Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для электрохимического полирования сталей и сплавов | 1981 |
|
SU1043188A1 |
| Раствор для электрохимического полирования металлической поверхности | 1977 |
|
SU692852A1 |
| СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ | 2010 |
|
RU2463391C2 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 1995 |
|
RU2094546C1 |
| Электролит для поливания металлов | 1973 |
|
SU479821A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ С ПОВЕРХНОСТИ ДЕТАЛИ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИЯ И НИКЕЛЯ | 2023 |
|
RU2805723C1 |
| Электролит для электрохимического полирования сплавов | 1973 |
|
SU763487A1 |
| СПОСОБ ХИМИЧЕСКОГО ПОЛИРОВАНИЯ АЛЮМИНИЯ | 1995 |
|
RU2101386C1 |
| Раствор для химического полирования цинкового сплава | 1982 |
|
SU1067085A1 |
| Электролит для размерной электрохимической обработки нержавеющих сталей и сплавов аустенитного класса | 1981 |
|
SU1024202A1 |
Как видно из табл. 2, в предложенном электролите хорошо полируются все указанные стали и сплавы, в том числе и сплавы на основе никеля, полученные вакуумно-дуговой плавкой. При этом чистота поверхности увеличивается за счет сглаживания субмикро- и микрошероховатостей.
Результаты полирования шлифованных и протравленных образцов из сплава ВЖ-98
Образцы со шлифованной поверхностью
8а
6 в
0,73
0,60
Образцы с травленой поверхностью
9в-Юа
0,26
0,16
0.42
Микрошероховатость поверхности определена на профилометре профилографе М-201 завода «Калибр в 7 точках поверхности (ГОСТ 2889-73).
Таблица 2
Повышение класса чистоты обработки в электролите
«нимонпк вакуумно-дуговой плавки в электролите, содержашем, вес. %: Фосфорная кислота
60 20 1,5
Серная кислота Сульфоуреид Азотнокислый аммоний
3,5
:или калий Вода Остальное
при плотности тока 200 А/дм в течение 2 мин представлены в табл. 3.
Таблица 3
23
11
20
60
40
4,7
13
46
4,7-4,8
60
20
40
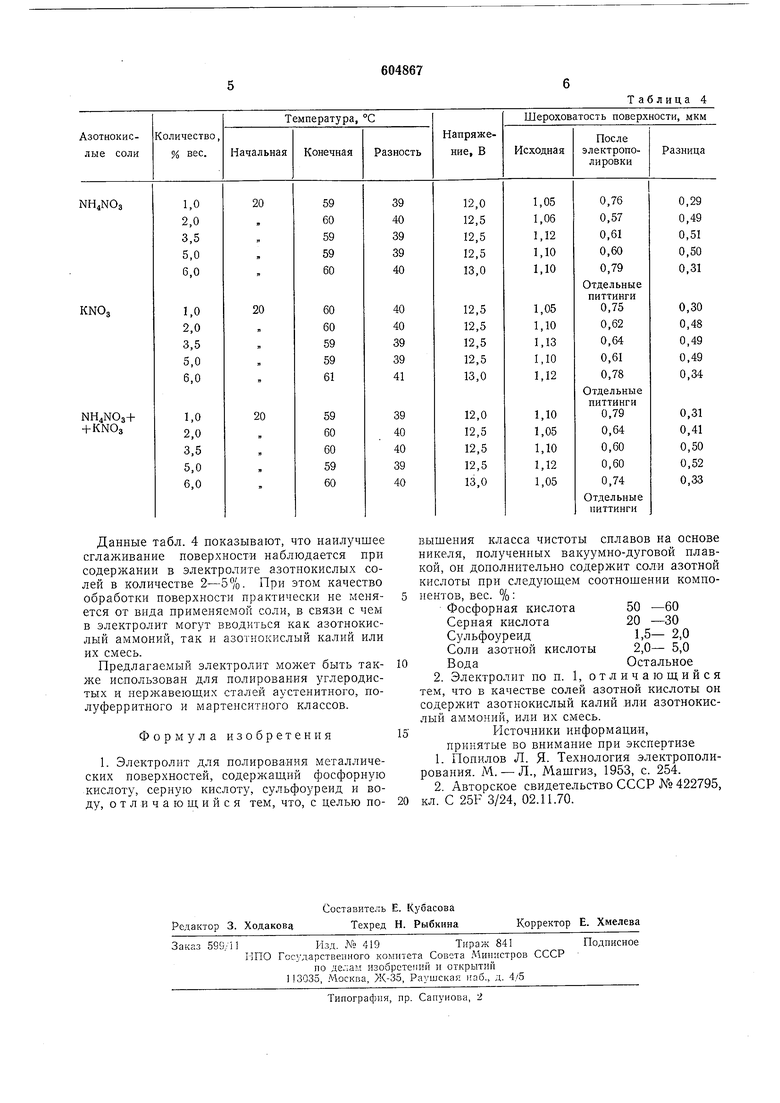
Результаты электрополировки тех же образцов в предлагаемом электролите с различным содерл анием азотнокислых солей представлены в табл. 4.
Данные табл. 4 показывают, что наилучшее сглаживание поверхности наблюдается при содержании в электролите азотнокислых солей в количестве 2-5%. При этом качество обработки поверхности практически не меняется от вида применяемой соли, в связи с чем в электролит могут вводиться как азотнокислый аммоний, так и азотнокислый калий или их смесь.
Предлагаемый электролит может быть также использован для полирования углеродистых и нержавеющих сталей аустенитного, полуферритного и мартенситного классов.
Формула изобретения
вышения класса чистоты сплавов на основе никеля, полученных вакуумно-дуговой плавкой, он дополнительно содержит соли азотной кислоты при следуюш,ем соотнощении компо} ентов, вес. %:
Фосфорная кислота50 60
Серная кислота20 -30
Сульфоуреид1,5- 2,0
Соли азотной кислоты2,0- 5,0
ВодаОстальное
Источники информации, принятые во внимание при экспертизе
