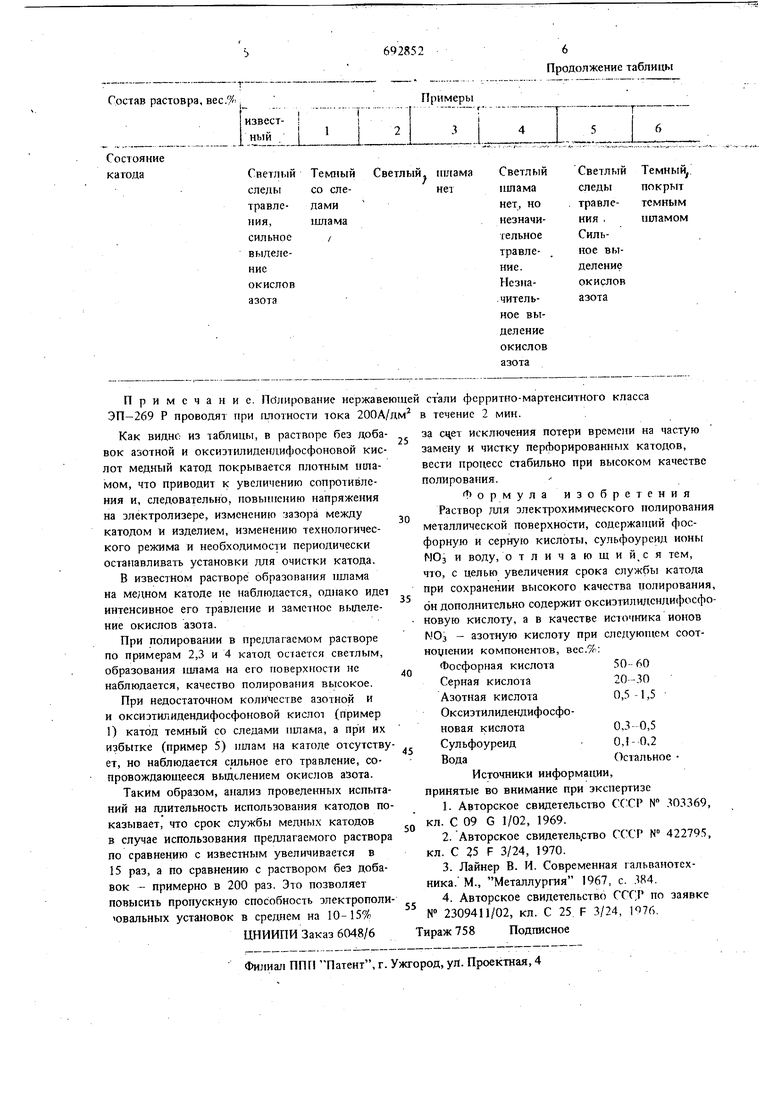
Изобретение относится к элек1рохимической обработке металлов, в часпгости, к электрополировке металлических изделий, изготовленных из нержавеющих сталей. В настоящее время при элек1рополировке металлов широкое применение нашли растворы на основе серной и фосфорной кислот с добавками поверхностно-активных веществ (ПАВ) 1, 2. Добавки ПАВ увеличивают работоспособность растворов и диапазон их использования, а также повьпнают качество полируемой поверхности Однако добавки ПАВ интенсифицируют и катод ный процесс, т.е. способствуют интенсивному образованию шлама на медных катодах, представляющего собой плотный осадок железа, хрома, никеля и других металлов, входящих в состав полируемого сплава. Образовавщийся шлам ухудшает показатели рабоИ) электрополировальных установок в частности увеличивает напряжение в электролизере а также снижает показатели выхода металла по току. В связи с указанным необходима периодическая чистка катодов ветощью или нажламиой бумагой Например, при электрополировке нержавеющих труб такая чистка производится для каждой трубы. Перфорация катода прочиииется тонкой проволокой. Эти операции трудоемки и снижают пропускную способность электрополировальных установок. Известен раствор на основе серной и фосфорной кислот с добавкой хромового ангидрида, при использовании которого ишам на катоде не образуется 3. Однако этот раствор токсичен и не применяется в промыптенных условиях.. Наиболее близким к изобретению по составу компонентов является известный раствор для электрохимического полирования металлической поверхности, содержащий фосфорную и серную кислоты, сульфоуреид, ионы NOj (в виде солей азотной кислоты) и воду (4. При использовании данного рйствора шлам на катоде не образуется, однако в процессе его эксплуатации интенсивно растворяются медные (сатоды. Последнее приводит к увеличению приэлектродного пространства, а также к концентрации в нем окислов азота. И го, и другое нарушает технологию электропопировки Кром того, сам раствор основательно загрязняется солями меди. Цель изобретения - увеличение срока службы катода при сохранении высокого качества полирования. Указанная цель достигается тем, что предлага мый раствор дополнительно содержит оксиэтил идендифосфоновую кислоту, а в качестве исто ника ионов N03 - азотную кислоту при следующем соотношении компонентов, вес.%: фосфорная кислота.50-60 Серная кислота20--30 Азотная кислота0,5-1,5 Оксиэтилидендифосфоновая Раствор готовят следующим образом. В воде при TeMnepaiype 20-25°С растворяют оксиэтилидендифосфоновую кислоту (С2Н807Р2), а затем технический сульфоуреид. В зтот раствор при перемешивании небольшими порциями поочередно вводят серную (96%-ную, уд. вес. 1,83), фосфорную (85%-ную, уд. вес. 1,69) и азотную (63%-ную, уд. вес. 1,38) кислоты. Затем раствор доводят водой до необходимого объема при тщательном перемешивании. После охлаждения раствора до 30-40°С он готов к использованию. Процесс полирования рекомевдуют проводить при температуре 55-65°С, анодной плотности тока 150-200 А/дм в течение 2 мин.

| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для полирования металлических поверхностей | 1976 |
|
SU604867A1 |
| Раствор для электрохимического полирования металлов | 1981 |
|
SU1013520A1 |
| Раствор для травления нержавеющей стали и сплавов | 1977 |
|
SU726149A1 |
| Раствор для химического полирования нержавеющей стали | 1984 |
|
SU1201348A1 |
| Ванна для химического полирования нержавеющих сталей | 1958 |
|
SU118071A1 |
| Раствор для электрохимического полирования алюминиевых сплавов | 1983 |
|
SU1154382A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКОЙ ДЕТАЛЕЙ | 1972 |
|
SU424914A1 |
| Раствор для электрохимического полирования бериллиевой бронзы | 1978 |
|
SU777087A1 |
| Раствор для электрохимического полирования сталей | 1985 |
|
SU1285071A1 |
| Раствор для электрохимического полирования нержавеющих сталей | 1976 |
|
SU729291A1 |
0,15030 0,400,50
0,050,100,150,20
Осталь- Осталь- ОстальОстальноеноеноеное
Результаты обработки 32-35 37-40 42-44
42-45
8а
8а я после полированияСрок службы 10-20 100-150 175-200 катода, ч
55 25
0,15
ОстальОсталь- Остальное ное ное
47--48 37-40
43-46
8а8а
8а 10а 9в 10а10а 250-300 150-200 70-100 0,1-0,5
