1
Изобретен1 е относнтся к уетановкам для изготовления ковров из облицовочиой нлиты, иримсняемых при отделке облицозочно) иоверхыоети, например железобетонных плит для строительства различных зданий и сооружений.
Известна установка для изготовления козрикои из облицовочной и„1И1ки, включаюнщя устройство д.,1я наклейки ллнток, транспортер, камеру суипчи, накоиител), бунке-р. ycipuitcrlio для наклейки и;1иток выполнено с качаюН1,ейся нггоркой, ко1орая связана с ио 1о;ны() пружины с новоротным сектором, емочтпро 1анпым на горизонтальной оси 1J.
Недостатком этой установки является то, что она не обеспечивает высокого качесгиа изделия.
Наиболее близким техническим решением является установка для изготовления ковроз из облицовочной плитки, включающая питатель, склиз, приспособление для подачи ociioвы ковра, клееианоситель, роторный кондуктор в барабана с обечайкой, sia которой закреплены иглы, отборочный траиспоптер,суujiLibHoe устройство и резательное приспособление с механизмом отключения 2.
Такая установка ненадежно нрикленвает облицовочную плитку к основе ковра. Это объясняется тем, что основа ковра, нанример бума|-а, накалываясь па иглы и располагаясь на
2
и11линдр1;чсско11 по:5ерхности роторного кондуктора, приобретает криволинейнхю форму, Б то время как уложенные i;;; iiee облшшвочныс илитки илкчот нлоскхю криволинейную форму. При это.1 к основе ковра приклеивается только средняя лшшя л., что приводит к ее выпаданию 1з ков;)а, кроме того, известна-/ установка уменьн1ает прочность основы )a, Tai-; как пронсходит ее сквозное прока.,annL iii;ia ni iUJTOpiioro кондуктора.
Це.п, ирсдлагаемо:-о пзоб|)егения - - иовыше; i:e паде/кнос-1и и качест1 а изделия.
Д.тя -лого в хстановке для изготовления KOiJpOB из облицовочной iKiiiTKH, включающе п)ггатель, , нр1;С11Особленце д.тя подачи основы ковра, клеенанос ггель, роторный кондуктор в виде барабана с обечайкой, на которой закреплены иглы, отборочный транспортер, сушнлвное ycTpoiiCTBO и резательное приспособлсИпе с механизмом отключення, предусмотрено приспособленне для подачи основы ковра в виде бесконечного гнбкого тягового элемента, огибаюндего роторный кондуктор, пр11чем выходная часть гнбкого элемента служ1;т отборочным трапспортером. Кроме того, в становке выходная часть склиза может быть снабжена пластинчатой нр жмной п эластнчной подушкой, взаш.юдействуюшей с плиткой, а дншие склнза выполиепо с проре., обечаГ1ка е кг.та.мн барабана роторного
кондуктора может быть выполнена сменной, а резательное приспособление может быть выполнено в виде подпружнненного рычага с пилообразным ножом и взаимодействующим с ним магнитом.
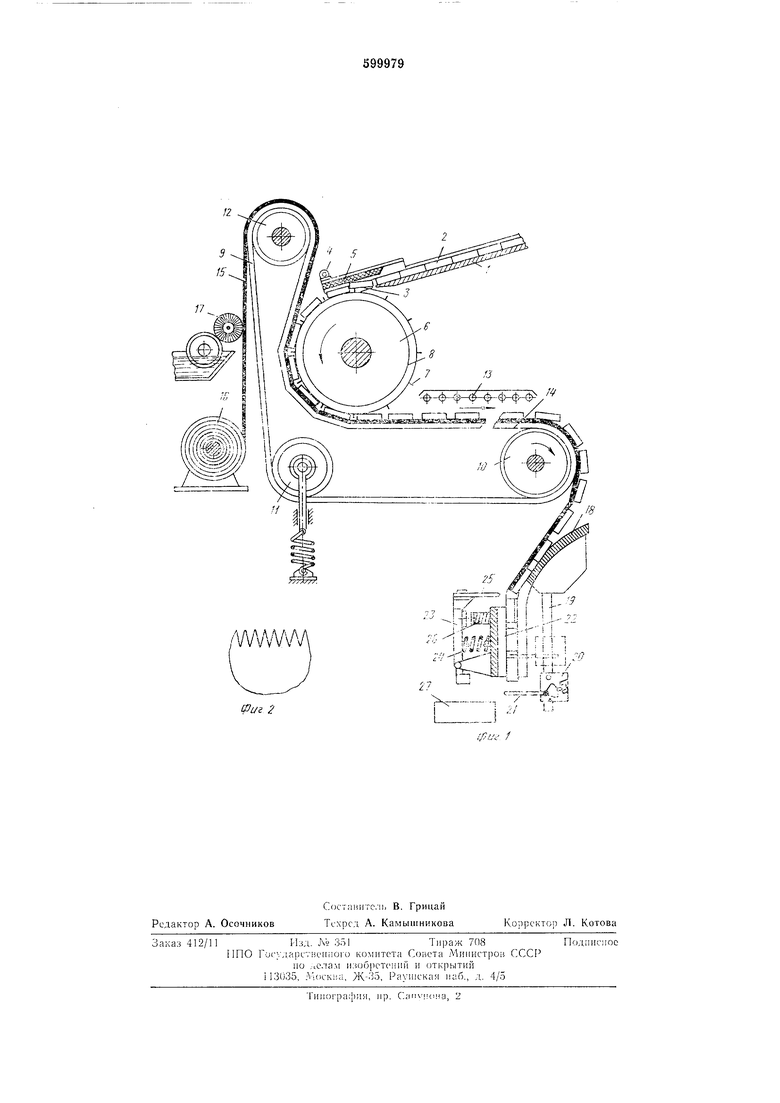
На фиг. 1 изображена установка для изготовления ковров из оолицоБОчной плитки, общин вид; на фиг. 2 дан пилообразный иож.
Установка для изготовления ковров из облицовочной плитки состоит из следуюпдих осиовных узлов 1; деталей.
На питателе 1 расположены облицовочные илитки 2. Питатель имеет склиз 3 с ирорезью в днище. Выходная часть склиза снабжена пластинчатой пружиной 4 и эластичной под шкой о, взаимодействующей с облицовочной плиткой. Склиз 3 примыкает к ротордюму кондуктору б, вынолненному в виде барабана. Иглы 7 закреплены на барабане с обечайкой 8, причем обечайка 8 с И1лами 7 выполнена сменной. Часть роторного кондуктора G огибает бесконечный гнбкий тяговый элемент 9, расположенный на приводном барабане 10, натяжном барабане li н отклоняющем барабане 12. Выходной конец бесконечного гнокого тягового эле.мента 9 проход1гг через сушильное устройство 13 н служит отборочным транспортером 14. На бесконечный гибкий тяговый элемент 9 в районе отклоняющего барабана 12 наложена основа ковра 15, нанример бумажная, которую сматывают с бобины 16 и промазывают клеенаносителем 17. На выходном участке отборочного транснортера 14 расположен профилированный склиз 18, с установленной гш нем пттангой 19 с отключающи.м устройством 20 и флажком 21. На профилированном склизе 18 укреплено резательное нрнснособление 22, выполненное в впде рычага 23, подпружиненного пружипой сжатия 24, с пилообразным ножом 2б и взаимодейетвующим с ним магнитом 26. Под резательным нрнсиособлением 22 расположен стонировщик 27.
Установка работает следующим образом.
Вращаясь, приводной барабан 10 перемещает бесконечный гибкий тяговый элемент 9 с находящейся на нем бу. оеновой ковра 15, при этом происходит вращение роторного кондуктора 6 п нанесение клея на основу ковра 1о с помощью клеенаносителя 17. При вращении роторного кондуктора 6 расположенные на барабане с обечайкой 8 иглы 7 входят в прорезь в днище склиза 3, захватывая находящуюся на выходном конце склиза 3 первую облицовочную плитку 2. Следующую за ней облицовочную плитку 2 эта же игла 7 поднимает вверх и прижимает ее к эластичной подущке 5, оставляя ее пеподвижной. Нроскальзывая но нижней части этой облицовочной плитки 2, иглы 7, упрфаясь в торец первой облицовочной плитки 2, заставляют ее неремещаться. При этом облицовочная плитка 2, преодолевая сопротивление пластинчатой пружины 4, выходит из склиза 3 и ложится на поверхность роторного кондуктора 6. Оставщиеся на склизе 3 плитки 2 под действием
собственного веса и вибрационных сил питателя перемещаюкя к ьылиду склиза 3 до упора с пластинчатой пружиной 4. возможно благодаря тому, что нрлжатая ранее к эластичной нодушке 5 облицовочная плитка 2 осзобиждасгся о г воздействия иглы 7, онус аегся на д11И1це склиза 3 и, не исиыгывая ооjici,: синро11,влсния, нсремсщаегся и занимает ЛКСТО на выходе.
Уложенные на новерхность роторного кондуктора 6 облицовочные плитки 2 переносятся i3 зину охвата их бесконечным гибким тяговым элементов 9 с находящейся на нем бумажной основой 15, поверхность которой ранее промазала клеем клеенаносителем 17. При вращенли роторного конд ктора и бумажная основа 1о промазанной клеем стороной облегает облицозочные нл гтк;1 2, полностью копируя ео поверхность U ироизводя равномерное ее обжатие. При копировании поверхностей облицоаоч;1ых плиток 2 бумажная основа 15 вместе с бесконечным гибким тяговым элементом 9 приобретает ломаную линию миогоугольника, это ибеснечиваст значгтельный коэффицкe.iT сцеплсдшя, предотвращающий нроскальзызааие бумажной основы 15 по облицовочныл ллиткам 2.
Но .мере далы1е 1нтего нродвижепия облт1цовочная нлитка полностью приклеивается к бумажлой основе ковра и на выходе остается на neii, выходя из зацепления с иглами 7 ротор;ioro кондуктора б. Выходная часть бесконечного гибкото тягового элемента 9, сл жащая отборочным транснортером 14, проходит через сущильпое устройство 13, состоящее, например, пз набора электронагревательных элеMCiiTOB. iipii этом происходит сущка клея и окончате.тьное закрепление облицовочных к бумажной основе ковра.
При сходе с приводного барабана 10 бумажная основа с оолицовочными плитками попадает на профилированный склиз 18, но которому, продви1аясь вниз, в зону резат(.1Ы10го прлсиособления 22, где, воздействуя па qJлaжoк 21 отключающе1-о хстройства 20, замыкает цепь шгтапия магнита 26. Сердечник магнита 26 притягивает к себе рычаг 23 с нилообразны.м ножом 25, который пере11сзает бумажную основу ковра 15, тем сал-,ым отсекает от нее определенной длины коьер. итсечошый ковер, надая вниз на стопировщик 27, освооождает от своего воздействия флажок 21, при этом отключающее устройство 2о отключает .1агпит 26. Под действием иружины 24 рычаг 23 возвращается в исходное положиние, нри этом пилообразный нож 25 освобождает нуть для прохода бумажной основы с облицовочными плнтками. В момент разрезання основы движение ее не прекраплается, и увеличивающаяся ее длпна компенсируется криволиней 1ой поверхностью профилированного склиза 18, с которого по мере прекращения цикла реза основа соскальзывает вниз. Неремещая по щтанге 19 отключающее ycTpoiicTBO 20 с флажком 21,
можно регулировать длину отрезаемых облицовочных ковров.
Установка для изготовления ковров из облицовочной плитки позволяет повысить надежность приклеивания облицовочных плиток к основе ковра, сохранить ее прочностные характеристики, уменьшить габаритные размеры и упростить конструкцию за счет эластичной подушки. Кроме того, установка становится универсальной без значительных переделок при применении сменной обечайки с иглами, что позволяет выпускать облицовочные ковры различных типоразмеров плит и резать ковры любого размера по длине.
Формула изобретения
1. Установка для изготовления ковров из облицовочной плитки, включающая питатель, склиз, приспособление для подачи основы ковра, клеенаноситель, роторный кондуктор в виде барабана с обечайкой, на которой закреплены иглы, отборочный транспортер, сушильное устройство и резательное приспособление с механизмом отключения, отличающаяся тем, что, с целью повышения надел.ности
и качества изделия, приспособление для подачи основы ковра выполнено в виде бесконечного гибкого тягового элемента, огибающего роторный кондуктор, причем выходная часть гибкого элемента служит отборочным транспортером.
2.Установка по п. 1, отличающаяся тем, что выходная часть склиза снабл ена иластинчатой пружиной и эластичной подушкой, взаимодействующей с плиткой, а днище склиза выполнено с прорезью.
3. станоБка по п. 1, отличающаяся тем, что обечайка с иглами барабана роторного кондуктора выполнена сменной.
4. Установка по п. 1, отличающаяся тем, что резательное приспособление выполнено в виде подпружиненного рычага с пилообразным ножом и взаимодействующим с ним магнитом.
. Источники информации,
иринятые во внимание при экспертизе
1.Авторское свидетельство СССР № 431017, кл. В 28В 15/00, 1972.
2.Авторское свидетельство СССР Л 139222, кл. Е 04В 21/02, 1961.
--1 kp4 г
.... I -I-- г -.., I ;
(
.
/ i. г,-:
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для укладки мозаичной фасадной или другой плитки в ковер | 1959 |
|
SU139222A1 |
| Установка для изготовления ковров из облицовочной плитки | 1986 |
|
SU1441037A1 |
| Устройство для резки мозаичных ковров на бумажной основе | 1982 |
|
SU1046099A1 |
| Установка для изготовления ковров из облицовочной плитки | 1987 |
|
SU1502762A2 |
| Способ изготовления ковров из стеклянной мозаичной плитки | 1983 |
|
SU1150232A1 |
| Устройство для изготовления полотен облицовочных плиток | 1976 |
|
SU662358A1 |
| Устройство для порядной выдачи плиток двух цветов | 1975 |
|
SU570503A1 |
| Линия укладки стеклоплиток в ковры | 1985 |
|
SU1399184A1 |
| ЛИНИЯ СОРТИРОВКИ МНОГОКОМПОНЕНТНОЙ СМЕСИ | 2007 |
|
RU2359758C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ПЛИТОК МЕТОДОМ НАПЛАСТОВАНИЯ | 1969 |
|
SU250704A1 |