Изо-бретение касается стайка для обра,бот1К|И шестипра)нных торцевых па.шек с пазами, с йапользованием подвижной вдоль станины каретки для заготавки, провидимой 1П01слейовательно мимо строгальных головок, образующих грань заготовки, и фрезеров, Образующих пазы и выступы на гранях заготаэки.
Согласно на)йто«щему изобретению, предлагает ся, с целью более гврав1илыногО цбитри1ро1ващиЯ заготовок при закреплении их в каретке, це1нтрирующее присйоЬоблание выполнять в виде двух пар поворотных рычагов, установлеииых на подвижных по параллельно расположеиным рейкам обоймах.
Коор1Д|Ини1рова1Ние яовйрота рычагов осуществляется с помощью шеCTepeiH, сцепленных между собой в каждой паре.
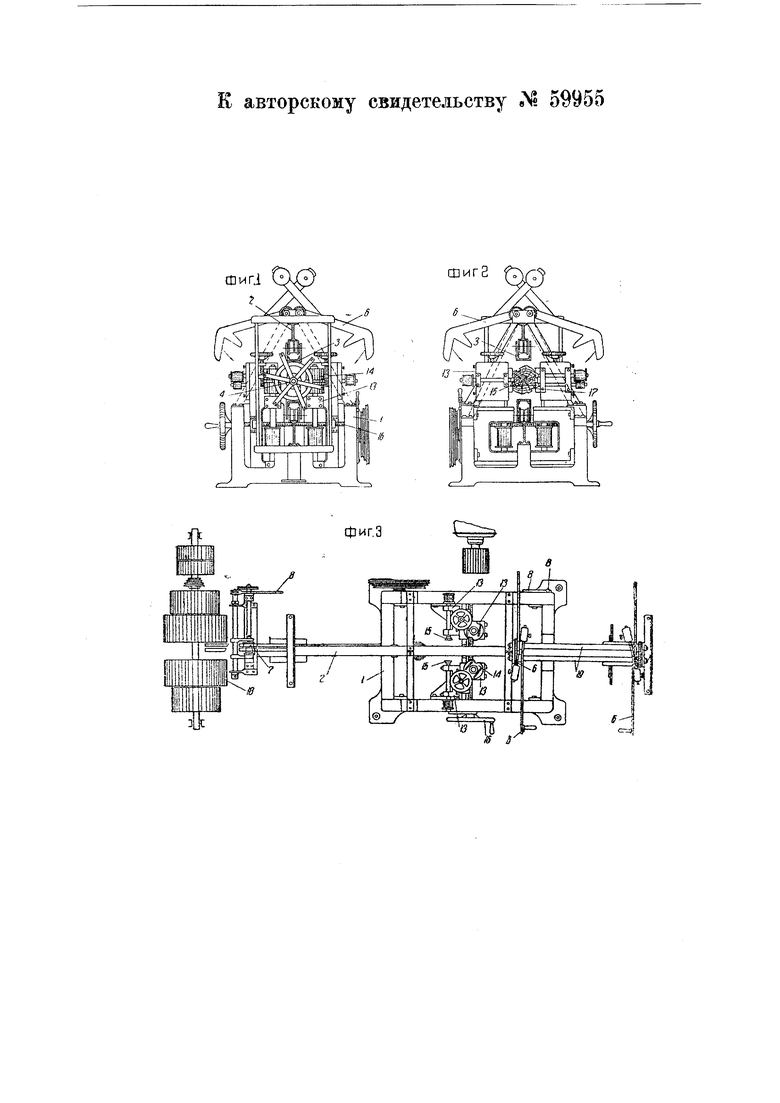
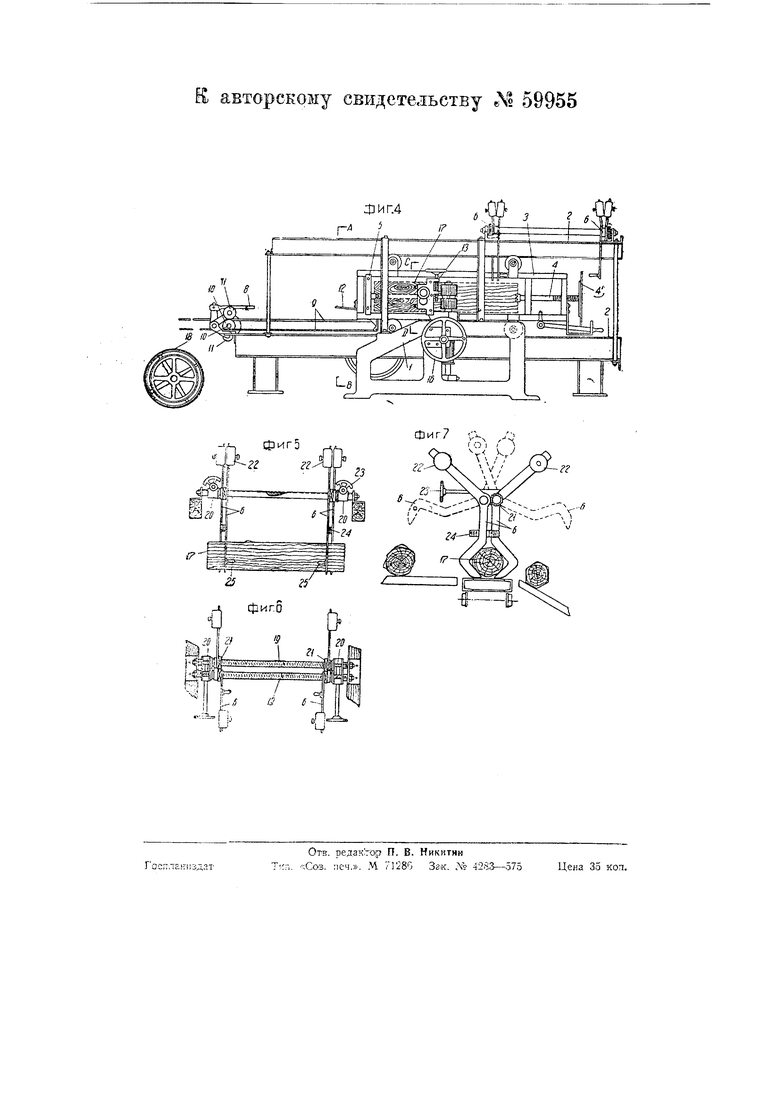
На фиг. 1 че1ртежа изображен вид спереди предлагаемого станка; на фиг. 2 - его 1П01пе речный раз,рез (по АВ и СГ) фиг. 4); «а фиг. 3 - вйа сверху; на фит. 4 - сбоку; на фиг. 5, 6 и 7 - цонтрирующее заroTOBiKM приспособление в трех проекциях.
На сборной чугунной стаиине 1 уота;н1овле:на paiMa 2 из тавровых баjioK. PaiMa 2 служит направляющими для каретки 3, в которой уотаиавливает ся заготовка, П|ров:о1ди1Мая мимо строгальных головок 14 и фрезеров 15.
Уста1нав1ка рабочих MHiorpyiMeHTOB на определенный размер обрабатываемого щест«гра1ннйка шроиаводится винтом от махов1ика 16.
Заготовка закрепляется в каретке с ПОмощью переставной за1дней бабки 5 и винта 4 со- Штурвалам 4.
Перед рабо1чей частью CTaiHKaрасположено приспособление, центрирующее: заготовки при закреплении их в каретке. Прнопо1оо1блен:ие для центри ро1ван1ия заготовок (фиг. 5-7) заключает в себе две пары центрирующих рычагов- 6, установлеиных на перемещаемых по- параллельным винтовым 19 обоймах 20. Рычаги соединены с шестернями 21, сцеплениыми в. каждой паре между сабой. Благодаря этому поворот одного рычага синхрониЗИруетЬя с поворотам другого в паре. НйЖНие койцы рычагов оформлены в форме угольников. захватов; верхняе кОНцы несут противовесы 22, которые обеапечивают положение нижних концов рычагов 6 в сведённой положении. Для переадещенИя обойм 20 предназ-начены винтовые шестерни, помещенные в обойме 20 и Бзаивдойействующие с вмнтовыми рейками 19. Вращение шестерен, взаимодействующих с рейками, осуществляется с помощью маховичков 23. Установление размера вырабатываемой щашки П|роиэв(01диа1ся с помощью указательных лияеек 24, установленных на одном из рычагоВ 6 каждой па|ры. Для разведения нижних концов рычагов 6 П1ре|Д1назначеиы рукояжи 25.
Привод рабочих органов станка осуществляется от траиомисоии 18. По1дача каретки производится механизмом 7, действующим от ступеича-того ро;1ика 10. Переключение станка на передний и- заЩвий ход осуществляется тягами 9, взашгодействующими с роликами 11. Для а1втомати1ческого выключения рабочего хода каретка снабжена выключателем 12.
Обрабатываемые круглые заготовки. 17 длиною от 20 до ПО смвставЛЯются в каретку 3, цеетрируются рычагами центрирующего приопособ.чения 6 и закрепляются винтом 4.
Рычагом 8 станок включается в работу И начинается обработка строгальными голавками 14, устан101вленнЫ1МИ в бабках 13, с двух противоположных сторон щестипранника, с од1НО.вреМеН Ным обр-азоваиием выступов и пазов в виде ласточкина хвоста фрезерами 15.
После обработки дв(ух противопол.оЖНьгх граней по всей длине заготовки выключателем 12 рабочий ход автоматически вык;почается и станоп ик ставит выключателя
на обратный ход и этим выводит частично или полностью обрабатываемую болва.нку -в исходное положение.
После этого станочник поворачивает делительный щтурвал 4, снабженный ручками с прорезями, на угол в 60°, И операция по обработке следующих дв1ух граней шестиугошьпика про1Д10лжает1ся.
Обработка всех щести граией заканчивается полностью в три приема.
Предмет изобретения.
1.Станок для обработки шестигранных торцевых шащек с пазами, с использованием подавяжной вдоль станипы каретки для заготовки, проводимой последовательно мимо строгальных головок, образующих грани заготовки, и фрезеров, образующих пазы и выступы на гранях заготовки, отличающийся тем, что для центрирования заготовок при закреп.тении их в каретке применены две пары центрирующ.их рычагов, поворотно установленных на перемещаемых по параллельно ргсположекным зянтОВым рейкам обоймах и соединенных с щестернями, спе пле:нными В .каждой паре между собой для координации поворота ЭТИХ рычагов.
2.Форма выполнения станка по п. 1, отличающаяся тем, что рычаги .на одних ко-нцах cнaбжeн J противовесами для удержания их в нерабочем положении.
3.В ставке пО п. 1 применение tsa каретке для заготовки штурвала 4, снабжемного шестью ручками с прорезями, предназначенными для фиксации .поворота заготовки на угол, кратный 60°.
fflnri
с ; FL
Шиг2
фИГ.4
фиг ;х /;,
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопильный обрезной и разрезной станок | 1937 |
|
SU61094A1 |
| Строительный половой щит | 1937 |
|
SU55882A1 |
| МНОГОСТОРОННИЙ СТРОГАЛЬНЫЙ СТАНОК | 1993 |
|
RU2041801C1 |
| ФУГОВАЛЬНО-РЕЙСМУСОВЫЙ СТАНОК | 1967 |
|
SU199372A1 |
| Фрезерный полуавтоматический двухшпиндельный станок для нарезания зубцов шарошек | 1950 |
|
SU94481A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |