Изобретение относится к устройствам для производства облицовочных плиток.
Известны установки для производства керамических плиток методом напластования, содержащие транспортеры подачи подставок и напластования, отгонный транспортер, транспортер ориентации подставок с заданным шагом, угловой транспортер и механизмы очистки боковых граней подставок, выравнивания и резки пласта на плитки.
Цель изобретения - синхронизация работы ленточного пресса в период напластования глиняной массы на подставку с транспортером напластования. Достигается это тем, что ведущий барабан транспортера напластования выполнен с фрикционным «помощником, содержащим ведомый и ведущий диски, прижимаемые друг к другу подпружиненным кольцом и соединенные между собой подпружиненными болтами, причем ведомый диск закреплен на валу ведущего барабана на шлонке, а ведущий диск смонтирован на этом же валу с возможностью осевого перемещения при помощи привода.
Установка снабжена ленточным прессом, мундщтук которого смонтирован с наклоном в сторону движения транспортера напластования.
фрикционный «помощник ; на фиг. 3 - мундщтук.
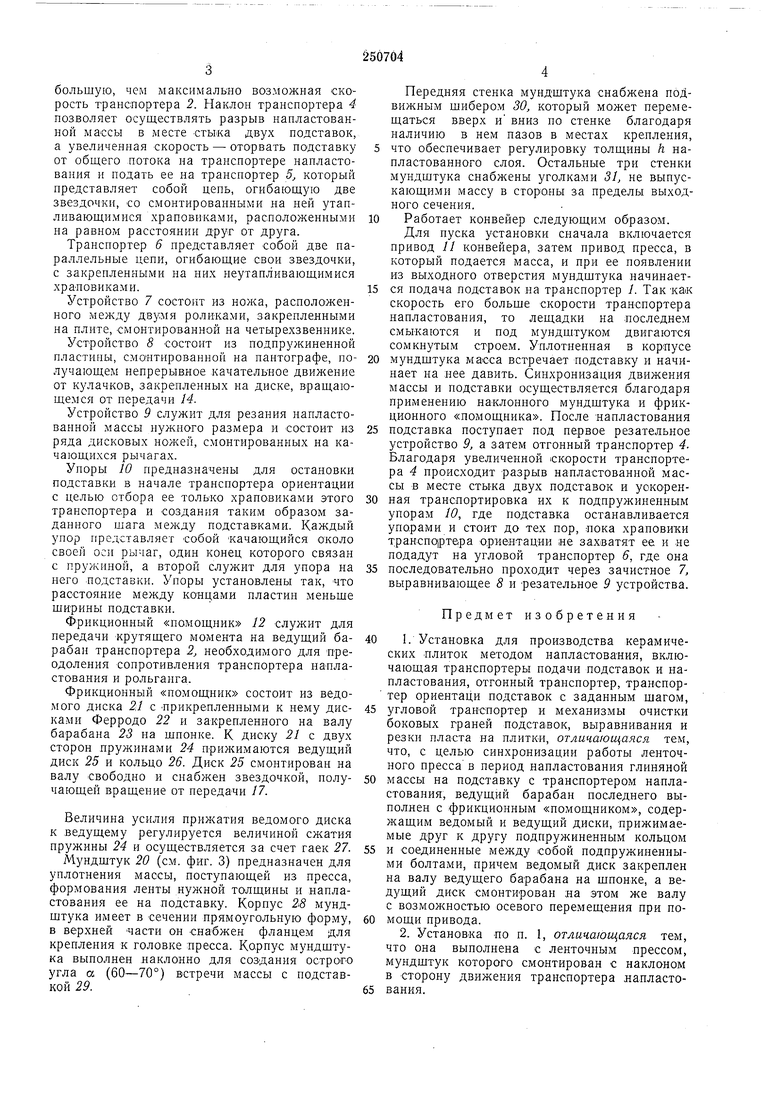
Конвейер состоит из транспортера / подачи подставок, транспортера 2 напластования,
поддерживающего рольганга 3, отгонного транспортера 4, транспортера 5 ориентации подставок с заданным щагом, углового транспортера 6, двух устройств 7 для зачистки боковых сторон подставок, выравнивающего
устройства 8, двух резательных устройств 9, двух подпружиненных упоров 10 для остановки лещадки, привода 11, фрикционного «помощника 12, цепных передач 13-17, конической передачи 18, ленточного пресса 19 и
мундштука 20. Все транспортеры устройства получают движение от привода // через соответствующие передачи.
Транспортер I представляет собой бесконечную прорезиненную ленту, получающую
дви кение от передачи 16.
Транспортер 2 - бесконечная плоская лепта, получающая движение от передачи 17 через фрикционный «помощник 12 и от выходящей из мундштука керамической ленты,
толкающей подставку, покоящуюся па ленте. Скорость ленты при этом больше, чем максимальная ее скорость при напластовании.
большую, чем максимально возможная скорость транспортера 2. Наклон транспортера 4 позволяет осуществлять разрыв напластованной массы в месте стыка двух подставок, а увелнченная скорость - оторвать подставку от общ,его потока на транспортере напластования и подать ее на транспортер 5, который представляет собой цепь, огибающую две звездочки, со смонтированными на ней утапливающнмпся храповиками, расположенными на равном расстоянии друг от друга.
Транспортер 6 представляет собой две параллельные цепи, огибающие свои звездочки, с закрепленными на них неутапливающимися храловиками.
Устройство 7 состоит из , расположенного между двумя роликами, закрепленными на плите, смонтированной на четырехзвеннике.
Устройство 8 состоит из подпружиненной пластины, смонтированной на пантографе, получающем непрерывное качательное движение от кулачков, закрепленных на диске, вращающемся от передачи 14.
Устройство 9 служит для резания напластованной массы нужного размера и состоит из ряда дисковых ножей, смонтированных на качающихся рычагах.
Упоры 10 предназначены для остановки подставки в начале транспортера ориентации с целью отбора ее только храповиками этого транспортера и создания таким образом заданного ujara между подставками. Каждый упор представляет собой качающийся около своей оси рычаг, один конец которого связан с пружиной, а второй служит для упора на него подставки. Упоры установлены так, что расстояние между концами пластин меньще щирины подставки.
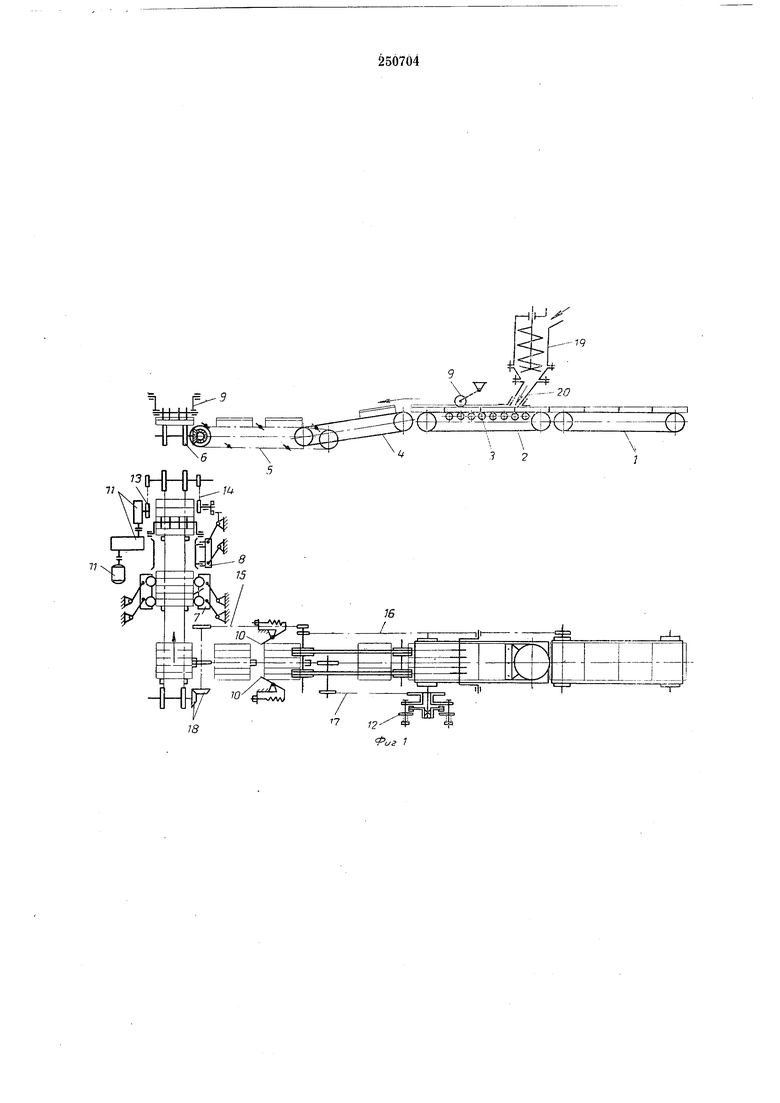
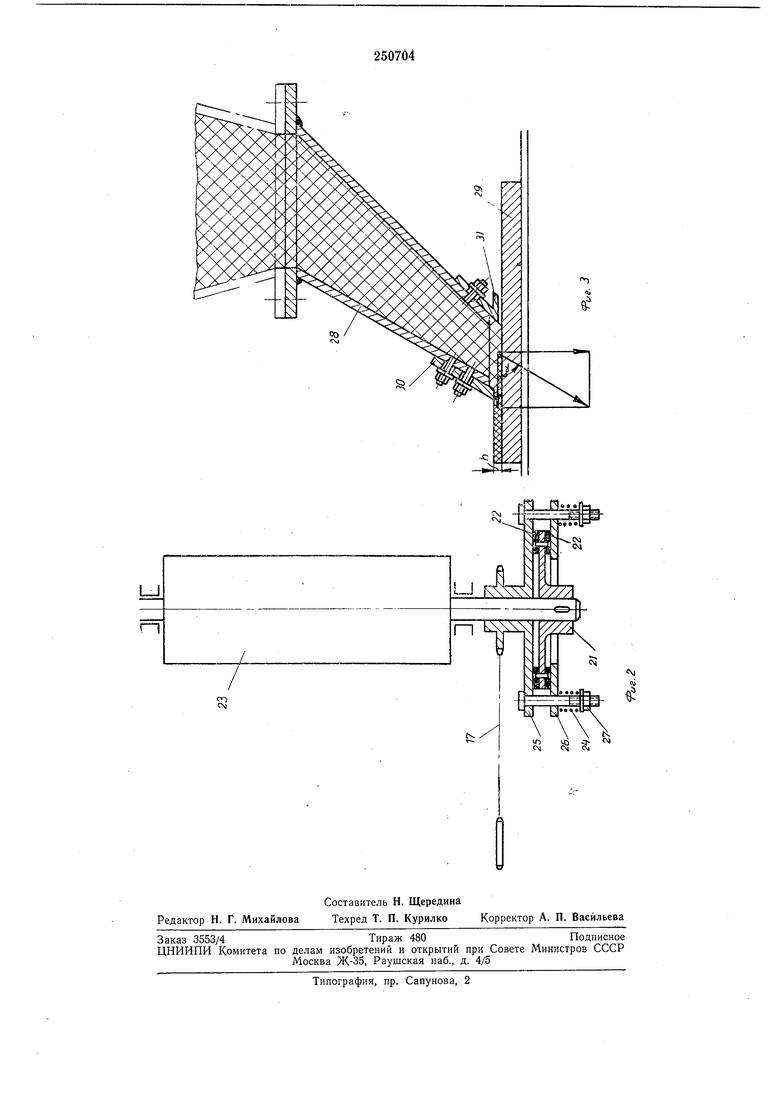
Фрикционный «помощник 12 служит для передачи крутящего момента на ведущий барабан транспортера 2, необходимого для преодоления сопротивления транспортера напластования и рольганга.
Фрикционный «помощник состоит из ведомого диска 2:1 с Прикрепленными к нему дисками Ферродо 22 и закрепленного на валу барабана 23 на шпонке. К диску 21 с двух сторон пружинами 24 прижимаются ведущий диск 25 и кольцо 26. Диск 25 смонтирован на валу свободно и снабжен звездочкой, получающей вращение от передачи 17.
Величина усилия прижатия ведомого диска к .ведущему регулируется величиной сжатия пружины 24 и осуществляется за счет гаек 27.
Мундщтук 20 (см. фиг. 3) предназначен для уплотнения массы, поступающей из пресса, формования ленты нужной толщины и напластования ее на подставку. Корпус 28 мундщтука имеет в сечении прямоугольную форму, в верхней части он снабжен фланцем для крепления к головке пресса. Корпус мундщтука выполнен наклонно для создания острого угла а (60-70°) встречи массы с подставкой 29.
Передняя стенка мундштука снабжена подвижным щибером 30, который может перемещаться вверх и вниз по стенке благодаря наличию в нем пазов в местах крепления, что обеспечивает регулировку толщины h напластованного слоя. Остальные три стенки мундштука снабжены уголками 31, не выпускающими массу в стороны за пределы выходного сечения.
Работает конвейер следующим образом.
Для пуска установки сначала включается привод 11 конвейера, затем нривод пресса, в который подается масса, и при ее появлении из выходного отверстия мундштука начинается подача подставок на транспортер 1. Так как скорость его больше скорости транспортера напластования, то лещадки на последнем смыкаются и под мундштуком двигаются сомкнутым строем. Уплотненная в корпусе
мундщтука масса встречает подставку и начинает на нее давить. Синхронизация движения массы и подставки осуществляется благодаря применению наклонного мундщтука и фрикционного «помощника. После напластования
подставка поступает под первое резательное устройство 9, а затем отгонный транспортер 4. Благодаря увеличенной скорости транспортера 4 происходит разрыв напластованной массы в месте стыка двух подставок и уокоренная транспортировка их к подпружиненным упорам 10, где подставка останавливается упорами и стоит до тех пор, пока храповики транспортера ориентации не захватят ее и не подадут на угловой транспортер 6, где она
последовательно проходит через зачистное 7, выравнивающее 8 и резательное 9 устройства.
Предмет изобретения
1. Установка для производства керамических плиток методом напластования, включающая транспортеры подачи подставок и напластования, отгонный транспортер, транспортер ориентаци подставок с заданным шагом,
угловой транспортер и механизмы очистки боковых граней подставок, выравнивания и резки пласта на плитки, отличающаяся тем, что, с целью синхронизации работы ленточного пресса в период напластования глиняной
массы на подставку с транспортером напластования, ведущий барабан последнего выполнен с фрикционным «помощником, содержащим ведомый и ведущий диски, прижимаемые друг к другу подпружиненным кольцом
и соединенные между собой подпружиненными болтами, причем ведомый диск закреплен на валу ведущего барабана на шпонке, а ведущий диск смонтирован на этом же валу с возмол ностью осевого перемещения при помощи привода.
2. Установка по п. 1, отличающаяся тем, что она выполнена с ленточным прессом, мундщтук которого смонтирован с наклоном в сторону движения транспортера лапластоL.-.F-Т