Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ поточного вакуумирования металла при непрерывной разливке, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла из вакуум-камеры через патрубки непосредственно в кристаллизаторы под уровень металла. В этих условиях вакуум-камера служит герметически закрытым промежуточным ковшом, соединенным с вакуум-насосом [1].
Недостатком известного способа является неудовлетворительная производительность и стабильность процесса непpерывной разливки металла. Это объясняется тем, что в случае нарушения герметичности вакуум-камеры происходит переполнение кристаллизаторов. В этих условиях прекращается процесс непрерывной разливки. Кроме того, при применении известного способа невозможна регулировка расхода металла в кристаллизаторы в зависимости от изменяющихся технологических параметров процесса разливки.
Наиболее близким по технической сущности к изобретению является способ поточного вакуумирования металла при непрерывной разливке, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней разряжения до необходимого по технологии остаточного давления, подачу металла в промежуточный ковш через отдельный патрубок и далее - в кристаллизаторы. Расход металла из промежуточного ковша регулируют при помощи стопоров. После подъема уровня металла в промежуточном ковше выше нижнего торца патрубка и герметизации вакуум-камеры жидким металлом начинают производить уменьшение остаточного давления в вакуум-камере [2].
Недостатком известного способа является неудовлетворительная производительность и стабильность процесса непрерывной разливки металла. Это объясняется тем, что в начале разливки разливочного ковша весовой расход металла из него не увеличивают по сравнению с рабочим весовым расходом металла в процессе разливки из промежуточного ковша в кристаллизаторы. В этих условиях наполнение металлом промежуточного ковша происходит длительное время, что приводит к переохлаждению металла и, как следствие, к замерзанию металла в районе разливочных стаканов, что приводит к невозможности начала процесса непрерывной разливки металла.
Технический эффект при использовании изобретения заключается в повышении производительности и стабильности процесса поточного вакуумирования при непрерывной разливке металла.
Это достигается тем, что подают жидкий металл из разливочного ковша в вакуум-камеру с рабочим расходом, создают в ней необходимое по технологии остаточное давление, производят вакуумную обработку металла в вакуум-камере, подают металл в промежуточный ковш через патрубок и далее - в кристаллизаторы, из которых вытягивают слитки.
В начале разливки разливочного ковша весовой расход металла устанавливают из него в 1,2-2 раза больше рабочего весового расхода металла в кристаллизаторы, после наполнения промежуточного ковша на высоту 0,2-0,4 от рабочего уровня металла в нем начинают подавать металл в кристаллизаторы с рабочим весовым расходом, а после подъема уровня металла в промежуточном ковше выше нижнего торца патрубка и герметизации вакуум-камеры жидким металлом начинают понижать давление в вакуум-камере до необходимого по технологии остаточного давления.
Повышение производительности и стабильности процесса поточного вакуумирования при непрерывной разливке металла будет происходить вследствие устранения переохлаждения металла в начале разливки при наполнении промежуточного ковша за счет увеличения начального весового расхода металла из разливочного ковша. В этих условиях будет отсутствовать замерзание металла в районе разливочных стаканов в промежуточном ковше, что дает возможность беспрепятственного начала наполнения кристаллизаторов и вытягивания слитков.
Диапазон наполнения металлом промежуточного ковша в пределах 0,2-0,4 от рабочего уровня металла в нем объясняется закономерностями истечения металла из промежуточного ковша через разливочные стаканы в кристаллизаторы. При меньших значениях наполнение кристаллизаторов будет происходить с малым весовым расходом, что приведет к замерзанию металла в разливочных стаканах. При больших значениях будет происходит переохлаждение металла в промежуточном ковше вследствие длительного времени наполнения промежуточного ковша.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от величины рабочего уровня металла в промежуточном ковше.
Диапазон увеличения весового расхода металла из разливочного ковша в пределах 1,2-2,0 от рабочего расхода металла в кристаллизаторы объясняется закономерностями теплоотвода от жидкого металла к стенкам промежуточного ковша. При меньших значениях будет происходить переохлаждение металла в промежуточном ковше, что приведет к замерзанию металла в районе его разливочных стаканов. Большие значения устанавливать не имеет смысла, так как весь разливаемый металл не сумеет пройти из вакуум-камеры через патрубок в промежуточный ковш.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от рабочего значения весового расхода металла в кристаллизаторы.
Способ поточного вакуумирования металла при непрерывной разливке осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки подают нераскисленную сталь для производства автолиста из разливочного ковша емкостью 350 т в вакуум-камеру и создают в ней разряжение до необходимого по технологии остаточного давления в пределах 0,6-6,0 кПа в зависимости от раскисленности стали. Разряжение создают посредством вакуум-провода, соединенного с вакуум-насосом. Металл подают из вакуум-камеры в промежуточный ковш емкостью 50 т одной струей через огнеупорный патрубок, далее металл из промежуточного ковша подают через удлиненные огнеупорные стаканы в кристаллизаторы под уровень металла. Из двух кристаллизаторов вытягивают непрерывнолитые слитки. Расход металла из промежуточного ковша регулируют при помощи стопорных или шиберных механизмов, расход металла из разливочного ковша - при помощи стопора.
Процесс поточного вакуумирования металла начинают после подъема его уровня выше нижнего торца патрубка и герметизации вакуум-камеры жидким металлом, находящимся в промежуточном ковше.
В начале разливки разливочного ковша весовой расход металла из него устанавливают в 1,2-2 раза больше рабочего весового расхода металла в кристаллизаторы. После наполнения промежуточного ковша на высоту 0,2-0,4 от рабочего уровня металла в нем начинают подавать металл в кристаллизаторы с рабочим весовым расходом. После подъема уровня металла в промежуточном ковше выше нижнего торца патрубка и герметизации вакуум-камеры жидким металлом начинают понижать давление в вакуум-камере до необходимого по технологии остаточного давления.
До герметизации вакуум-камеры металл проходит через вакуум-камеру от разливочного отверстия в разливочном ковше через патрубок в промежуточный ковш, не скапливаясь на днище вакуум-камеры.
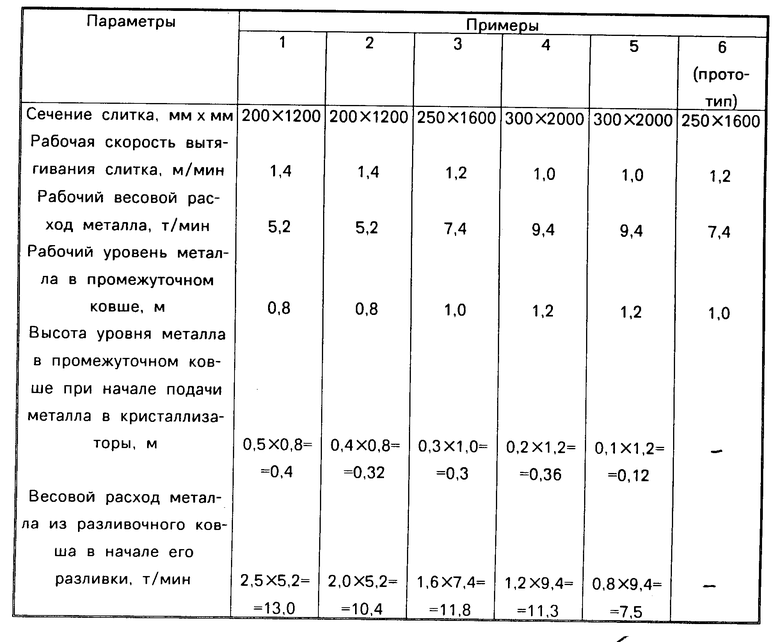
В таблице приведены примеры осуществления способа поточного вакуумирования металла при непрерывной разливке с различными технологическими параметрами.
В первом примере вследствие большого значения уровня металла в промежуточном ковше и, следовательно, длительного наполнения его до начала подачи металла в кристаллизаторы происходит переохлаждение металла. Кроме того, вследствие большого увеличения расхода металла из разливочного ковша в начале разливки происходит наполнение вакуум-камеры металлом, что также приводит к переохлаждению металла.
В пятом примере вследствие малой величины наполнения промежуточного ковша и увеличения расхода металла будет происходить его переохлаждение и замерзание в районе разливочных стаканов; в шестом примере (прототипе) вследствие отсутствия увеличения расхода металла в начале разливки разливочного ковша происходит переохлаждение металла и его замерзание в районе разливочных стаканов.
В примерах 2-4 вследствие оптимальных значений уровня наполнения промежуточного ковша и увеличения расхода металла из разливочного ковша в начале разливки будет отсутствовать замерзание металла в районе разливочных стаканов в промежуточном ковше, что дает возможность беспрепятственного начала наполнения кристаллизаторов и вытягивания слитков.
Применение предлагаемого способа позволяет повысить производительность поточного вакуумирования и непрерывной разливки металла на 7-8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2043841C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2048247C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2096127C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2048249C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066592C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2030960C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2067910C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037371C1 |
Способ поточного вакуумирования металла при непрерывной разливке заключается в том, что жидкий металл подают из различного ковша в вакуум-камеру с рабочим расходом, создают в ней необходимое по технологии остаточное давление, производят вакуумную обработку металла в вакуум-камере, подают металл в промежуточный ковш через патрубок и далее - в кристаллизаторы, из которых вытягивают слитки. В начале разливки разливочного ковша весовой расход металла устанавливают из него в 1,2...2 раза больше рабочего весового расхода металла в кристаллизаторы, при наполнении промежуточного ковша на высоту 0,2. . . 0,4 от рабочего уровня металла в нем начинают подавать металл в кристаллизаторы с рабочим весовым расходом, а после подъема уровня металла в промежуточном ковше выше нижнего торца патрубка и герметизации вакуум-камеры жидким металлом начинают понижать давление в вакуум-камере до заданного остаточного давления. 1 табл.
СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ, включающий подачу жидкого металла из разливочного ковша в вакуум-камеру, создание в ней остаточного давления, обработку металла в вакуум-камере, подачу металла в промежуточный ковш через патрубок и далее в кристаллизаторы и вытягивание слитков из них с рабочей скоростью, отличающийся тем, что в начале разливки подачу металла из разливочного ковша осуществляют с весовым расходом, равным 1,2 - 2,0 рабочего весового расхода металла в кристаллизаторы, подачу металла в кристаллизаторы с рабочим весовым расходом осуществляют при заполнении промежуточного ковша металлом на высоту 0,2 - 0,4 рабочего уровня, а после подъема уровня металла в промежуточном ковше выше нижнего торца патрубка и герметизации вакуум-камеры жидким металлом осуществляют снижение давления в вакуум-камере до заданного остаточного давления.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU295607A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
