.(54) УСТРОЙСТВО ДЛЯ ПОДВОДА МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ
прорези 20 pbJHitra 21, имеюшегл возможность поворота вокруг ьиарнира 22 в пределах стопора 23 со вставкой 24.
Устройство для подвода металла при непрерывной разливке работает следующие образом.
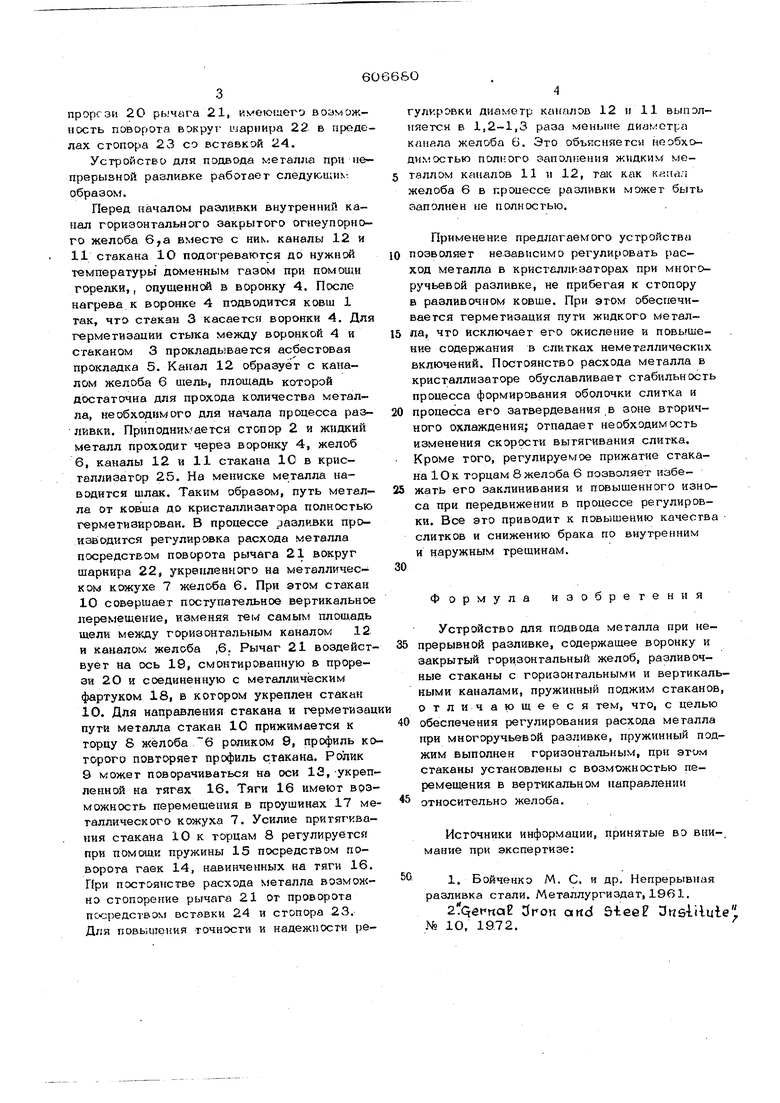
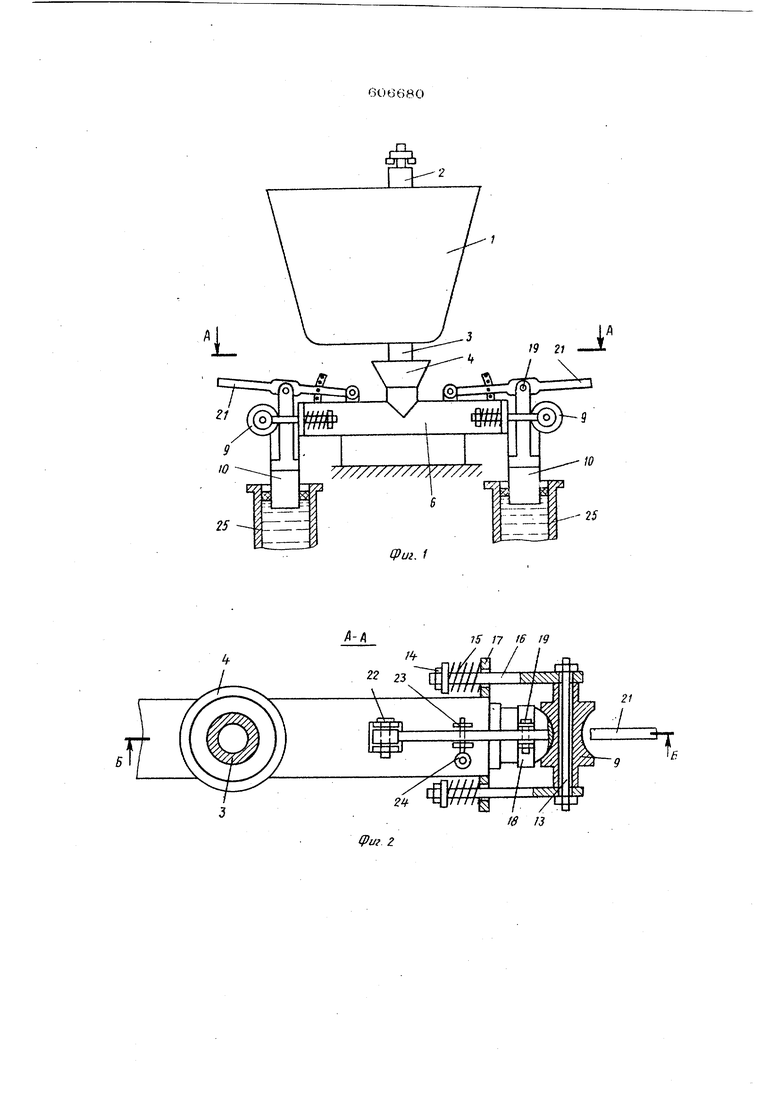
Перед началом разливки внутренний канал горизонтального закрытого огнеупорного желоба 6,а вместе с ник. каналы 12 и 11 стакана 10 подогреваются до нужной температуры доменным газом при помощи горелки,, опущеннсй в воронку 4. После нагрева к воронке 4 подводится ковш 1 так, что стакан 3 касается воронки 4. Для герметизации стыка между воронкой 4 и стаканом 3 прокладывается асбестовая прокладка 5. Канал 12 образует с каналом желоба 6 щель, площадь которой достаточна для прохода количества металла, необходимого для начала процесса разлквки. Приподнимается стопор 2 и жидкий металл проходит через воронку 4, желоб 6, каналы 12 и 11 стакана 10 в кристаллизатор 25. На мениске металла наводится шлак. Таким образом, путь металла от ковша до кристаллизатора полностью герметизирован. В процессе разливки производится регулировка расхода металла посредством поворота рычага 21 вокруг шарнира 22, укрепленного на металлическом кожухе 7 желоба 6. При этом стакан 10 совершает поступательное вертикальное леремещение, изменяя тем самым плош1адь щели между горизонтальным каналом 12 и каналом желоба ,6, Рычаг 21 воздействует на ось 19, смонтированную в прорези 20 и соединенную с металлическим фартуком 18, в котором укреплен стакан 10. Для направления стакана и герметизац пути металла стакан 10 прижимается к торцу 8 желоба 6 роликом 9, профиль которого повторяет профиль стакана. Ролик 9 может поворачиваться на оси 1Э, укрепленной на тягах 16. Тяги 16 имеют возможность перемещения в проушинах 17 металлического кожуха 7. Усилие притягивания стакана 10 к торцам 8 регулируется при помощи пружины 15 посредством поворота гаек 14, навинченных на тяги 16. При постоянстве расхода металла возмох но стопорение рычага 21 от проворота
стопора 23.
полпредством вставки 24 и Для повышения точности и надежности регулировки диаметр каналов 12 и 11 выпэлняетсн в 1,2-1,3 раза меньше диаметра капала желоба 6. Это объясняется необходимостью пол1-;ого заполнения жидким металлом каналов 11 и 12, Taic как канал желоба 6 в процессе разливки может быть заполнен не полностью.
Применение предлагаемого устройства
позволяет не.зависимо регулировать расход металла в кристалл.заторах при многоручьевой разливке, не прибегая к стопору в разливочном ковше. При этом обеспечивается герметизация пути жидкого металпа, что исключает его окисление и повышение содержания в слитках неметаллических включений. Постоянство расхода металла в кристаллизаторе обуславливает стабильность процесса формирования оболочки слитка и
процесса его затвердевания в зоне вторичного охлаждения; отпадает необходимость изменения скорости вытягивания слитка. Кроме того, регулируемое прижатие стакана 1Ок торцам 8желоба 6 позволяет избежать его заклинивания и повышенного износа при передвижении в процессе регулировки. Все это приводит к повышению качества слитков и снижению брака по внутренним и наружным трещинам.
30
Формула изобретения
Устройство для подвода металла при непрерывной разливке, содержащее воронку и закрытый горизонтальный желоб, разливочные стаканы с горизонтальными и вертикальными каналами, пружинный поджим стаканов, отличающееся тем, что, с целью обеспечения регулирования расхода металла при многоручьевой разливке, пружинный поджим выполнен горизонтальным, при этом стаканы установлены с возможностью перемещения в вертикальном направлении относительно желоба.
Источники информации, принятые во вни-. мание при экспертизе:
1. Бойченко М, С. и др. Непрерывная разливка стали. Металлургиздат, 1961.
2.QeHrtaE Згоп and 5-teee 3«slilule 10, 19.72.
.№
/9 2; -1
25
Cpui. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты струи при непрерывной разливке металла | 1976 |
|
SU863159A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2048250C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2002 |
|
RU2218235C2 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2051004C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037369C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030959C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2030954C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2096127C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2109593C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
15 17 6 19
