Изобретение относится к деревообрабатывающей промышленности, в частности к производству фасонных брусков из круглых заготовок.
Известен многосторонний строгальный станок, содержащий станину с направляющими, установленные по направляющих фрезерные головки, состоящие из закрепленного на пластине электродвигателя с фрезой на валу, механизм перемещения фрезерных головок и средство их фиксации, механизм подачи заготовок с приводом, центрирующие и прижимной ролики, взаимодействующие с изделием.
Этот станок применяется в деревообрабатывающей промышленности для обработки заготовок пиломатериалов прямоугольного сечения. Для использования его при производстве брусков из круглого леса он не приспособлен.
Целью изобретения является расширение функциональных возможностей.
Это достигается тем, что в многостороннем строгальном станке, содержащем станину с направляющими, установленные на направляющих фрезерные головки, состоящие из закрепленного на пластине электродвигателя с фрезой на валу, механизм перемещения фрезерных головок и средство их фиксации, механизм подачи заготовок с приводом, центрирующие и прижимной ролики, взаимодействующие с изделием, станина выполнена в виде закрепленной на основании поперечной вертикальной плиты с центральным отверстием для прохода заготовок, фрезерные головки размещены на обоих торцах плиты равномерно по окружности, соосной с центральным отверстием. Задние по ходу заготовки фрезерные головки установлены с угловым смещением относительно передних.
Механизм перемещения фрезерных головок выполнен в виде кольца с пазами по числу фрезерных головок, расположенного в плите соосно центральному отверстию с возможностью поворота в опорах. В пластинах фрезерных головок закреплены штыри с возможностью размещения их в пазах кольца, а в плите установлены винт с гайкой и маховичком и шарнирно связанное с ним водило, при этом в кольце закреплена ось, взаимодействующая с водилом.
Механизм подачи заготовок выполнен в виде каретки, установленной на направляющих с возможностью возвратно-поступательного перемещения, закрепленных на каретке передней и задней стоек, имеющих пиноли с шипами на торце для взаимодействия с заготовкой, установленных с возможностью поступательного перемещения с помощью винтовой пары от маховичка.
Привод выполнен в виде барабана с вращением от электродвигателя через редуктор, расположенного в одном конце станка, блока, установленного в другом конце станка, и каната, пропущенного через блок и закрепленного обоими концами на барабане, при этом каретка жестко связана с одной из ветвью каната.
Станок снабжен опорами, выполненными в виде поворотных кронштейнов для размещения на них заготовок и изделий, при этом кронштейны для заготовок имеют ложементы, регулируемые по высоте посредством винтового соединения. Станок снабжен по меньшей мере одним шаблоном, закрепленным на пиноли и имеющим форму, подобную сечению изделия. Плита станины может состоять из двух листов, установленных с зазором для размещения в нем механизма перемещения фрезерных головок.
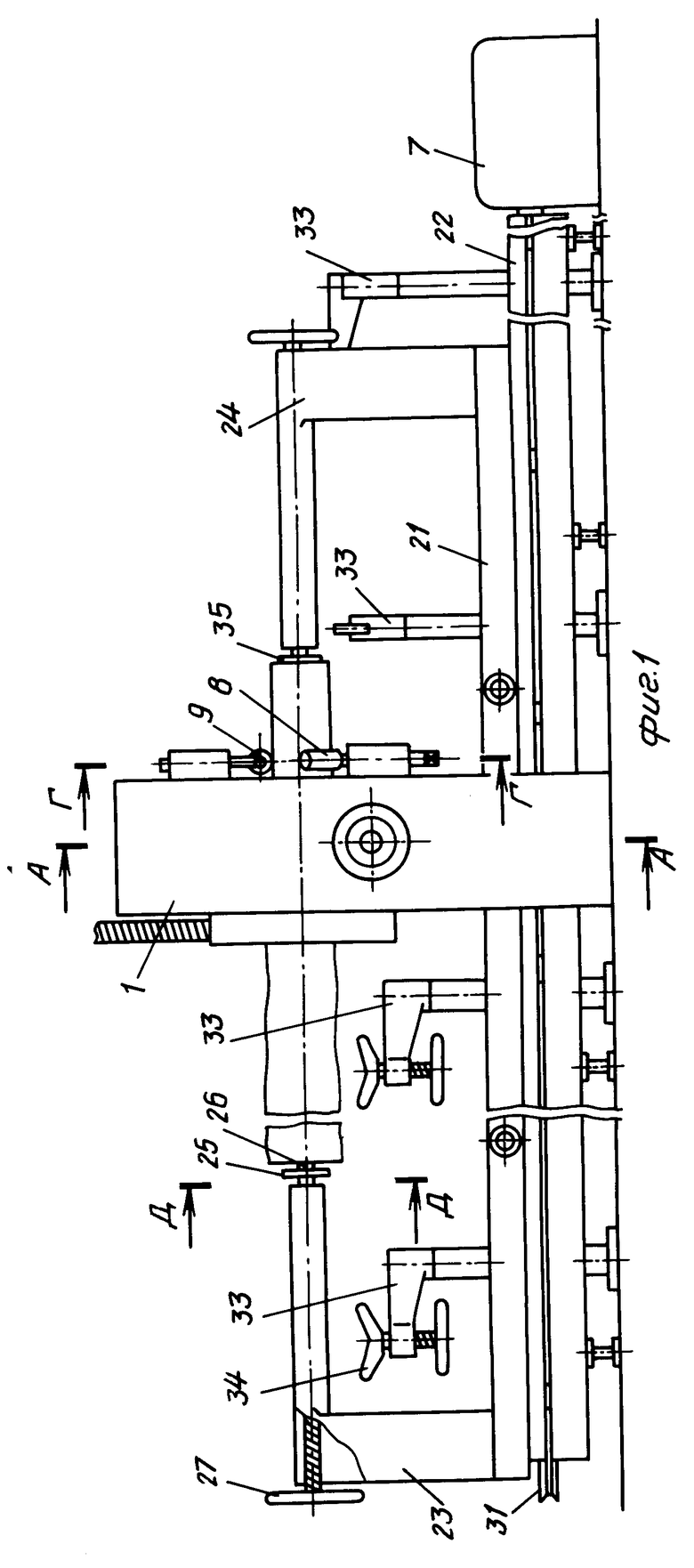
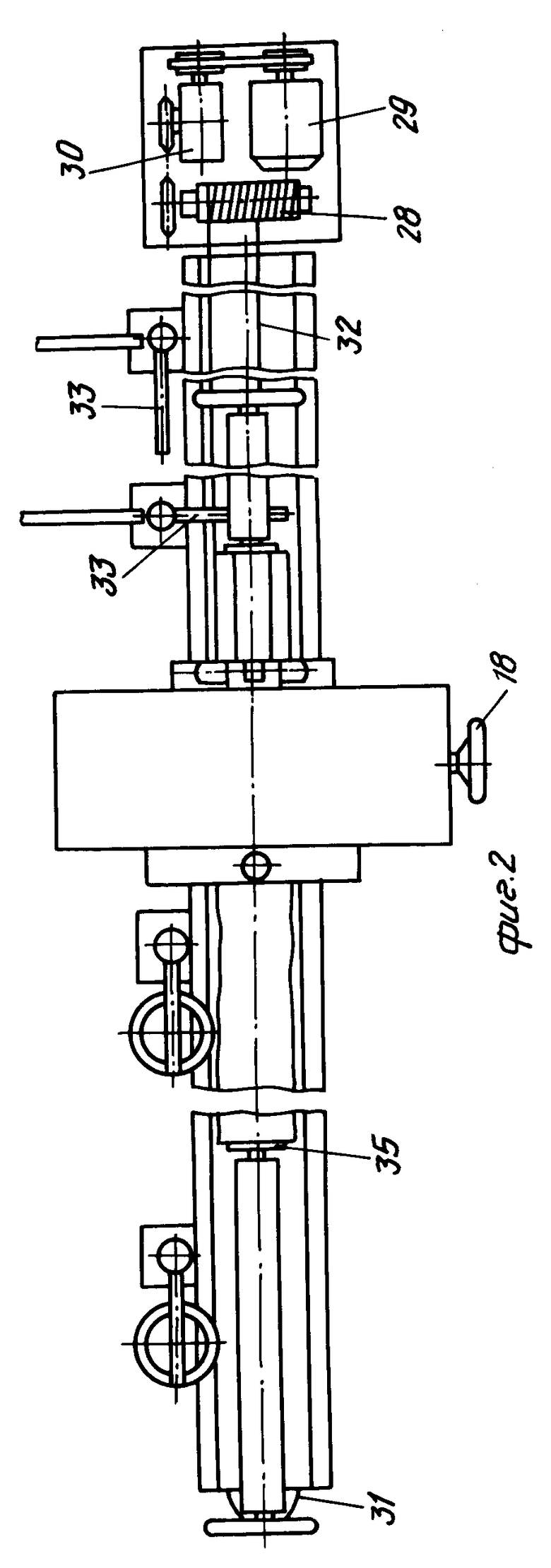
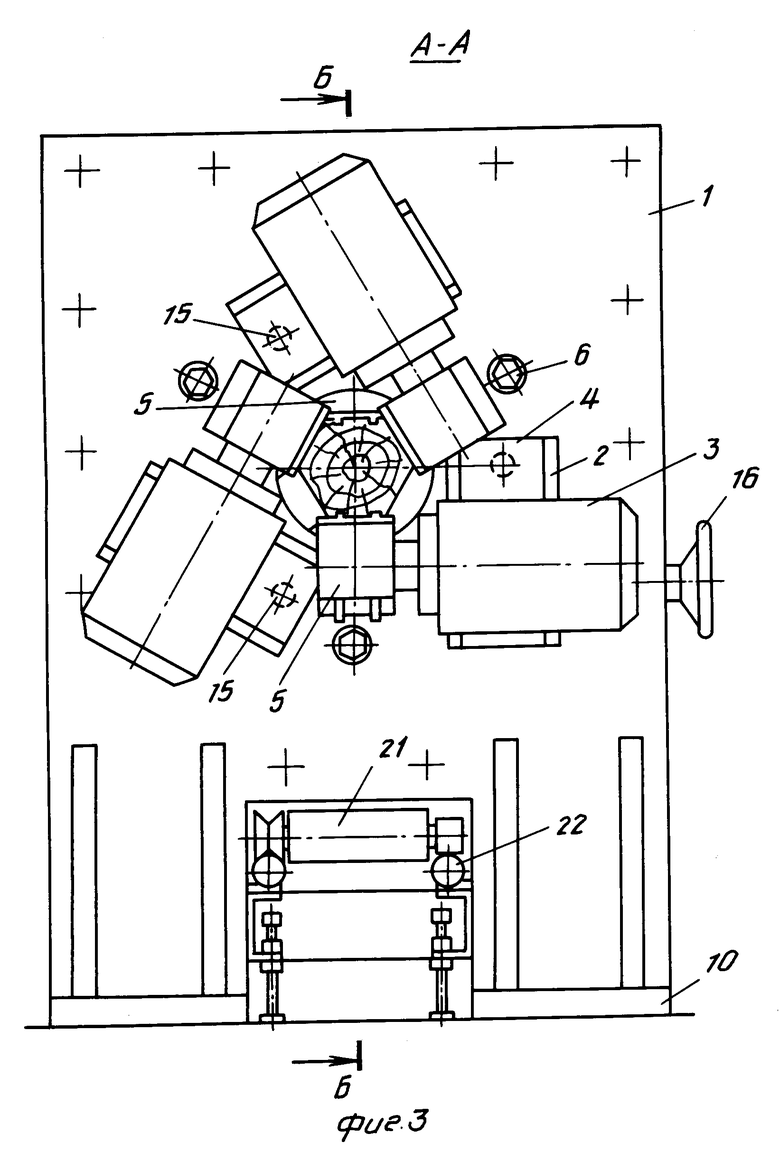
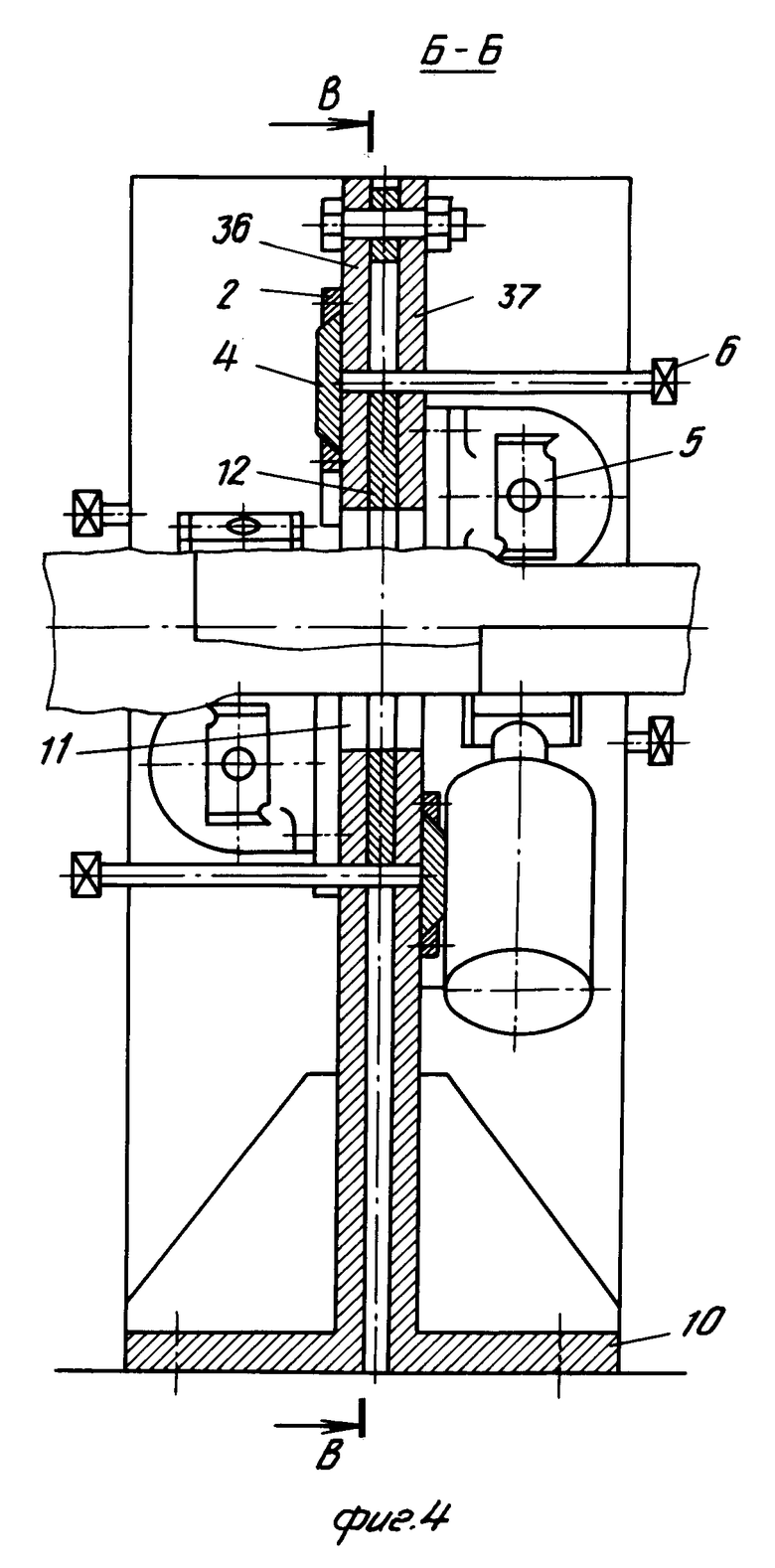
На фиг.1 изображен станок, вид сбоку; на фиг.2 то же, план; на фиг.3 разрез А-А на фиг.1; на фиг.4 разрез Б-Б на фиг.3; на фиг.5 разрез В-В на фиг. 4; на фиг.6 разрез Г-Г на фиг.1; на фиг.7 разрез Д-Д на фиг.1.
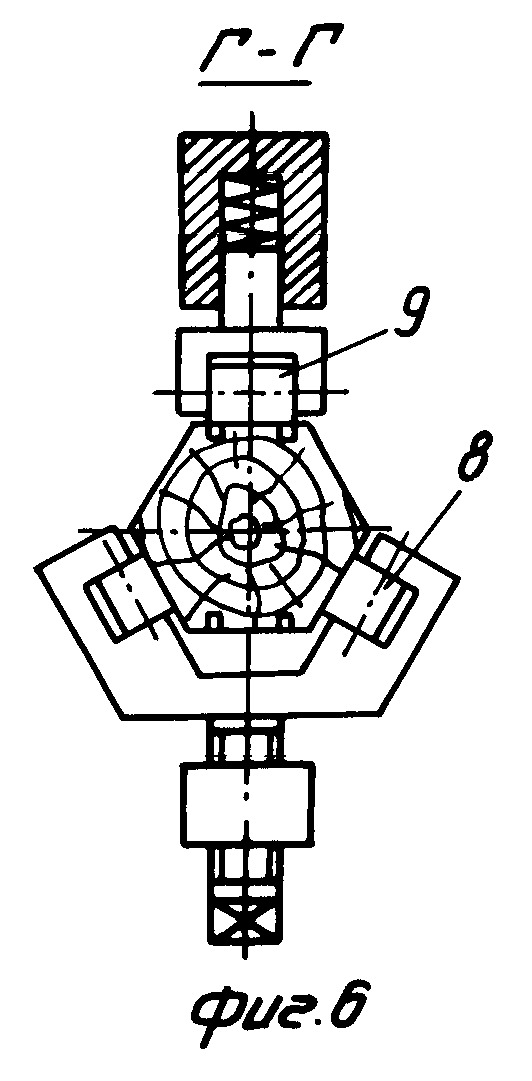
Станок содержит станину 1 с направляющими 2, установленные на направляющих фрезерные головки 3, состоящие из закрепленного на пластине 4 электродвигателя с фрезой 5 на валу, механизм перемещения фрезерных головок с указателем 38 и средство 6 их фиксации, механизм подачи заготовок с приводом 7, центрирующие 8 и прижимной 9 ролики, взаимодействующие с изделием.
Станина 1 выполнена в виде закрепленной на основании 10 поперечной вертикальной плиты с центральным отверстием 11 для прохода заготовок. Фрезерные головки 3 размещены на обоих торцах плиты равномерно по окружности, соосной с центральным отверстием 11, причем задние по ходу заготовки фрезерные головки установлены с угловым смещением относительно передних.
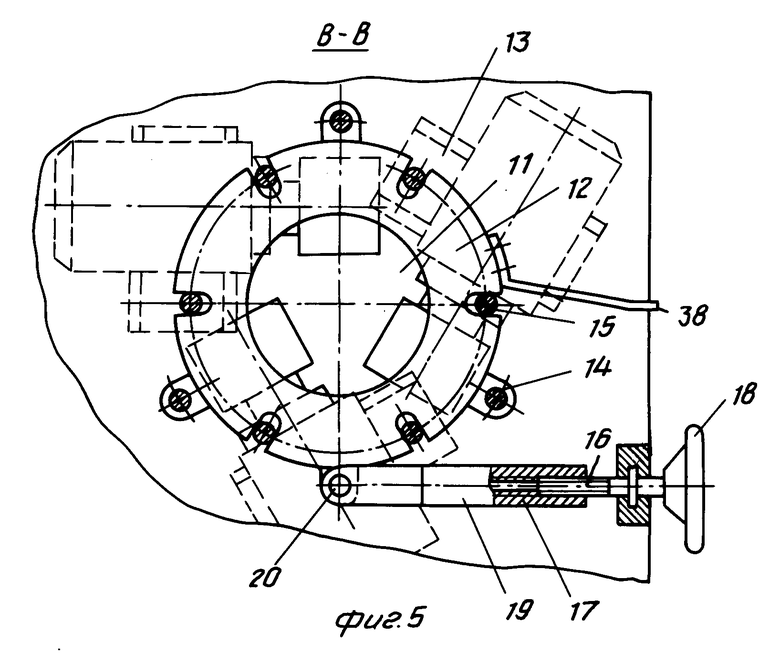
Механизм перемещения фрезерных головок выполнен в виде кольца 12 с пазами 13 по числу фрезерных головок, расположенного в плите соосно центральному отверстию 11 с возможностью поворота в опорах 14.
В пластинах 4 фрезерных головок закреплены штыри 15 с возможностью размещения их в пазах 13 кольца, в плите 1 установлены винт 16 с гайкой 17 и маховичком 18 и шарнирно связанное с ним водило 19, при этом в кольце закреплена ось 20, взаимодействующая с водилом.
Механизм подачи заготовок выполнен в виде каретки 21, установленной на направляющих 22 с возможностью возвратно-поступательного перемещения, закрепленных на каретке передней 23 и задней 24 стоек, имеющих пиноли 25 с шипами 26 на торце для взаимодействия с заготовкой, установленных с возможностью поступательного перемещения с помощью винтовой пары от маховичка 27. Привод 7 выполнен в виде барабана 28 с вращением от электродвигателя 29 через редуктор 30, расположенного в одном конце станка, блока 31, установленного в другом конце станка, и каната 32, пропущенного через блок и закрепленного обоими концами на барабане, при этом каретка 21 жестко связана с одной из ветвью каната.
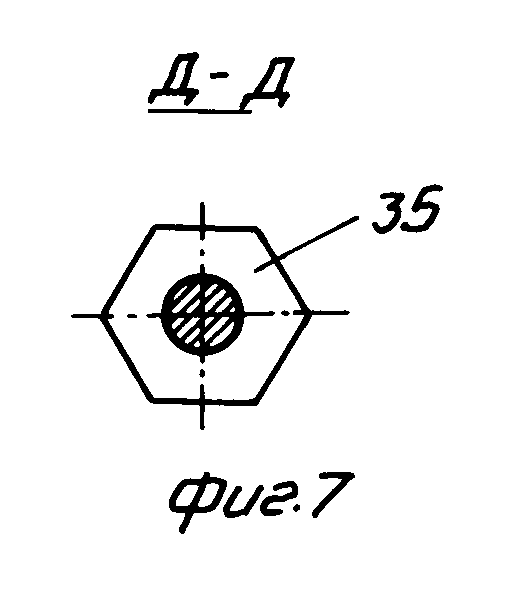
Станок снабжен опорами 33, выполненными в виде поворотных кронштейнов для размещения на них заготовок и изделий, при этом кронштейны для заготовок имеют ложементы 34, регулируемые по высоте посредством винтового соединения. Станок снабжен по меньшей мере одним шаблоном 35, закрепленным на пиноли 25 и имеющих форму, подобную сечению изделия. Плита станины может состоять из двух листов 36 и 37, установленных с зазором для размещения в нем механизма перемещения фрезерных головок.
Станок работает следующим образом.
В исходном положении каретка 21 отведена влево (фиг.1), при том стойка 24 занимает такое положение, при котором ее пиноль 25, располагаясь в центральном отверстии 11, выходит за пределы станины. Опоры 33 для заготовок (передние) повернуты к каретке 21 так, что их ложементы 34 расположены по оси станка. Опоры для готового изделия (задние) установлены параллельно каретке. Заготовка кладется на ложементы между пинолями передней и задней стоек. По горизонтали заготовка центрируется наклонными лапами ложементов по вертикали оба торца заготовки выставляются вращением маховичка винтовой пары ложемента.
Сравнивая торцы заготовки с шаблонами 35, определяют наличие и величину припусков на каждую из сторон. Затем вращением одного (или обоих) маховичка 27 зажимают заготовку, при этом шипы 26 фиксируют ее в угловом положении. Включают фрезерные головки 3 и привод 7 механизма подачи. От электродвигателя 29 через редуктор 30 вращение передается барабану 28, который канатом 32 тянет каретку 21, перемещая заготовку в рабочую зону. Проходя фрезерные головки, расположенные на переднем торце станины 1, заготовка получает частичную обработку граней, а задние фрезерные головки производят окончательную обработку. Так как и передние и задние фрезерные головки размещены равномерно по окружности, то радиальные нагрузки на заготовку сведены к минимуму.
При выходе изделия из зоны резания оно контактирует с центрирующими 8 и прижимным 9 роликами, которые обеспечивают прямолинейность готового изделия. После полной обработки привод механизма подачи отключается и каретка останавливается. При этом пиноль передней стойки 23 выходит за пределы станины станка. Опоры 33 изделия поворачивают перпендикулярно каретке, изделие раскрепляют и кладут на эти опоры. Затем каретку отводят в исходное положение. Рабочий цикл закончен. Свободные от заготовки и изделия опоры 33 не препятствуют движению каретки, так как либо вручную, либо стойками 23 и 24 отводятся в сторону.
Для переналадки станка на другой типоразмер необходимо деблокировать фрезерные головки, ослабив средство 6 фиксации. Затем вращением маховичка 18 и связанного с ним винта 16 перемещают водило 19, которое поворачивает кольцо 12. При этом штыри 15 перемещают пластинки 4 в направляющих 2, синхронно перемещая все фрезы 5 в радиальном направлении относительно центрального отверстия 11. После установки фрезерных головок на требуемый размер сечения изделия по указателю 38 они блокируются средством фиксации 6.
Станки предлагаемой конструкции могут выпускаться различной модификации: четырехсторонние, шестисторонние и восьмисторонние. Наиболее целесообразными являются шестисторонние станки. Получаемый шестигранник является наиболее технологичным материалом при строительстве котеджей, садовых домиков и "рубленных изб", при этом в дело может идти тонкомерный лес.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухсторонний фрезерно-копировальный станок | 1990 |
|
SU1824304A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
Изобретение относится к деревообрабатывающей промышленности и расширяет функциональные возможности многосторонних строгальных станков. Станок содержит станину с направляющими, установленные в направляющих фрезерные головки, механизм перемещения фрезерных головок, механизм подачи заготовок, центрирующие и прижимной ролики. Станина выполнена в виде поперечной вертикальной плиты с центральным отверстием для прохода заготовок. На обоих торцах плиты размещены фрезерные головки. Механизм перемещения головок выполнен в виде кольца с пазами и осью, при этом в пластинах фрезерных головок имеются штыри, расположенные в пазах кольца, а на оси кольца установлено водило, связанное винтовой парой с маховичком. Механизм подачи заготовок представляет собой каретку с двумя пинолями для закрепления заготовок по торцам и привода. 7 з.п. ф-лы, 7 ил.
| Деревообрабатывающее оборудование | |||
| Каталог ВНИИДМАШ, 1987 | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
