъема толкателей 24, маховик 39 ручного привода и счетчик 4.
Обгонная муфта 36 (фиг.4) представляет . собой устройство, содержащее шестерню 40 с двумя ступицами, установленную на вал 35 на двух шарикоподшипниках 41. В первой ступице вмонтирована обойма 42 с двумя диаметрально расположенными косыми срезами, на плоскостях обоймы закреплены винтами пластинчатые пружины 43, а под Ъружины помещены ролики 44. Первая ступица шестерни 40 закрыта крышкой 45 и закреплена совместно с обоймой 42 на валу 35 штифтом 46. К второй ступице шестерни. 40 прижат кулачок 37, закрепленный винтом 47 и штифтом 48.
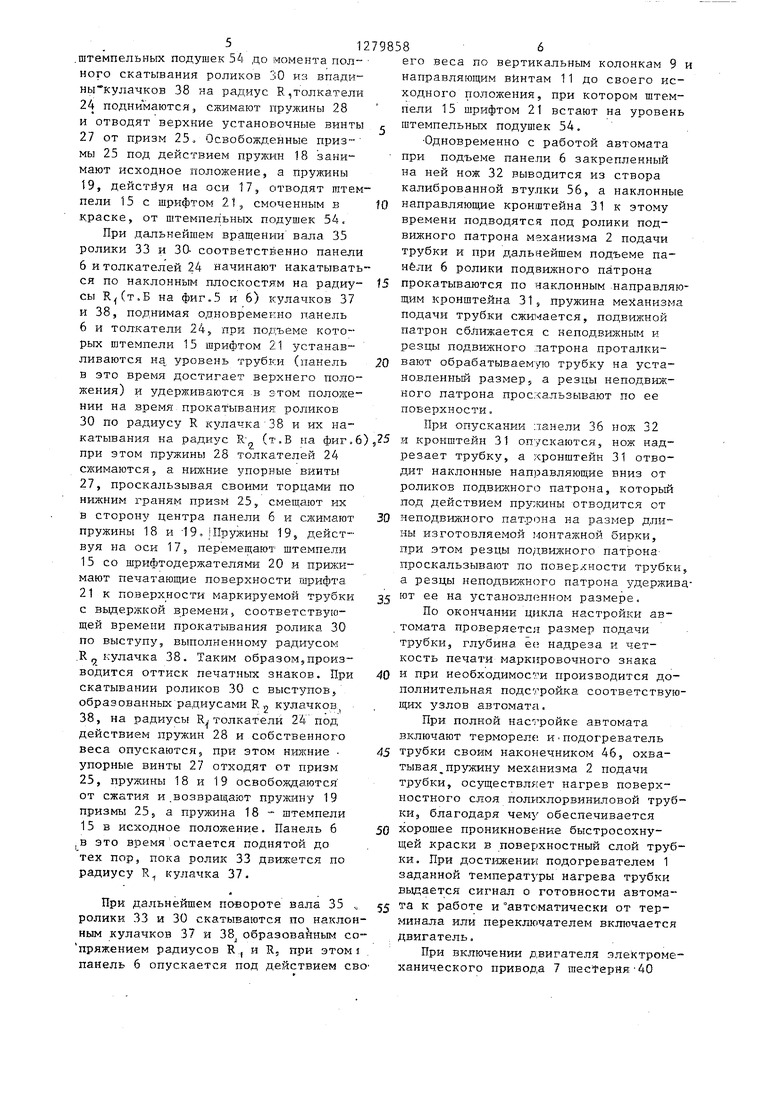
Кулачок 37 подъема панели (фиг.5) представляет собой диск с профиль
1279858
ым контуром, выполненным двумя диа-.
э ж т н н п от ки т на пр пр yn но
метрально расположенными радиусами R и R с охватом угла в 120°, а дуги, образующие эти углы, сопряжены между собой прямыми плоскостями, при этом разность радиусов (R -R) соответствует высоте подъема панели 6.
Кулачок 38 подъема каждого толкателя 24 (фиг.6) представляет собой диск, профильный контур которого выполнен двумя диаметрально расположенными радиусами R и R, с охватом противоположных углов в 120° и радиусом R, образующим выступ с охватом угла в АО , симметрично расположенный в продолжении-сектора, образованного радиусом R, противоположная сторона которого выполнена по хорде (радиуса R), соединяющей дугу в 120, образующей впадину в профиле кулачка. Дуги, образованные радиусами R и R, а также R, и R , сопряжены между собой, при этом радиусы R кулачка 38 равны радиусам R и R кулачка 37.
Подогреватель 1 трубки (фиг.7) выполнен в виде Г-образного крон
штейна 49/из тёплоизолярюнного материала, внутри котррого расположены металлический сердечник 50 с наконечником 51 и катушка 52 обогрева, а с-торца подогревателя - терморегулятор 53. Наконечник 51 подогревателя имеет выемку, охватывающую пружину механизма 2 подачи трубки.
Красочный аппарат 5 включает бачок 13, представлякиций собой сосуд ; с краской, и имеет две штемпельные подушки 54, соединенные фитилями через наклонные каналы с.емкостью, закрытой герметичной крьш1кой 55. Ба-i чок 13 снабжен сменной втулкой 56, которая устанавливается на корпус
30
35
40
В ЭТОМ положении вращением гаек направляющих колонок механизма 2 по дачи трубки по шкале, выполненной н направляющих колонках, устанавливаю шаг пода чи трубки, а винтом для рег лировки подъема ножа 32 - глубину надреза трубки. На бачок 13 устанав ливают сменную втулку 56 и в сосуд бачка через отверстие регулировочног винта заливают краску. Бачок 13 в собранном виде устанавливают в отверстие платы 12 автомата и фиксируют штырем 57. Поворотом обойм под вижного и неподвижного патронов механизма 2 подачи трубки разводят находящиеся в них резцы и через отверстие подвижного патрона вводят обрабатываемую полихлорвиниловую трубку. Затем обоймы патронов возвращают в исходное положение, зажимая трубку остриями резцов. Поворотом усеченных дисков 23 освобождают штифтодержатели 20 и по оси 17 выводят их из пазов панели 6, устанав ливают в них шрифт 21, зажимают вин том и возвращают в исходное положение.
При вращении вала 35 по часовой
Л J Ч Б&Х1. W- А .ft ляч ъл--л л
бачка посредством штифтов корпуса и стрелке (начало рабочего цикла) ку- капибрована по диаметру изготовляемйй лачок 37, обкатывая ролик 33 по радиальному участку R (т .А на фиг. 5 и 6 оставляет неподвижной панель 6, а кулачки 38 в это время, обкатывая ролики 30 по участками впадин, опускают толкатели 24 с упорными винтами 27, при этом пр ужины 28 освобождаются, а верхние упорные винты 27, про- скальзьшая своими торцами по граням призм 25, смещают их к центру панели 6 и сжимают пружины 18 и 19. Пружины t9, воздействуя на оси 17, плавно перемещают штемпели 15 в сторону
трубки и штырем 57 - для фиксации бачка на корпусе автомата.
Автомат для изготовления и маркировки трубчатых монтажных бирок работает следующим образом.
Перед началом работы производят настройку автомата . Для этого поворотом маховика 39 вал 35 разворачивают на угол, при котором ролик 33 подъема платы 6 и ролики 30 подъема толкателей 24 встают на радиусы R относительно кулачков 37 и 38, при
0
0
5
0
5
0
этом панель 6 занимает нижнее положение, при котором штемпели 15 шрифтом 21 находятся на уровне штемпельных подушек 54 и отведены в стороны, нож 32 введен в створ (зазор) калиброванных отверстий сменной втулки 56, подвижной патрон механизма 2 подачи трубки под действием пружины отжат от неподвижного патрона, ролики 44 обгонной муфты 36 свободны, т.е. не зажаты пластинчатыми пружинами 43, а толкатели 24 находятся в приподнятом положении, при котором пружины 28 частично сжаты, а верхние ynopHtie винты установлены на поверхностях верхних граней призм.
В ЭТОМ положении вращением гаек направляющих колонок механизма 2 подачи трубки по шкале, выполненной на направляющих колонках, устанавливают шаг пода чи трубки, а винтом для регулировки подъема ножа 32 - глубину надреза трубки. На бачок 13 устанавливают сменную втулку 56 и в сосуд бачка через отверстие регулировочного винта заливают краску. Бачок 13 в собранном виде устанавливают в отверстие платы 12 автомата и фиксируют штырем 57. Поворотом обойм подвижного и неподвижного патронов механизма 2 подачи трубки разводят находящиеся в них резцы и через отверстие подвижного патрона вводят обрабатываемую полихлорвиниловую трубку. Затем обоймы патронов возвращают в исходное положение, зажимая трубку остриями резцов. Поворотом усеченных дисков 23 освобождают штифтодержатели 20 и по оси 17 выводят их из пазов панели 6, устанавливают в них шрифт 21, зажимают винтом и возвращают в исходное положение.
При вращении вала 35 по часовой
-л л
стрелке (начало рабочего цикла) ку- лачок 37, обкатывая ролик 33 по ра0
диальному участку R (т .А на фиг. 5 и 6) , оставляет неподвижной панель 6, а кулачки 38 в это время, обкатывая ролики 30 по участками впадин, опускают толкатели 24 с упорными винтами 27, при этом пр ужины 28 освобождаются, а верхние упорные винты 27, про- скальзьшая своими торцами по граням призм 25, смещают их к центру панели 6 и сжимают пружины 18 и 19. Пружины t9, воздействуя на оси 17, плавно перемещают штемпели 15 в сторону
.штемпельных подушек 54 до момента пол- него скатывания роликов 30 из впади- ны кулачков 38 на радиус R,толкатели 24 подни маются, сжимают пружины 28 и отводят верхние установочные винты с 27 от призм 25 Освобожденные приз- мы 25 под действием пружкн 18 занимают исходное положение, а пружины 19, дейстйуя на оси 17, отводят штемпели 15 с шрифтом 21, смоченным в Ю краске, от штемпельных подушек 54, При дальнейшем вращении вала 35 ролики 33 и 30- соответственно панели 6 и толкател ей 24 начинают накатываться по наклонным плоскостям на радиу- 15 сы R(T,,B на фиг,5 и 6) кулачков 37 и 38, поднимая одновремекно панель 6 и толкатели 24, при подъеме которых штемпели 15 шрифтом 21 устанавливаются на уровень трубки (панель 20 в это время достигает верхнего положения) и удерживаются в этом положении на время прокатывания роликов 30 по радиусу R кулачка 38 и их наего веса по вертикальным колонкам 9 направляющим винтам 11 до своего исходного положения, при котором штемпели 15 шрифтом 21 встают на уровень штемпельных подушек 54,
Одновременно с работой автомата при подъеме панели 6 закрепленный на ней нож 32 выводится из створа калиброванной втулки 56, а наклонные направляющие кронштейна 31 к этому времени подводятся под ролики подвижного патрона механизма 2 подачи трубки и при дальнейшем подъеме панели 6 ролики подвижного патрона прокатываются по наклонным направляю щим кронштейна 31, пружина ме:;4анизма подачи трубки сжи1 1ается, подвижной патрон сближается с неподвижным и резды подвижного латрона проталкивают обрабатываемую трубку на установленный размер, а резцы неподвижного патрона проскальзывают по ее поверхности.
При опускании панели 36 нож 32
30
катывания на радиус R- (т.В на фиг.6) и кронштейн 31 опускаются, нож над- при этом пр жины 28 толкателей 24 сжимаются, а ниж:ние упорные винты 27, проскальзывая своими торцами по нижним граням призМ 25, смещают их в сторону дентра панели 6 и сжимают пружины 18 и -19.1 Пружины 19, действуя на оси 17 5 перемещают штемпели 15 со шрифтодержателями 20 и прняси- мают печатающие поверхности шрифта 21 к поверхности маркируемой трубки с выдержкой времениJ соответствующей времени прокатывания ролика 30 по выступу, выполненному радиусом
.резает трубку, а кронштейн 31 отводит наклонные направляющие вниз от роликов подвижного патрона, который под действием отводится от неподвижного патрона на размер длины изготовляемой монтажной бирки, при этом резцы подвижного патрона проскальзывают по поверхности трубк а резцы неподвижного патрона удержи
jj ют ее на установленном размере.
По окончании цикла настройки автомата проверяется размер подачи трубки, глубина ее надреза и четкость печати маркировочного знака
.R ,, кулачка 38. Таким образом,производится оттиск печатных знаков. При скатывании роликов 30 с выступов, образованных радиусами R2 кулачков 38, на радиусы R толкатели 24 под действием пружин 28 и собственного веса опускаются, при этом нижние упорные винты 27 отходят от призм 25, пружины 18 и 19 освобождаются от сжатия и .возвращают пружину 19 призмы 25, а пружина 18 - штемпели 15 в исходное положение. Панель 6 |В это время остается поднятой до тех пор, пока ролик 33 движется по радиусу R.J кулачка 37.
При дальнейшем повороте вала 35 , ролики 33 и 30 скатываются по наклонным кулачков 37 и 38 образова ньпч со- пряжением радиусов R,, и R, при этом 5 панель 6 опускается под действием сво
его веса по вертикальным колонкам 9 направляющим винтам 11 до своего исходного положения, при котором штемпели 15 шрифтом 21 встают на уровень штемпельных подушек 54,
Одновременно с работой автомата при подъеме панели 6 закрепленный на ней нож 32 выводится из створа калиброванной втулки 56, а наклонные направляющие кронштейна 31 к этому времени подводятся под ролики подвижного патрона механизма 2 подачи трубки и при дальнейшем подъеме панели 6 ролики подвижного патрона прокатываются по наклонным направляющим кронштейна 31, пружина ме:;4анизма подачи трубки сжи1 1ается, подвижной патрон сближается с неподвижным и резды подвижного латрона проталкивают обрабатываемую трубку на установленный размер, а резцы неподвижного патрона проскальзывают по ее поверхности.
При опускании панели 36 нож 32
0
5 и кронштейн 31 опускаются, нож над-
.резает трубку, а кронштейн 31 отводит наклонные направляющие вниз от роликов подвижного патрона, который под действием отводится от неподвижного патрона на размер длины изготовляемой монтажной бирки, при этом резцы подвижного патрона проскальзывают по поверхности трубки, а резцы неподвижного патрона удерживаj ют ее на установленном размере.
По окончании цикла настройки автомата проверяется размер подачи трубки, глубина ее надреза и четкость печати маркировочного знака
0 и при необходимости производится дополнительная подс .гройка соответствующих узлов автомата.
При полной настройке автомата включают терморел«; и подогреватель
45 трубки своим наконечником 46, охватывая пружину механизма 2 подачи трубки, осуществляет нагрев поверхностного слоя полихлорвиниловой трубки, благодаря чему обеспечивается
50 хорошее проникновение быстросохнущей краски в поверхностный слой трубки. При достижении подогревателем 1 заданной температуры нагрева трубки выдается сигнал о готовности автома55 та к работе и автоматически от терминала или переключателем включается двигатель.
При включении двигателя электромеханического привода 7 шестерня-40
через кинематическую цепь 34 получает вращение, при котором ролики 44 под действием пластинчатых пружин 43, ..закрепленных на обойме 42, и по инерции набегают на внутренний обод ступицы шестерни 40 и заклинивают ее,, передавая вращение на вал 35. Автомат включается в работу по вьппеприведенному циклу.
Изобретение позволяет упростить сборку и обслуживание автомата, а также упростить его конструкцию.
Формула изобретени
1. Автомат для изготовления и макировки трубчатых монтажных бирок, содержащий подогреватель трубки, механизмы ее подачи и надреза с приводами, счетчик, красочный аппарат, панель с приводом ее вертикального перемещения и печатное устройство с расположенными друг против друга в гнездах панели двумя подпружиненными штемпелями с шрифтодержателями.
1риг.}
5
0
5
отличающийся тем, что, с целью повьшения удобства пользования, он имеет установленные в гнездах пайели и подпружиненные относительно каждого штемпеля ползуны с двумя симметричными и наклонными одна к другой рабочими поверхностями и смонтированные на панели подпружиненные толкатели, каждый из которых снабжен упорным винтом для взаимодействия с соответствующей поверхностью ползуна, а панель, толкатели и механизм подачи трубки имеют общий привод.
2.-Автомат поп.1, отличающийся тем, что привод вертикального перемещения панели имеет установленные на валу кулачки для перемещения толкателей, обгонную муфту и маховик с ручным приводом.
3. Автомат по пп. 1 и 2, о т л и- чающийся тем, что шрифтодер- жатели имеют средства фиксации в виде усеченных поворотных дисков, смонтированных на панели.
12.
32
Л
47
J5
Аг-Ф
1РагЛ
Ра.г.ё
иъ. i
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нанесения маркировочных знаков на эластичную трубку | 1972 |
|
SU441175A1 |
| Автомат для изготовления маркировочных бирок | 1990 |
|
SU1722883A1 |
| Механизм шаговой подачи эластичных материалов | 1984 |
|
SU1222489A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ МАРКИРОВОЧНЫХ ЗНАКОВ НА ЭЛАСТИЧНУЮ ТРУБКУ | 1966 |
|
SU179781A1 |
| Автомат для нанесения маркировочных знаков на эластичную трубку | 1980 |
|
SU885065A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1990 |
|
SU1722882A2 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых, трубок | 1951 |
|
SU96009A1 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1985 |
|
SU1293039A1 |
Изобретение относится к устройствам для изготовления и маркировки , монтажных бирок и позволяет повысить удобство пользования, В гнездах панели 6 установлены подпружиненные относительно каждого штемпеля 15 ползуны с двумя симметричными и наклонными друг к другу рабочими по- иерхпостя н, а н самой панели 6 сни;iTHpoi3aHbi подпр о синенные толкатели 24, ка;-кдый из которых снабжен упоргп лм Т:п-;нтом 27 для взаимодействия с гоответстБующей поверхностью . При этом панель 6, толкатели 24 и механизм 2 подачи трубки имеют общий привод 7, на валу которого установлены кулачки 38 для перемещения толкателей 24, обгонная муфта 36 и маховик 39 с ручным приводом, Шрифтодержатели 20 автомата имеют средства фиксации в виде усеченных поворотных дисков 23, смонтированных на панели 6,2 з.п. ф-лы, 8 ил. в / J23 / , 20 ю ч1 со 00 ел 00 S&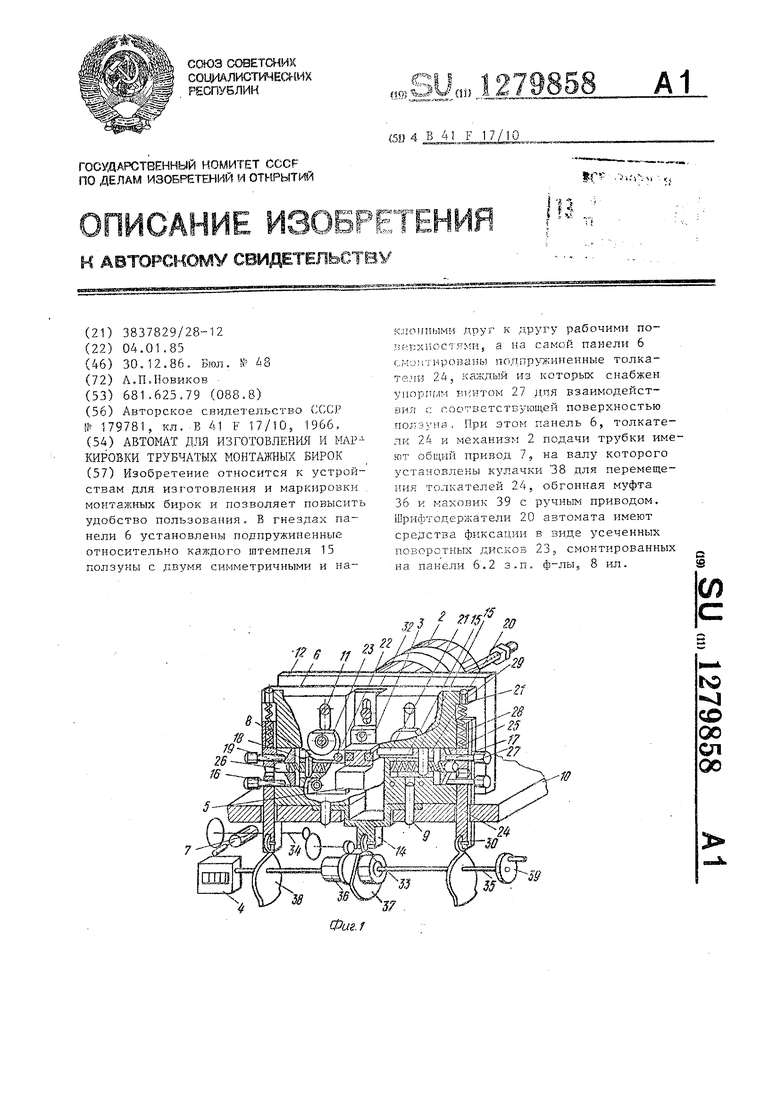
Редактор Л.Повхан
Составитель АоМожаен
Техред ВоКадар Корректор И.Муска
Заказ 7008/16Тираж 362Подписное
ВНИИ1Ш Государственного комитета СССР
по делам из.обретенпй и открытий 113035., Москва, Ж--35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г,Ужгород, тл.Проектная,4
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ МАРКИРОВОЧНЫХ ЗНАКОВ НА ЭЛАСТИЧНУЮ ТРУБКУ | 0 |
|
SU179781A1 |
| Механический грохот | 1922 |
|
SU41A1 |
