Известны фуговально-рейсмусовые станки для обработки деревянных заготовок, включающие станииу с горизонтальной фуговальной головкой, строгальные размероформируюш;ие головки, базирующе-центрирующие плиты, копвейер и магазин подачи.
Однако известные фуговальные станки с механической подачей, рейсмусовые, четырехсторонние строгальные не обеспечивают требуемой плоскостности подготовки базовых поверхностей, а также оптимальной ориентации покоробленных заготовок с точки зрения установления минимальных припусков на обработку.
Цель изобретения - повысить точность обработки газовых поверхностей заготовок и снизить припуски на строгание. Достигается это тем, что фуговальная головка и базирующе-центрирующие плиты установлены перпендикулярно опорной поверхности станины.
Базирующе-центрирующие плиты установлены на передвижЕгых рамах с возможностью перемещения во взаимно перпендикулярных плоскостях, а стойки магазина подачи установлены нопарно на подвижных рамах. Это обеспечивает оптимальное базирование покоробленных и разнотолщинных заготовок.
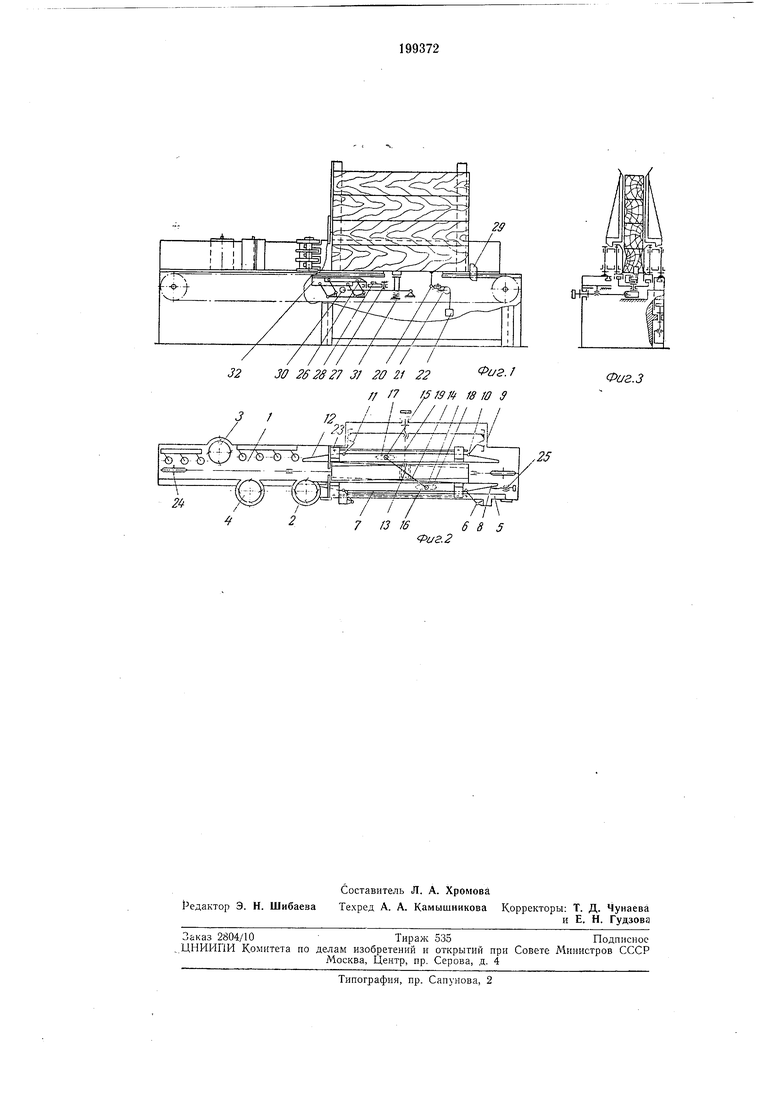
Станок состоит из станины 1, на которой смонтирована фрезерная головка 2 с пазовыми фрезами для создания технологических баз, и фрезерные головки 3 и 4 для строгания деталей в размер с двух сторон по толщине и при повторном проходе для строгания деталей в размер по ширине с одновременной выборкой необходимого профиля и иазов.
Слева на боковых стенках станины имеются направляющие пазы, в которых установлена рама 5 с кронштейнами 6. На кронштейнах на шарнирных параллелограммах 7 установлена левая базирующая плита 8.
Сверху станины на подвижной раме 9 с кронштейнами 10 смонтирована на шарнирных параллелограммах // правая базирующая нлита 12. Плиты 8 и 12 имеют строго па раллельные между собой внутренние вертикальные плоскости, между которыми и базируется заготовка при обработке.
В пазу сверху на станине имеется ползун 13 с осью. На оси ползуна установлено равиоплечное коромысло 14 с роликами 15 и 16 на концах. Ролики 15 и 16 расположены в соответствующих пазах 17 и 18 и, соединяя плиты 8 и 12, обеспечивают равное по величине и противоположное по направлению иеремещение плит, т. е. смыкание и размыкание их.
тимальная их ориентация относительно размероформирующих головок 3 и 4 с точки зрения установления минимальных припусков на снятие погрешностей формы при строгании.
Плита 8 через винт и раму 5 перемещается по вертикали так, чтобы расстояние от грризонгальной опорной плоскости стола станка до верхней кромки левой плиты было равно размеру обрабатываемой заготовки в данном направлении, т. е., чтобы при смыкании плит между ними находилась одна заготовка.
Плита 2 через винт /Я ползун 13, равноплечее коромысло 14 и раму 9 перемещается в горизонтальной плоскости относительно левой плиты 8 так, чтобы расстояние между внутренними плоскостями плит при отсутствии между ними заготовки было равно размеру готовой детали, а внутренние плоскости плит совпадали с соответствующими касательными прямыми, проведенными в направлении подачи к окружностям резания размероформирующих головок 3 к 4.
С плитой 12 через ролики 20 и трос 21 соединен противовес 22j под действием которого плита 12, а через нее и коромысло 14, и плита 8, стремясь сомкнуться, слегка зажимают заготовку, базируют и устанавливают ее в среднее положение относительно размероформирующих головок. Величина усилий зажима заготовок регулируется величиной груза 22 и составляет примерно 2-10 кг.
Заготовки запружают через магазин, представляющий собой две пары подвижных стоек 23, закрепленных соответственно на рамах 5 и .9. Подаются заготовки цепными транспортерами 24 со сменными упорами.
Удержание плит от полного смыкания при отсутствии между ними заготовок, а также незначительная подстройка их относительно размероформирующих головок производится упорным винтом 25.
Размыкание плит, необходимое для свободного нопадания между ними заготовок на опорную плоскость стола, осуществляется с помощью упора цепи, который своим нижним выступом, нажимая на планку 26 параллелограмма и отводя ее в нижнее переднее положение, поворачивает рычаг 27 вокруг оси. Рычаг, нажимая роликом 28 на боковую плоскость плиты 8, а через коромысло 14 и
на плиту 12, размыкает их. По выходе выступа упора 29 цепи из силового замыкания с планкой 26 происходит смыкание плит под действием груза 22. Чтобы исключить боковые колебания заготовки при ее надвигании на фуговальную головку 2 плиты фиксируются путем силового замыкания выступа рычага 30 с нижией горизонтальной плоскостью плиты 12 с помощью пружины 31. Для снятия фиксации
перед размыканием плит планку 26 отводят в нижнее переднее положение, а через нее- и плаику 32. Нажимая на ролик 28 планка 32 сжимает пружины 31 и освобождает систему от фиксации. Система может быть снова зафиксирована только после того, как уиор цепи выйдет из силового замыкания с планкой 32.
Предмет изобретения
1.Фуговально-рейсмусовый станок для обработки деревянных заготовок, включающий станину с горизонтальной фуговальной головкой, строгальные размероформирующие головки, базирующе-центрирующие плиты, конвейер и магазин подачи, отличающийся тем, что, с целью повышения точности обработки базовых поверхностей заготовок и снижения
припусков на строгание, его фуговальная головка и базирующе-центрирующие плиты установлены перпендикулярно опорной поверхности станины.
2.Станок по п. 1, отличающийся тем, что, с целью оптимального базиро.вания покоробленных и разнотолщинных заготовок, базирующе-центрирующие плиты установлены на передвижных рамах с возможностью перемещения во взаимно перпендикулярных плоскостях, а СТОЙ.КИ магазина подачи установлены попарно на подвижных рамах. 30 26 2S27 J7 2O 21
/ J2 I
2ff
/ // I
Фиг.з
// /7 18 10 9
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДАЮЩЕЕ УСТРОЙСТВО | 1966 |
|
SU224033A1 |
| Базирующее устройство | 1960 |
|
SU151009A1 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2009887C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Продольно-фрезерное устройство для обработки деревянных заготовок | 1978 |
|
SU927490A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Продольно-фрезерный станок | 1990 |
|
SU1794651A1 |