Изобретение относится к области вспомогательного оборудования прокатного производства, а точнее к устройствам для транспортирования круглого проката различного диаметра, например труб, и может быть использовано в автоматизированных и механизированных поточных линиях отделки круглого проката.
Известно устройство для транспортировки круглого проката, содержащее передаточную решетку и нажимные башмаки, оборудованные упругими элементами 1.
Недостатком такого устройства является то, что прокат задерживается только на части передаточной решетки, а на остальной части прокат перемеш,ается свободно с возрастанием скорости и соответственно кинетической энергии, что увеличивает шум и возможность появления поверхностных дефектов.
Известно также устройство для транспортирования круглого проката, содержаш,ее передаточную решетку и регулируемые по высоте нажимные башмаки, оборудованные упругими элементами и антифрикционнымн лентами 2.
Известное устройство предназначено для транспортирования тел 1враш,ения типа колец подшипников и не может быть использовано для транспортирования длинных прутков или
труб. В таком устройстве не происходит начального гашения скорости перекатывания проката. При транспортировке проката по передаточным решеткам с возрастанием скорости растет кинетическая энергия, переходящая в энергию удара, способствующая возникновению шума, превышающего санитарные нормы и ухудшающего з словия труда. Кроме того, перекатывание колец с помощью
синтетического ремня по отношению к трубам не рационально, так как наружная поверхность трубы -не обработана и вызывает быстрый износ ремня. Целью изобретения является снижение кинетической энергии и, следовательно, шума при транспортировке круглого проката.
Это достигается тем, что предлагаемое устройство для транспортирования круглого проката, содержащее нередаточную решетку и
регулируемые по высоте нажимные башмаки, оборудованные упругими элементами и антифрикционными лентами, снабжено опорными балками и кх приводом с эксцентриковыми валами, а нажимные башмаки оборудованы
в лобовой части подпружиненными упорамя. При этом нажимные башмаки снаблсены приводом откидывания.
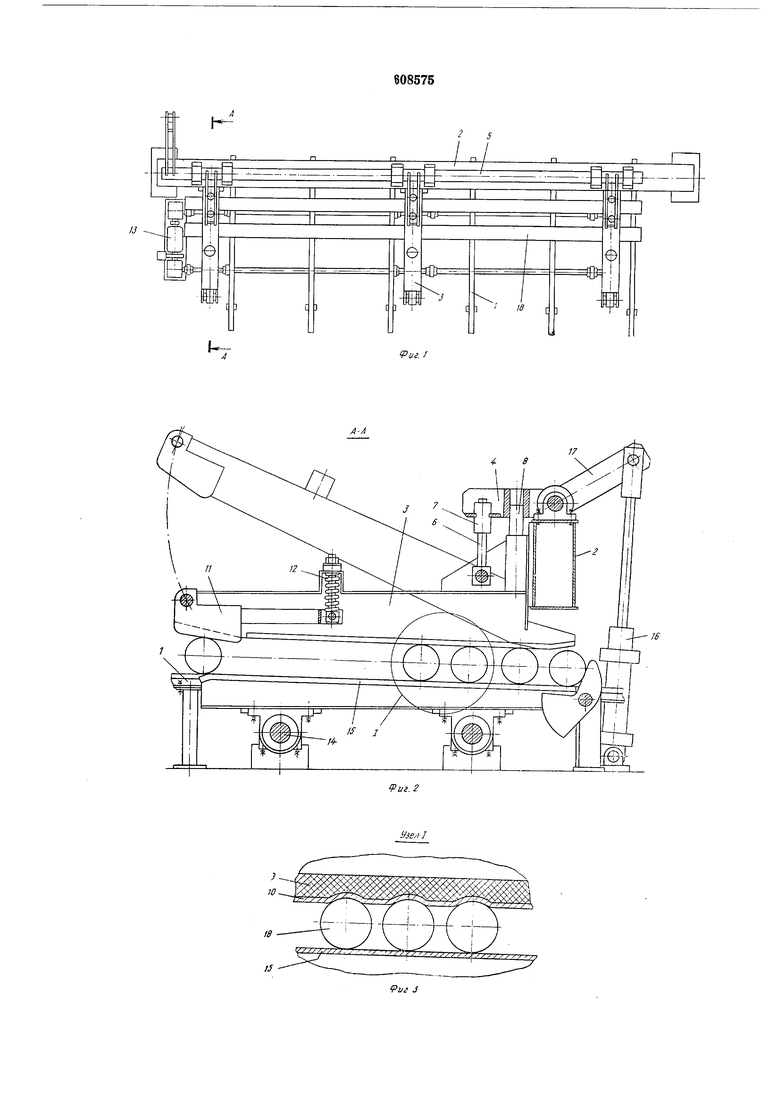
На фиг. 1 изображено предлагаемое устройство в плане; на фиг. 2 - разрез А-А на
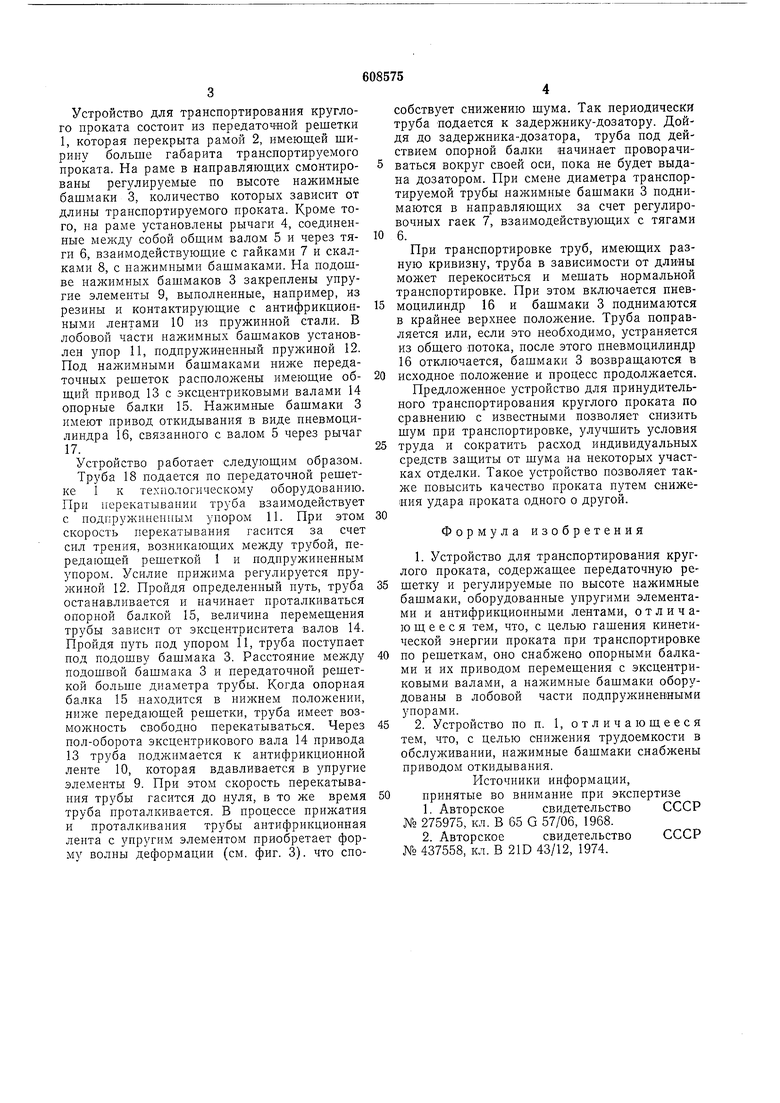
фкг. i; па фиг. 3 - узел I ;а фиг. 2.
Устройство для транспортирования круглого проката состоит из передаточной решетки 1, которая перекрыта рамой 2, имеющей ширину больше габарита транспортируемого проката. На раме в направляюш,их смонтированы регулируемые по высоте нажимные башмаки 3, количество которых зависит от длины транспортируемого проката. Кроме того, на раме установлены рычаги 4, соединенные между собой общим валом 5 и через тяги 6, взаимодействующие с гайками 7 и скалками 8, с нажимными башмаками. На подошве нажимных башмаков 3 закреплены упругие элементы 9, выполненные, например, из резины и контактирующие с антифрикционными лентами 10 из пружинной стали. В лобовой части нажимных башмаков установлен упор 11, подпружиненный пружиной 12. Под нажимными башмаками ниже передаточных решеток расположены имеющие общий привод 13 с эксцентриковыми валами 14 опорные балки 15. Нажимные бащмаки 3 имеют привод откидывания в виде пневмоцилиндра 16, связанного с валом 5 через рычаг 17.
Устройство работает следующим образом.
Труба 18 подается по передаточной решетке 1 к технологическому оборудованию. При перекатывании труба взаимодействует с подпружннениым упором 11. При этом скорость перекатывания гасится за счет сил трения, возникающих между трубой, передающей решеткой 1 и подпружиненным упором. Усилие прилсима регулируется пружиной 12. Пройдя определенный путь, труба останавливается и начинает проталкиваться опорной балкой 15, величина перемещения трубы зависит от эксцентриситета валов 14. Пройдя путь под упором И, труба поступает под подошву башмака 3. Расстояние между подошвой башмака 3 и передаточной решеткой больше диаметра трубы. Когда опорная балка 15 находится в нижнем положении, ниже передающей решетки, труба имеет возможность свободно перекатываться. Через пол-оборота эксцентрикового вала 14 привода 13 труба поджимается к антифрикционной ленте 10, которая вдавливается в упругие элементы 9. При этом скорость перекатывания трубы гасится до нуля, в то же время труба проталкивается. В процессе прижатия и проталкивания трубы антифрикционная лента с упругим элементом приобретает форму волны деформации (см. фиг. 3). что способствует снижению щума. Так периодически труба подается к задержнику-дозатору. Дойдя до задержника-дозатора, труба иод действием опорной балкн начинает проворачиваться вокруг своей оси, пока не будет выдана дозатором. При смене диаметра транспортируемой трубы нажимные бащмаки 3 поднимаются в нанравляющих за счет регулировочных гаек 7, взаимодействующих с тягами 6.
При транснортировке труб, имеющих разную кривизну, труба в зависимости от длины может перекоситься и мешать нормальной транспортировке. При этом включается пневмоцилиндр 16 и бащмаки 3 поднимаются в крайнее верхнее положение. Труба поправляется или, если это необходимо, устраняется из общего потока, после этого пневмоцилиндр 16 отключается, бащмаки 3 возвращаются в исходное положение и процесс продолжается.
Предложенное устройство для принудительного транспортирования круглого проката по сравнению с известными позволяет снизить щум при транспортировке, улучщить условия труда и сократить расход индивидуальных средств защиты от шума на некоторых участках отделки. Такое устройство позволяет также повысить качество проката путем снижения удара проката одного о другой.
Формула изобретения
1.Устройство для транспортирования круглого нроката, содержащее передаточную рещетку и регулируемые по высоте нажимные башмаки, оборудованные упругими элементами и антифрикционными лентами, отличающееся тем, что, с целью гашения кинетической энергии проката при транснортировке по решеткам, оно снабжено опорными балками и их приводом перемещения с эксцентриковыми валами, а нажимные башмаки оборудованы в лобовой части подпружиненными упорами.
2.Устройство по п. 1, отличаю шееся тем, что, с целью снижения трудоемкости в обслуживании, нажимные башмаки снабжены приводом откидывания.
Источники информации, принятые во вниманне при экспертизе
1.Авторскоесвидетельство СССР № 275975, кл. В 65 G 57/06, 1968.
2.Авторскоесвидетельство СССР № 437558, кл. В 21D 43/12, 1974.
:j
CCF
ICF
0
Ф
i
iPui. /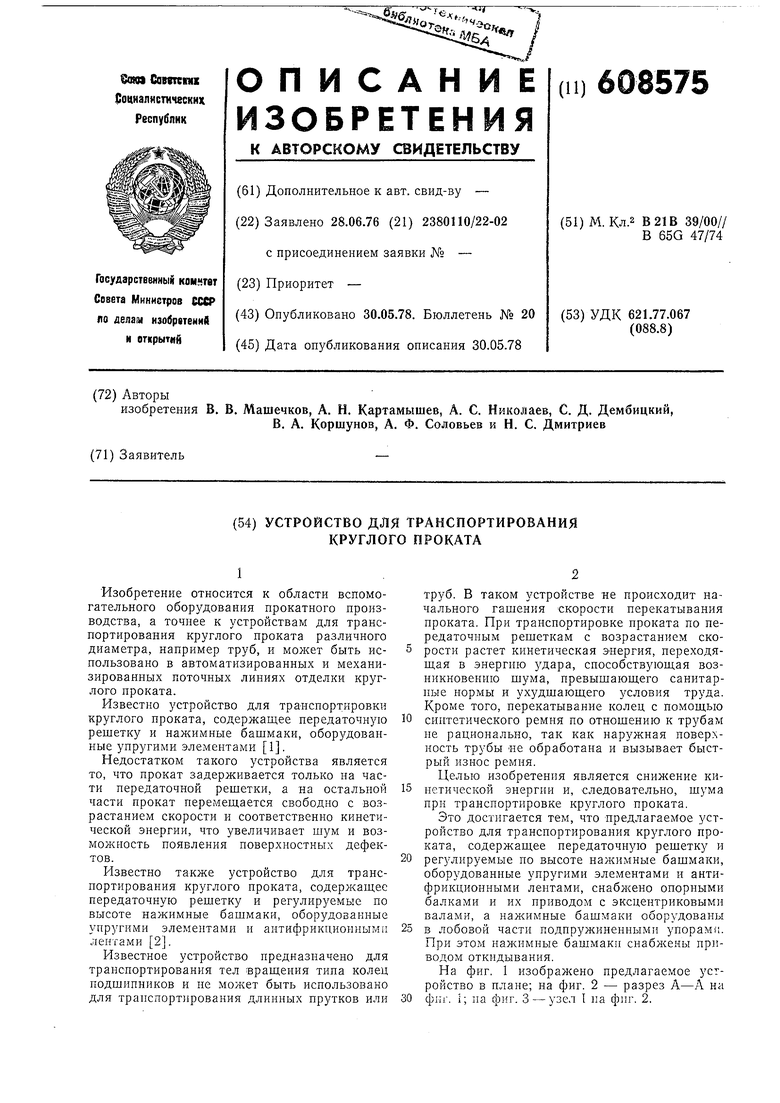
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечного перемещения длинномерного проката | 1990 |
|
SU1731323A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Устройство для штучной передачи круглого проката на многониточный рольганг | 1973 |
|
SU550193A1 |
| АППАРАТ ДЛЯ ОБМОЛОТА ЛЬНА | 1969 |
|
SU251987A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1999 |
|
RU2186718C2 |
| Транспортное средство для перевозки строительных конструкций | 1981 |
|
SU981042A1 |
| Пресс для отжима сока из мезги | 1981 |
|
SU956300A1 |
| Передний стол прошивного стана | 1974 |
|
SU515539A1 |
| Устройство для крепления кузова на раме транспортного средства | 1981 |
|
SU1030233A1 |
| Устройство для принудительного транспортирования тел вращения типа колец подшипников | 1972 |
|
SU437558A1 |