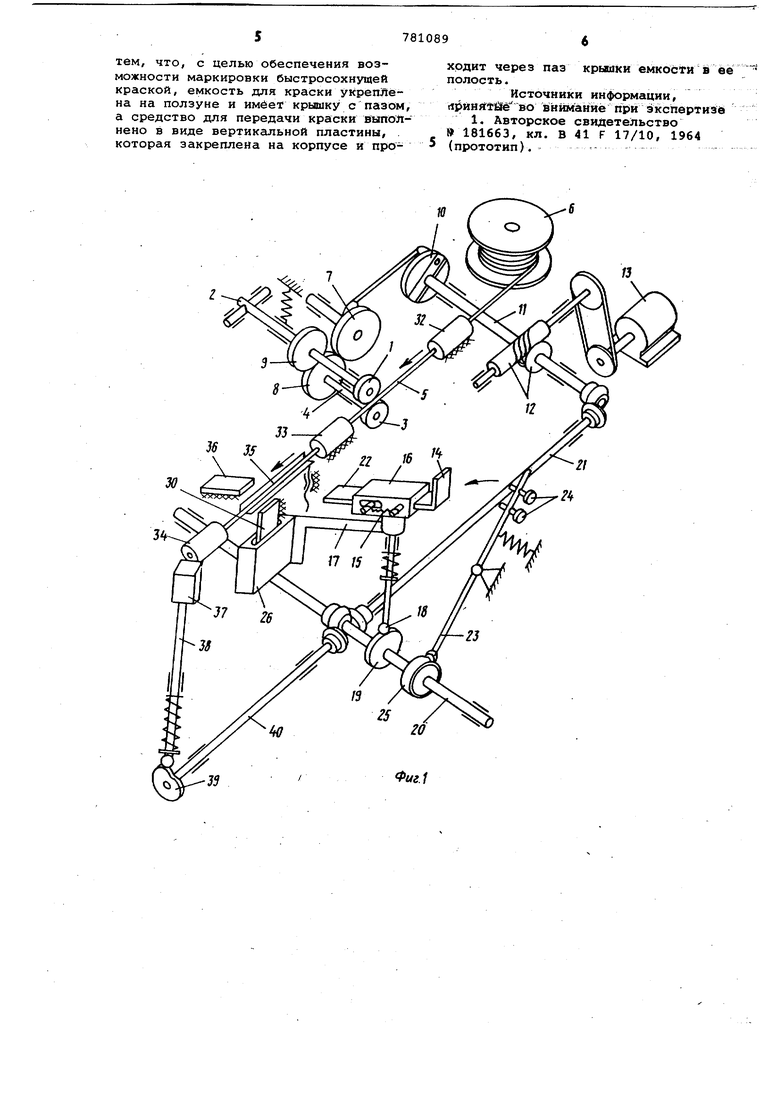
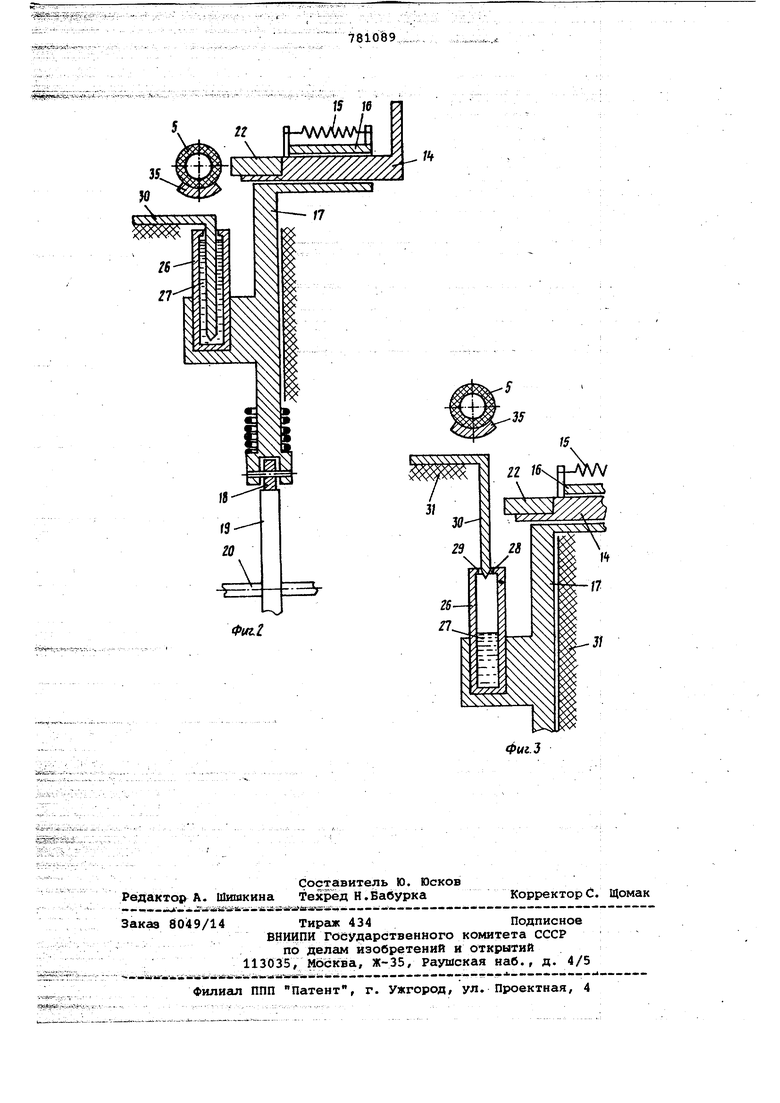
содержит клеймодержатель 14 с пружиной 15, установленный в направляющей 16 верхней части ползуна 17. В свою очередь, ползун 17 соеди- нен через ролик 18 с кулачком 19, закрепленном на распределительном валу 20, а вал соединен через вал 21 с выходным валом 11. На клеймодержателе 14 установлено клеймо 22. Для привода в движение клеймодержателя 14, устройство имеет подпружиненный рычаг 23 с регулировочными винтами 24, взаимодействукиций с торцовым кулачком 25, закрепленным на распределительном валу 20. Для нанесения быстросохнущей крас ки на трубку 5 клеймом 22, печатный механизм имеет закрытую емкость 26 с красящим веществом 27 (фиг. 2 и 3) укреплённую на ползуне 17, в которую через паз 28 крышки 29 емкости 26 пропущена вертикальная пластина 30, неподвижно закрепленная на корпусе 31 устройства. . Для ориентированной подачи полихлорвиниловой трубки 5 имеются втулки 32-34 и регулируемый по высоте на правляющий лоток 356 VnopOM 36. Для отрезки замаркированных бирок полихлорвиниловой трубки 5, устройст во имеет нож 37, закрепленный на пол зуне 38, и взаимодействующий с кулач ком 39 вала 40, соединенного с валом 2 О. Для изготовления маркированных бирок из полихлорвиниловой трубки 5, устройство подготавливают к работе. Питающую катушку 6 с намотанной трубкой 5, устанавливают на ось (не показано) и протягивают конец трубки 5 через направляющие втулки 32-34 и лоток 35. Затем закрепляют клеймо 22 на клеймодержателе 14, а емкость 26 заполняют быстросохнущей краской 27. Устройство работает следукядим образом. При включении электродвигателя 13 приводятся во вращение валы 11, 20, 21 и 40. При этом кривошипный механизм 10 с помощью шестерни 7 с обгон ной муфтой, через шестерни 8 и 9 поворачивают ролики 1 и 3, подавая при этом трубку 5 на определенную величи ну к печатному узлу. Трубка 5 входит в зону печатного узла и узла резки. При повороте распределительного вала 20, подпружиненный ползун 17 сЯпубКаетсй вниз, перемещая при этом закрепленную на нем емкость 26 с быстросохнущими чернилами. Пластина 30, смоченная краской, выходит через паз 28 из емкости 26. Под действием кулачка 25, рычаг 2 приходит в дййжёние и воздействуя на клеймодержатель 14, нижним винтом 24 перемещает клеймодержатель 14, а заодно и закрепленное на нем клеймо до контакта с пластиной 30. При контакте клейма 22 с пластиной 30 происходит передача краски с пластины 30 на клеймо 22. При дальнейшем повороте вала 20, рычаг 23 отводится от клеймодержателя 14 за счет воздействия пружины. В свою очередь клеймодержатель 14 вместе с клеймом 22 отводится от пластины 30 пружиной 15. Затем ползун 17 кулачком 19 при помощи ролика 18 поднимается вверх вместе с емкостью 26, а пластина 30 входит в полость заполненную чернилами, т.е, происходит ее смачивание. После этого кулачок 25 снова поворачивает рычаг 23 и верхним винтом 24 перемещает клеймодержатель 14 с клеймом 22 до контакта клейма 22 с трубой 5, при этом трубка 5 поджимается к упору 36, Одновременно с воздействием клейма 22 на трубку 5 приводится в движение кулачком 39 ползун 38 с ножом 37, который отрезает замаркированную бирку, которая скатывается в тару (не показано). Затем цикл изготовления следующей бирки повторяется в той же последовательности. При необходимости, на данном устройстве возможно вести двухстороннее маркирование, для этого упор 36 снимают, на вал 20 дополнительно устанавливают кулачки, аналогичные кулачкам 19 и 25, и дополйительно-печатный механизм, элементы которого аналогйчнй элементам основного печатного мехайизма, причем дополнительный печатный механизм работает с емкостью 26. При этом пластина 30 позволяет производить забор краски с двух ее сторон. Применение устройства данной конструкции при изготовлении маркированных бирок из полихлорвиниловой трубки и аналогичных им изделий позволяет производить маркирование быстросохнущими красителями. Формула изобретения Устройство Для изготовления маркировочных бирок из полихлорвиниловых трубчатых заготовок, содержащее корпус, механизм пе15йодической подачи трубчатых заготовЬк, печатный механизм, включающий пЬлзун с приводом для его перемещения в вертикальном направлении, смонтированный на ползуне клеймодержатель, емкость для краски и с редство для передачи краски к клейму, и механизм резки трубчатых заготбвок на бирки после маркирования, отличающееся
тем, что, с целью обеспечения возможности маркировки быстросохнущей краской, емкость для краски укреплена на ползуне и имеет крышку с пазом, а средство для передачи краски выполнено в виде вертикальной пластины, которая закреплена на корпусе и проходит через паз крышки емкости в её полость.
Источники информации, apKHft e зо внимание при экспертизе
1. Авторское свидетельство №181663, кл. в 41 F 17/10, 1964 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ И ОТРЕЗКН ЭЛЕКТРОМОНТАЖНЫХ БИРОК | 1973 |
|
SU367462A1 |
| Механизм печати | 1980 |
|
SU1014764A1 |
| Автомат для изготовления и маркировки трубчатых монтажных бирок | 1985 |
|
SU1279858A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ БИРОК ИЗ ТЕРМОПЛАСТИЧНОЙ ТРУБКИ ЧЕРЕЗ ТИПОГРАФСКУЮ | 1973 |
|
SU372581A1 |
| Устройство для изготовления и маркировки бирок | 1977 |
|
SU880550A1 |
| Автомат для изготовления маркировочных бирок | 1990 |
|
SU1722883A1 |
| Устройство для маркирования изделий | 1984 |
|
SU1192878A1 |
| Устройство для маркирования | 1983 |
|
SU1189691A1 |
| Автомат для изготовления маркировочных бирок из термопластичного трубчатого материала | 1985 |
|
SU1293039A1 |