Применяемая в настоящее время чеканка канавок между тюбингами чугунной обделки тоннеля, в целях создания водонепронициаемости тоннеля, производится толстой свинцовой проволокой. Чеканка свинцом на ряду со своими преимуществами имеет, noMBMio дорогови-зны, и свои недостатки: вредность свинца для работающих и разъедание свинца блуждающими токами. Замена цельной свинцовой проволоки свинцовым шнуром с асбестовым сердечником не всегда себя оправдывает, так как чеканка канавок при сдвинутых тюбингах производит разрушение - скалывание свинцовой оболочки шнура и вызывает повторную чеканку вторым шнуром.
В целях устранения указанных недостатков обычно прИ|Меняе МЫ1х способов чеканки канавок и понижения стоимости чеканочных работ, данный способ предусматривает производство чеканки при посредстве железного прута, нагреваемого электрическим током. Последний подводится к пруту и к чугунной обделке тоннеля соответственно при помощи контактных роликов, прикрепленных к корпусу пневматического
молотка, и при посредстве контактного зажима.
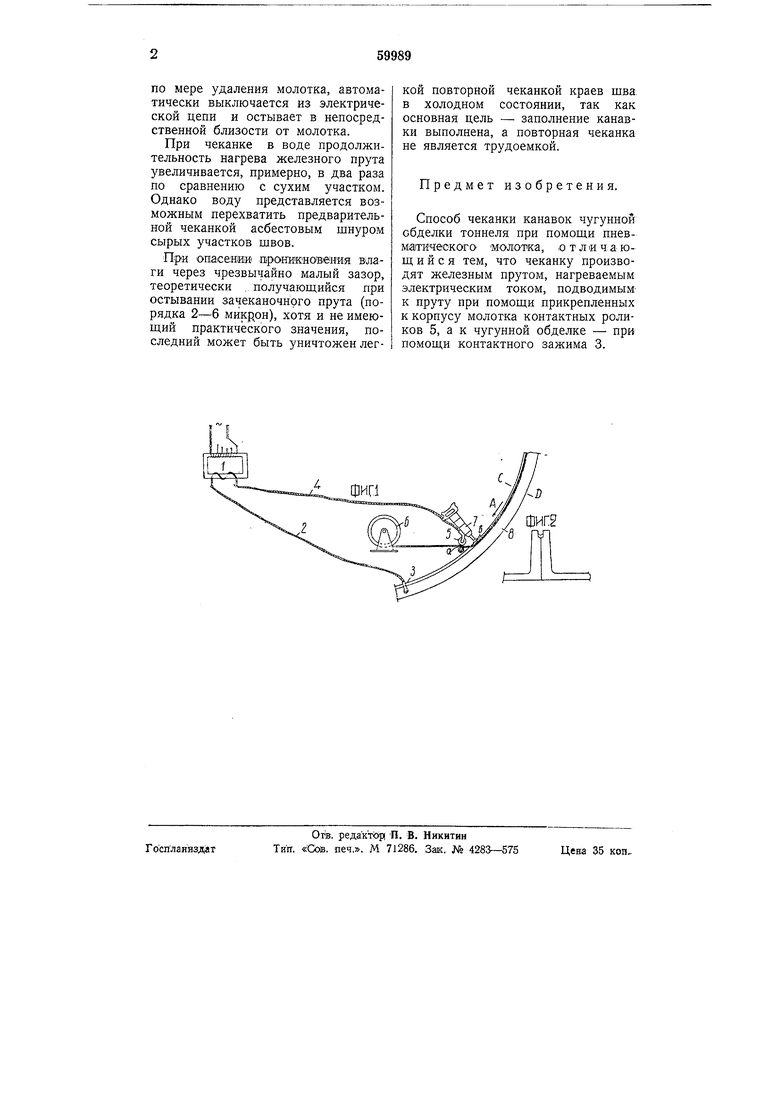
На чертеже фиг. 1 изображает схему, поясняющую применение данного способа чеканки канавок, фиг. 2 - разрез по CD фиг. 1.
На чеканочной тележке устанавливается понижающий однофазный трансформатор 1, имеющий вторичную обмотку из трех витков, напряжением около 12 вольт. Один вывод обмотки кабелем 2 присоединяется зажимом 3 к какой-либо точке чугунной обделки 8 (фиг. 1), тогда как другой вывод трансформатора 4 присоединяется к роликам 5. Замыкание вторичной обмотки трансформатора происходит включением в цепь небольшого отрезка железного прута диаметром, примерно, 10 мм, сматываемого с катушки 6 между точ1кам« (а) и (Ь). На участке (аЬ) железный прут длиною 4-8 см за короткий промежуток времени нагревается до требуемой температуры. Разогретый прут чеканится при помощи обычного пневматического молотка 7, перемещаемого по стрелке А (фиг. 1) по мере уплотнения щва. Зачеканенный отрезок прутка вьгше точки (Ь) (фиг. 1),
по мере удаления молотка, автоматически выключается из электрической цепи и остывает в непосредственной близости от молотка.
При чеканке в воде продолжительность нагрева железного прута увеличивается, примерно, в два раза по сравнению с сухим участком. Однако воду представляется возможным перехватить предварительной чеканкой асбестовым шнуром сырых участков швов.
При опасении вроникноввни-я в-лаги через чрезвычайно малый зазор, теоретически . получаюш;ийся при остывании зачекаиочнрго прута (порядка 2-6 микрон), хотя и не имеюш;ий практического значения, последний может быть уничтожен легкой повторной чеканкой краев шва в холодном состоянии, так как основная цель - заполнение канавки выполнена, а повторная чеканка не является трудоемкой.
Предмет изобретения.
Способ чеканки канавок чугунной обделки тоннеля при помоши пневматического молотка, о т л « ч а ющ и и с я тем, что чеканку производят железным прутом, нагреваемым электрическим током, подводимым к пруту при помош и прикрепленных к корпусу молотка контактных роликов 5, а к чугунной обделке - при помош,и контактного зажима 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидроизоляции швов в туннельной обделке с применением расширяющихся цементов | 1948 |
|
SU77968A1 |
| ОБДЕЛКА ТОННЕЛЯ | 1998 |
|
RU2132907C1 |
| Машина для укладки тюбингов в тоннельную обделку | 1941 |
|
SU65750A1 |
| Обделка тоннеля из бетонных блоков | 1945 |
|
SU67243A1 |
| Устройство для навинчивания резьбовых изделий | 1941 |
|
SU68647A1 |
| Ограничитель электрического тока | 1925 |
|
SU6268A1 |
| Способ и приспособление для установки топочных связей паровозных котлов | 1936 |
|
SU51147A1 |
| ЭЛЕКТРИЧЕСКИЙ МАКСИМАЛЬНЫЙ ОГРАНИЧИТЕЛЬ ПЕРЕМЕННОГО ТОКА | 1925 |
|
SU6267A1 |
| Устройство для автоматического указания при нагревании, с целью закалки изделий, о переходе материала изделия из магнитной модификации в немагнитную | 1930 |
|
SU33428A1 |
| Игрушечная электрифицированная железная дорога | 1977 |
|
SU665924A1 |
