контакт деталей при сопряжении происходит по Иинии соприкосновения двух гладких поверхностей.
На фиг. 1 и 2 изображены варианты предлагаемой конструкции соединения.
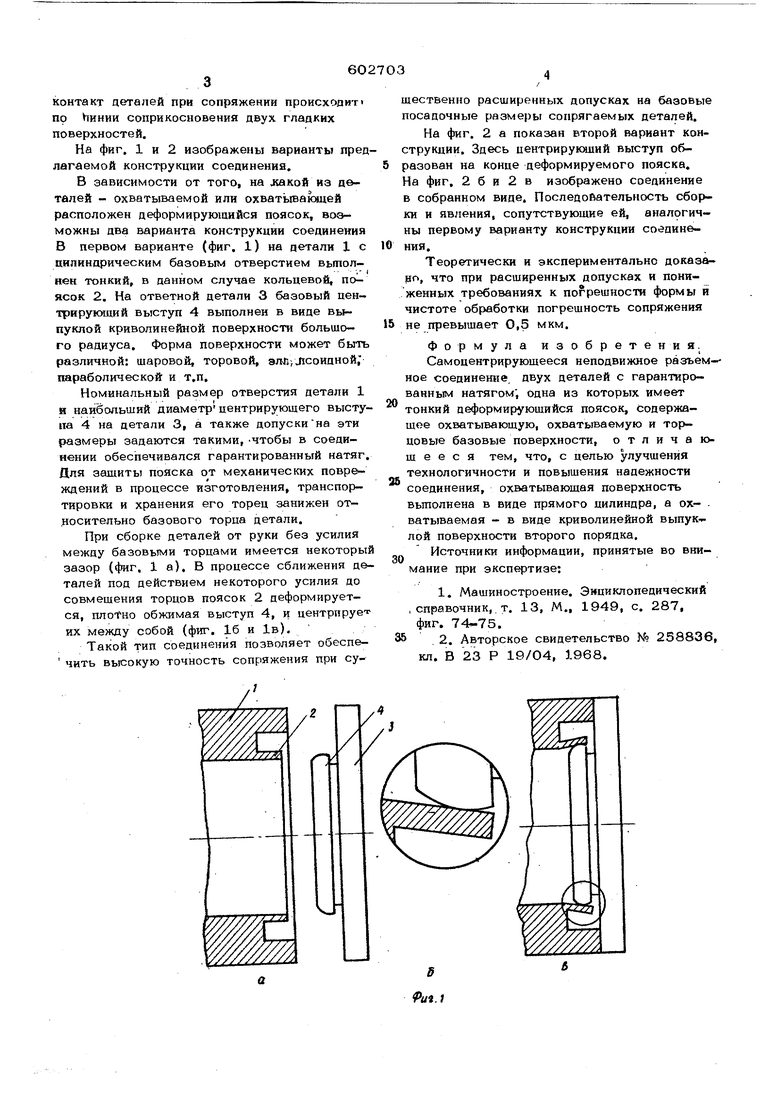
В зависимости от того, на шкой из деталей - охватываемой или охватьдааквцей расположен деформирующийся поясок, возможны два варианта конструкции соединения В первом варианте (фиг. 1) на детали 1 с цилиндрическим базовым отверстием
вьтолнен тонкий, в данном случае кольцевой, по
детали 3 базовый ценясок 2. На ответной трирующий выступ 4 выполнен в виде выпуклой криволинейной поверхности большого радиуса. Форма поверхности может быть различной: шаровой, торовой, эли,лсоидной, параболической: и т.п.
Номинальный размер отверстия детали 1 и наибольший диаметр центрирующего выступа 4 на детали 3, а также допускина эти размеры задаются такими, -чтобы в соединении обеспечивался гарантированный натяг. Для зашиты пояска от механических повреждений в процессе изготовления, транспортировки и хранения его торец занижен относительно базового торца детали.
При сборке деталей от руки без усилия между базовьтми торцами имеется некоторый зазор (фиг. 1 а). В процессе сближения деталей под действием некоторого усилия до совмещения торцов поясок 2 деформируется, плотно обжимая выступ 4, и центрирует их между собой (фиг. 16 и 1в).
Такой тип соединения позволяет обеспечить высокую точность сопряжения при существенно расширенных допусках на базовые посадочные размеры сопрягаемых деталей.
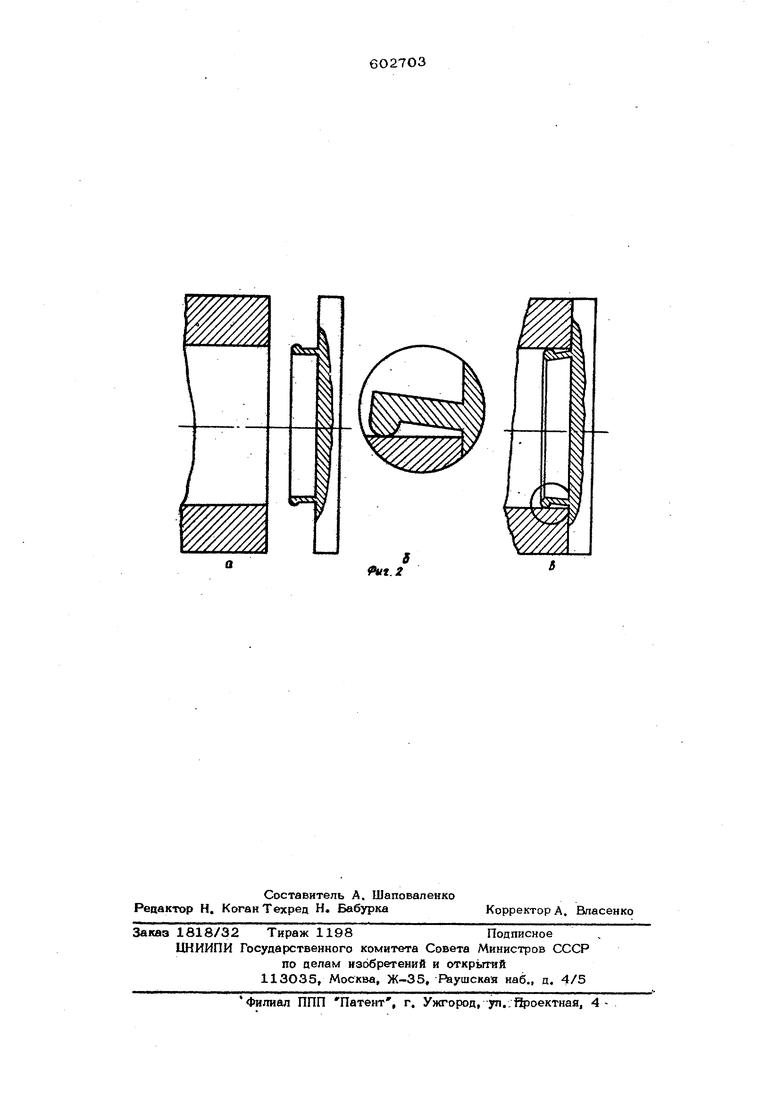
На фиг. 2 а показан второй вариант конструкции. Здесь центрирукялий выступ образован на конце деформируемого пояска. На фиг. 2 б и 2 в изображено соединение в собранном виде. Последовательность сборки и явления, сопутствующие ей, аналогичны первому варианту конструкции соединения.
Теоретически и экспериментально доказано, что при расширенных допусках и пониженных требованиях к погрешности формы и чистоте обработки погрешность сопряжения не превышает 0,5 мкм,
Формула изобретения.
Самоцентрирующееся неподвижное разъемное соединение, двух деталей с гарантированным натягом; одна из которых имеет тонкий деформирующийся поясок, содержащее охватывающую, охватываемую и торцовые базовые поверхности, отличающееся тем, что, с целью улучшения технологичности и повышения надежности соединения, охватывающая поверхность вьтолнена в виде прямого цилиндра, а ох- ватываемая - в виде криволинейной выпуклой поверхности второго порядка.
Источники информации, принятые во внимание при экспертизе:
1. Машиностроение. Энциклопедический , справочник,, т. 13, М., 1949, с. 287,
фиг. 74-75.
35 2. Авторское свидетельство М 258836, кл. В 23 Р 19/04, 1968.
/
Л/t.;
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМОЦИЛИНДР | 2002 |
|
RU2209351C1 |
| Самоцентрирующее неподвижное разъемное соединение | 1990 |
|
SU1807262A1 |
| СТЫКОВОЧНОЕ УСТРОЙСТВО, ПРЕИМУЩЕСТВЕННО ДЛЯ КОСМИЧЕСКИХ ОБЪЕКТОВ | 2001 |
|
RU2220078C2 |
| Картер двигателя внутреннего сгорания | 1989 |
|
SU1698472A1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ СФОКУСИРОВАННОГО ЛАЗЕРНОГО ПУЧКА | 2008 |
|
RU2474795C2 |
| Способ соединения деталей из разнородных металлов | 1987 |
|
SU1581554A1 |
| УНИТАРНЫЙ ПАТРОН | 2004 |
|
RU2259535C1 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПОСТУПАТЕЛЬНОЕ ДВИЖЕНИЕ | 2015 |
|
RU2610747C1 |
| КОНСТРУКЦИЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2564324C1 |
| Плунжерный насос | 1974 |
|
SU822769A3 |