Известная жесткая топочная связь, употребляющаяся на железных дорогах, представляет собой цилиндрический стержень с нарезками на концах, который одновременно ввертывается в нарезанные отверстия в стенках топки / и кожуха 2 (фиг. 1), затем концы связи-наружный и находящийся в топке -расклепываются в холодном состоянии.
К недостаткам существующих жестких связей нужно отнести:
1.Сложность процесса их изготовления, состоящего из следующих стадий: а) резка длинного тянутого прутка на части соответствующей длины; б) высадка концов на штамповальной машине, после чего получается черновая заготовка связи (фиг. 2); в) обточка всей наружной поверхности связи; г) нарезка концов по размерам уже нарезанных отверстий в топке и кожухе с помощью специальных метчиков; д) сверловка контрольных отверстий на торцах связи и е) постановка на место.
2.Изготовление и постановка связей, а также нарезка отверстий в топке и кожухе требуют много времени..что приводит к большим простоям котлов в капитальном ремо- те.
3.Связи текут в процессе эксплоатации паровоза и требуют постоянной чеканки. Из-за течи связей много паровозов выбывает из строя, особенно в местах с суровым климатом. От чеканки же портятся котельные стенки, которые раньше времени выбывают из строя.
4.Существующие связи вызывают необходимость иметь большое специальное оборудование: штамповальные машины, точные токарно-винторезные станки, большое количество разнобразных метчиков, шаблонов для проверки резьб и т. д., а также большой штат рабочей силы.
Изготовление анкерных болтов и их постановка (на фиг. 3 цифрой 3 обозначен потолок топки и -потолок кожуха) еще более сложны и страдают теми же недостатками, что и жесткие связи.
Для устранения указанных недостатков предлагается крепление концов связи в стенках кожуха и топки осуществлять помощью кузнечной сварки путем разогрева мест стыков связи и листов до сварочного жара
током от контактной сварочной машины. Для сращивания металла стенок с металлом связи концы нагретой связи раздаются ударами по бородку, который вставляется в контрольные отверстия связи.
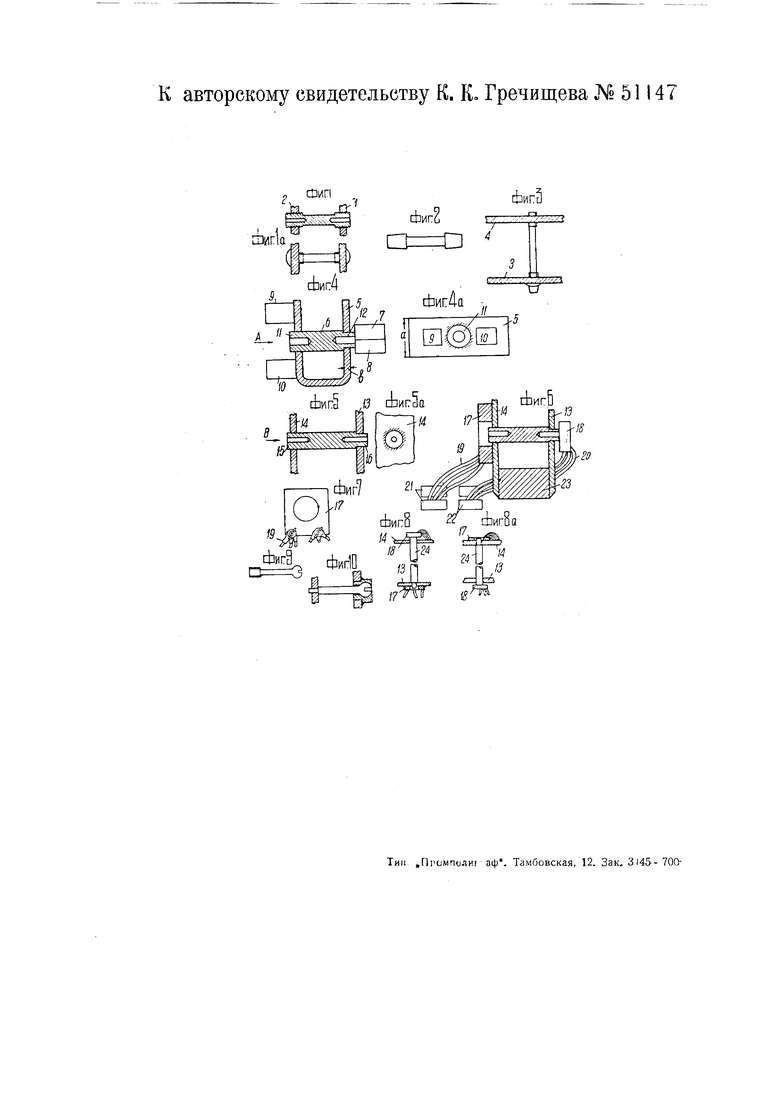
На чертеже фиг. 1, 1а изображают общеизвестное скрепление помощью жестких топочных связей; фиг. 2- черновую заготовку жесткой связи; фиг. 3- обычное скрепление помощью анкерного болта; фиг. 4 и 4i поясняют предварительный опыт автора, причем фиг. 4(г изображает вид по стрелке А на фиг. 4, а фиг. 5,5а - предлагаемый способ установки топочных связей (фи. 5а-вид по стрелке В на фиг. 5); фиг. б -схему приспособления для осуществления этого способа; фиг. 7-деталь контакта; фиг. 8-10-варианты установки разного рода связей.
Основой изобретения послужил следующий поставленный автором опыт. В два противоположно просверленные отверстия изогнутой железной полосы 5 (фиг. 4), имевшей ширину и 80 мл{ и толщину 5 5 мм, был вставлен железный стержень 6 указанной на фиг. 4 формы. Затем вся система была зажата в контакты 7, 6, 9, 10 контактной стыковой машины. После замыкания первичной обмотки трансформатора металл полосы 5, расположенный вокруг отвеостий, нагрелся за несколько секунд до сварочного жара. До этой температуры полоса нагрелась с каждой стороны вокруг отверстий по всей своей толщине. На полосе 5, таким образом, вокруг концов 11, 12 стержня 6 образовались кольца желтого и красного цвета шириной не более 4 ми и толщиной, равной толщине полосы 5 (показано штриховкой на фиг. 4aj. До той же температуры нагрелись концы 11, 12 стержня 6. После нагревания, путем раздачи ударами молотка по бородку (не особенно сильными) сначала конца // в своем отверстии, а потом конца 12, получилась вварка стержня в отверстия полосы. Середина стержня при этом опыте не нагревалась. Нагревались только концы, потому что ток, переходя с полосы на концы стержня
(а потом в контакты / V( 8, плотно сведенные вместе), встречал сопро тивление со стороны кольцевых слоев воздуха, расположенных в отверстиях (сопротивление зазора между стержнем и отверстием). Преодолевая это сопротивление, ток в этом месте развивал теплоту, которой и были нагреты концы, а также металлические полосы вокруг отверстий. Процесс нагрева длился около 5 секунд
Основываясь на означенном опыте предлагается следующий способ установки топочных связей паровозных котлов. Упомянутая выше жесткая связь заменена при этом связью, имеющей вид, указанный на фиг. 5 и без нарезки на концах. После постановки связи на место кольцевой слой металла топки 13 и кожуха 14, небольшой по ширине (заштрихован на фиг. 5а), расположенный вокруг концов связи, нагревается током до сварочного жара. Одновременно до той же температуры нагреваются периферийные слои концов связи. По достижении этого нагрева раздается в отверстии сначала конец 15, а потом конец 16 с помощью бородка, вставленного в шпиндель пневматического молотка. В результате такой раздачи концов через контрольные отверстия (диаметр которых делается несколько больше обычного) связь вваривается, причем приварка каждого конца в стенке происходит по всей наружной поверхности его, находящейся в отверстии, т. е. на кольце, ширина которого равна толщине стенки. Получается крепкая вварка без какого-либо зазора между отверстием и поверхностью связи. Выступающие концы связи оставляются не расклепанными.
На фиг. б изображена схема приспособления для осуществления предлагаемого способа. Разогрев стенок и концов связи производится с помощью двух контактов 17 и 18. сделанных из красной меди и охлаждаемых водой. Контакт 17 (фиг. 7) накладывается на стенку так, чтобы конец связи поместился в кольцевом отверстии контакта (фиг. б). Другой же контакт 18 (без отверстия) прикладывается к торцу связи и служит
;цля соединения тела связи со вторым зажимом сварочной машины. Каждый из контактов прижимается к своему месту при помощи приспособления работающего сжатым воздухом. От контактов 17 и 18 идут гибкие сварочные провода 19, 20 (сечением не менее 60 мм каждый), концы которых зажимаются в плоские контакты 21, 22 контактной стыковой машины. Цифрой 23 на фиг. 6 обозначено обвязочное кольцо топки.
Что касается анкерных болтов, то вварка их (фиг. 8, 8й) ничем не отличается от вварки жестких связей. Если болт 24 будет ставиться из топки, то на торец его, находящийся внутри топки, будет накладываться контакт 18 (с большим отверстием чем контрольное), прижимаемый воз.духом, благодаря чему представится возможным раздать болт сверху, а потом вварить его нижний конец, воспользовавшись отверстием в контакте для раздачи бородком. Контакты убираются только после вварки обоих концов. Подвижная связь (фиг. 9) при вварке контактым способом должна будет иметь конец, показанный
на фиг. 10, беа всякой нарезки. Во избежание приварки шаровой головки к седлу втулки головка перед вваркой должна покрываться толстым слоем мазута.
Предмет изобретения.
1.Способ установки топочных связей паровозных котлов, отличающийся тем, что крепление концов связи в стенках кожуха и топки осуществляется при помощи кузнечной сварки, необходимая температура для которой создается разогревом мест стыков связи и листов током от контактной сварочной машины, а сращивание металла стенок с металлом связи-раздачей концов нагретой связи ударами по бородку, вставляемому в контрольные отверстия связи.
2.Приспособление для осуществления способа по п. I, отличающееся применением контактов 17 и 18 (фиг. б), из которых первый с кольцевым вырезом в средине предназначен для подвода тока к листам топочной коробки, а второй-для соединения тела связи со вторым зажимом сварочной машины.
Шип
f
сЬигЭ
сЬигб
сЬиг4
сЬигДа ,
,//
/LZ
Ьиг5 ,113 сЬиг5а
шиги Ш/4 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДНИЩА КОНСЕРВНОЙ БАНКИ (ВАРИАНТЫ) | 2006 |
|
RU2397037C2 |
| Способ вварки стержней | 1947 |
|
SU74360A1 |
| Паровозный котел | 1936 |
|
SU58109A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКОВ ДЛЯ НАРЕЗКИ АНКЕРНЫХ ОТВЕРСТИЙ В ПАРОВОЗНЫХ КОТЛАХ | 1924 |
|
SU3824A1 |
| ПОДЖИМАЮЩИЙ МЕХАНИЗМ СО СТЕРЖНЕМ, ИСПОЛЬЗУЕМЫЙ В КОНСТРУКЦИИ ДЛЯ СОДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2010 |
|
RU2561845C2 |
| АНКЕРНОЕ УСТРОЙСТВО | 2001 |
|
RU2228405C2 |
| ТЕРМОСИФОН ПАРОВОЗНОГО КОТЛА | 1937 |
|
SU54635A1 |
| КИПЯТИЛЬНИК ДЛЯ ВОДЫ | 1926 |
|
SU6418A1 |
| СПОСОБ МОНТАЖА НОВОЙ ТРУБЫ ВНУТРИ СУЩЕСТВУЮЩЕГО ТРУБОПРОВОДА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ УСТРАНЕНИЯ ОТРЕЗА НОВОЙ ТРУБЫ | 1989 |
|
RU2025635C1 |
| Выключатель | 1945 |
|
SU70332A1 |