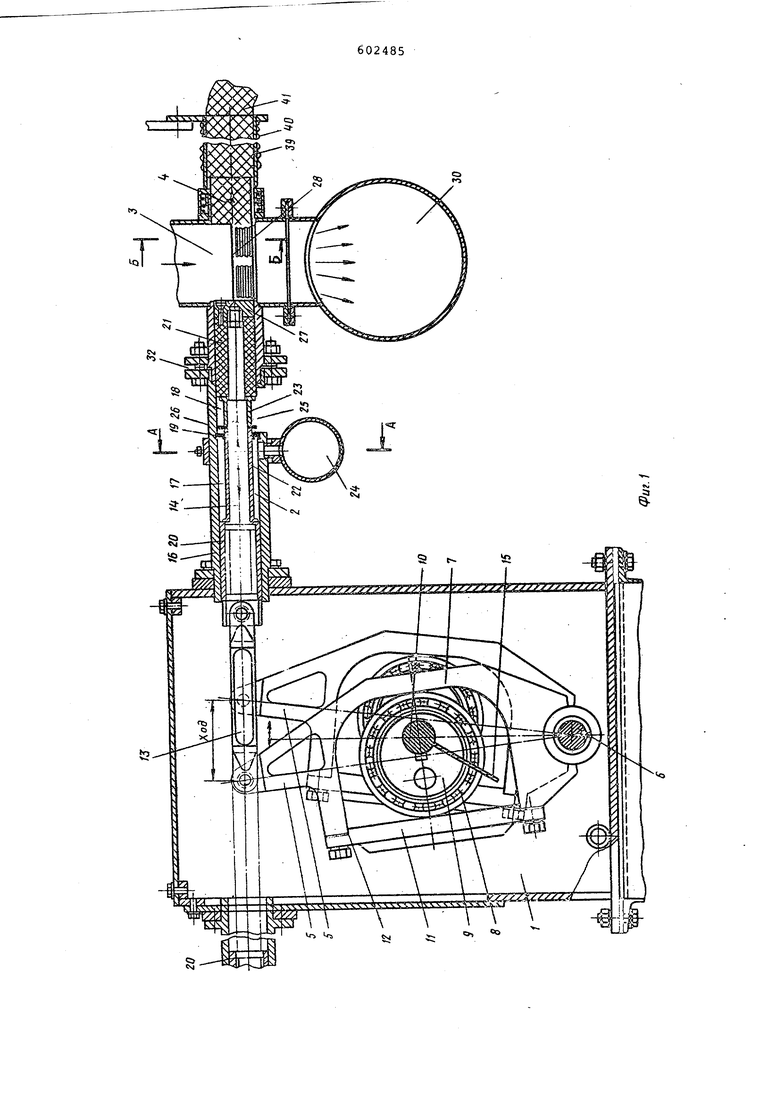
(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕПЛОИЗОЛЯЦИОННОГО качания, охватывающих контактными рабочими поверхностями подишпники качечя смонтированные на эксцентриках приводного ваша. При этом рабочий поршень может быть снабжен съемным жестким наконечником. С целью повышения производительности устройства за счет установки дополнительной рабочей камеры шток пропущен через картер. Кроме того, кулиса снабжена рабочей стенкой-крышкой на прокладках и выполнена разъемной П-образной формы. На фиг. 1 изображено описываемое устройство, продольный разрез; на ; фиг. 2 - то же, разрез по А-А на фиг. на фиг. 3 то же, разрез по Б-Б на фиг, 1 , Устройство для формования содержит масляный картер -Д., на передней стенке которого смонтирована многопор шневая формующая группа 2 с рабочей камерой формования 3 и мундштуками 4. Внутри картера 1 размещен привод возвратно-поступательного движения в виде группы кулис 5 с общей осью качания 6, закрепленной в нижней части картера 1. Кулисы 5 охватывают своими вилками 7 псдшипники качения 8, посаженные на сдвинутые под углом (по фазе) эксцентрики 9 приводного вала 10, расположенного параллельно и над . осью качания;6. Каждая кулиса 5 имеет Н-6вразную форму и со стороны контакт холостого хода выполнена разъемной с рабочей стенкой - крышкой 11, регулирующей контактный зазор с помощью прокладки 12 и облегчающей монтгик. Верхние концы кулис 5 посредством тяг 13 шарнирно связаны со штоками 14 фор мующей многопоршневой группы 2 . Приводной эксцентЕ ико9ый-.:вал 10 снабжен радиальногзакре ГЩе йами разбр гивающими лопатками, 15:Для смазки под шипников качения ;8: эксцентрикового ва ла 10, шарниров тяг 13. Каждый направлякндий цилиндр 16 формующей многопоршневой группы 2 выполнен в виде двух полостей 17 и 18, разделенных угшотиителЬной манжетой 19 с размещен ными в них направляющими и рабочими поршнями 20. и 21, посаженными через распорные втулки 22 и 23 на концах общего штока 14. Полость 17, расположенная со стороны привода, соединена с источником 24 обеспыленного воздуха а в полости 18,в нижней части,имеется например полукольцевое окно 25 для вы .падания абразивных частиц, увлекаемых и рабочей камеры при холостом ходе рабо чего поршня 21. На штоке 14 установле но отбойное кольцо 26 для предохранения манжеты 19 от выхлопа абразивной пыли Направляющие и рабочие поршни 2 и 21 через распорные втулки 22 vi 23 фиксируются на штоке 14 с помощью быстросъемно1о наконечника 27 повышен ой твердости, например, в виде гайки. но рабочей камеры формования 3 составено из концевых перфорированных полуилиндров 28, направляющих цилиндров 6, разделенных между с помощью ладких полукруглых вставных склизовазделителей 29 потоков минерального; олокна, засасываемого на дно рабочей амеры за счет разрежения в воздухооде 30 с помощью вытяжного вентилятора. Перфорация полуцилиндров 28выполена в виде пазов 31 вдоль оси поршей с углом расширения в поперечном ечении к периферии, что улучшает стс1лкивание корольков в мундштуки 4 ли просыпание их через пазы. Для замены изнашиваемых полостей 18 с мундштуками 4 на.концах- последние закреплены к полости 17 направляющего цилиндра 16 с помощью фланцевого соединения 32. Источник 24 обеспыленного воздуха , является компенсатором количества чис-, того воздуха, засасываемого и выталкиваемого направляющими поршнями 20 при фазовой работе поршней. Он ;может, быть выполнен в виде коллектора 33 с отверстием 34 для входа воздуха извне, защищенном фильтровальными элементами 35 (например, мелкая сетка, марля и т.п.), патрубками с отверстиями 36 с резиновыми уплотнительными прокладками 37 и крепежными элементами 38. Устройство для формования теплоизоляционного шнура работает следующим образом. При включении электродвигателя через клиноременную передачу (на чертеже не показаны) вращение передается приводному валу 10,который с помощью сдвинутых по фазе эксцентриков 9 и посаженных на.них подшипников 8 передает качательное движение группе кулис 5 относительно оси 6, при этом подшипники качения 8 обкатываются поочередно то по внутренней поверхности вилок 7 кулис 5 со стороны рабочего хода, то по стенкам-крышкам 11 со стороны холостого хода, передавая тем самым через тяги 13 штокам многопоршневой группы 2 возвратно-поступательное движение. Закрепленные.на валу 10 разбрызгивающие лопатки 15 осуществляют смазку подшипников 8, шарниров тяг 13 и направляющих поршней 20. Контактный зазор между подшипниками и стенками вилки 7 кулис 5 регулируется с помощью прокладок 12 под стенкой-крышкой 11. Во время формования поршни 20 и 21 на штоке 14 движутся соответственно каждый в своих полостях 17 и 18 направляющего цилиндра 16, разделенных манжетой 19, отсекающей потоки масла и абразивной пыли. Волокнистый |материал, например минеральная вата, подается транспортером непрерывно и в
,виде хлопьев осаждается на перфорированное дно рабочей камеры 3, находящейся под,разрежением, заполняя объем при этом рабочие поршни 21 поочередно отсекают рабочий объем материала и проталкивают его в мундштуки 4, на которые подпружиненно одеты шпульки 39 с нанизанной на них сетчатой оболокой 40. Конец сетчатой оболочки 40 предварительно завернут в кольцевой зазор между шпулькой и мундштуком 4 и затем под действием проталкиваемой массы волокнистого материала выходит внутрь шпульки, тем самым охватывая массу сверху и придавая ей цилиндрическую форму теплоизоляционного шнура 41.
При фазовой работе поршней обеспыленный воздух поочередно выталкивается и засасывается в полости 17 направляющими поршнями 20 через патрубки 36 из источника 24 обеспыленного воздуха, например коллектора 33 с отверстием 34 для забора воздуха извне, защищенном фильтровальными элементами 35.
Абразивные частицы, увлекаемые из рабочей камеры при холостом ходе рабочих поршней, выпсщают из окна 25 в нижней части полости 18, при выхлопе ударяясь об отбойное кольцо 26, предохраняющее манжету-19, Крупные корольки и другие твердые частицы, выпадающи на перфорированное дно рабочей камеры 3, сталкиваются поршнями 21 по пазовой перфорации с массой материала в мундштук 4, а более мелкие .частицы просыпаются через.:перфорацию .в ловушку воздуховода .30. Хлопья волокнистого материала, попавшие на границу, между рабочими поршнями, засасываются по склизам в тот или иной рабочий объем.
В качестве материала рабочего поршня применяют текстолит, пропитанное дерево и т.д.
при выполнении устройства с симметричным расположением рабочих камер на обеих стенках картера привода исключаются холостые ходы и вдвое повышается производительность.
Формула
изобретения
1.Устройство для формования теплоизоляционного шнура, преимумественно из минеральной ваты, содержащее рабочую картеру и направляющий цилиндр с рабочим поршнем, соединенным с размещенным внутри картера приводом возвратно-поступательного движения, о тли чающееся тем, что, с целью повышения надежности и долговечности, направляющий цилиндр выполнен с уплотнительной манжетой, разделяющей его на направляющую и рабочую полости,, с приспособлением дли подачи iобеспыленного воздуха, соединенным с (направляющей полостью, с окном в рабочей полости для удаления абразивных частиц с дополнительным направляющим поршнем, насаженным через распорные втулки на один шток с рабочим поршнем, причем рабочий и направляющий поршни расположены в соответствующих полостях, а привод возвратно-поступательного движения выполнен в виде кулис с общей орью. качания, охватывающих контактными рабочими поверхностями подшипники. .качения, смонтированные На эксцентриках приводного вала.
2.Устройство по п. 1, отличающее с я ,тем, что рабочий поршень снабжен съемнь1м жестким наконечником.
3.Устройство по п. 1, отличающее с я тем, что, с целью повышения производительности эа счет установки дополнительной рабочей камеры, шток пропущен через картер.
4.Устройство поп, 1, отличающееся тем, что кулиса снабжена рабочей стенкой-крышкой на прокладках и выполнена разъемной П-образной формы.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР. № 506508, кл. С 04 В 43/02, 1973.
2.Авторское свидетельство СССР № 391118, кл. С 04 В 43/02, 1973.
/7
35
Фи1. Z
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2361098C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1979 |
|
RU2014480C1 |
| ОППОЗИТНЫЙ ПОРШНЕВОЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) И ОППОЗИТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2669434C2 |
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО НАГРЕВАНИЯ РАБОЧЕГО ТЕЛА | 2011 |
|
RU2465479C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2200857C2 |
| ВИХРЕВОЙ КОНДИЦИОНЕР | 1994 |
|
RU2095699C1 |
| Установка для производства теплоизоляционного шнура | 1981 |
|
SU1014821A1 |
| ДВУХТАКТНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2162949C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2237175C2 |
| Установка для производства теплоизоляционного шнура | 1973 |
|
SU506508A1 |

Фиг.З
