1
Изобретение относится к изготовлению железобетонных изделий и конструкций, а именно к их термообработке.
В современной технологии бетонирования применяются различные способы термообработки.
Известен сквозной способ термообработки железобетонных изделий и конструкций путем пропускания через бетоп электрического тока с помощью элементов металлической опалубки 1.
Недостаток указанного способа состоит в том, что при сквозном электропрогреве бетона электрический ток проходит прежде всего через металлическую арматуру, как обладающую в несколько раз меньшим сопротивлением, чем бетонная смесь, в результате чего происходит неравномерный прогрев бетона. При этом очень затруднительно достичь электроизоляции арматуры, которая зачастую замыкает накоротко с металлической опалубкой, и требуются дополнительные затраты времени и материалов для достижения надежной электроизоляции.
Кроме того, при наборе 50-60% прочности бетопа от проектной необходим дополнительный расход электроэнергии для поддержания в бетоне оптимальной температуры.
Известен также наиболее близкий к изобретению по технической сути способ термообработки железобетонных изделий и конструкций путем нагрева арматуры электрическим током и бетона контактной нередачей тепла от арматуры 2.
Однако при таком способе не удается в достаточной мере нрогреть бетон в слоях, удаленных от арматуры, в то время как в приконтактных к арматуре слоях бетон прогревается очень интенсивно, что ведет к большому перепаду температур в последнем.
Цель изобретения - обеснечепие равномерного и интенсивного нагрева бетона.
Достигается это тем, что при способе термообработки железобетонных изделий и конструкций путем нагрева арматуры электрическим током и бетона контактной передачей тепла от арматуры нагрев арматуры ведзт до 150-200°С в течение 0,1-0,5 ч, после чего
осуществляют дополнительный нагрев бетона путем пропускания электрического тока с одновременным поддержанием температуры в арматуре.
На фиг. 1 показан бетон с арматурой, заключенный в опалубку с токопроводящей внутренней поверхностью и схема подключения электрического тока, продольный разрез; на фиг. 2 - разрез Л-А на фиг. 1. Способ термообработки заключается в следующем.
После укладки и уплотнемяя бетонной смеси нагревают арматуру 1 до 150-200°С, отдаленную от токонроводящей поверхности 2 опалубкн 3 электроизоляцией 4, путем пропускания через нее электрического тока с помощью нулевой фазы 5 и первой фазы 6 от трансформатора 7 тока.
Через 0,1-0,5 ч одновременно с нагревом арматуры осуществляют сквозной электропрогрев бетона 8 пропусканием через него электрического тока с помощью элементов опалубки 3 с внутренней токопроводящей поверхностью 2, подключенной к трансформатору 7 с помощью второй фазы 9 и третьей фазы ГО. Нагрев арматуры до 150-200°С способствует дополнительному нагреву бетона в прилегающих к арматуре слоях, что приводит к электронзоляции арматуры. При этом химически несвязанная (свободная) вода стремится от более нагретых (у арматуры) к менее нагретым периферийным слоям бетона (явление тепломассопереиоса), увеличивая тем самым количество жидкой фазы, недостающее для интенсивного электропрогрева бетона в периферийных слоях, и приводя к интенсификации процесса термообработки.
Использование данного способа электротермообработки железобетонных изделий и конструкций обеспечивает интенсивность тепловой обработки путем дополнительного нагрева прилегающих к арматуре слоев бетона и создания равномерного температурного поля, что повышает качество изделий и дает возможность достигать требуемой прочности бетона при меньших затратах электроэнергии по сравнению с известными способами электропрогрева.
Формула изобретения
Способ термообработки железобетонных изделий и конструкций путем нагрева арматуры электрическим током и бетона контактной передачей тепла от арматуры, отличающийс я тем, что, с целью обеспечения равномерного и интенсивного нагрева бетона, нагрев арматуры ведут до 150-200°С в течение 0,1 - 0,5 ч, после чего осуществляют дополнительный нагрева бетона путем пропускания электрического тока с одновременным поддержанием температуры в арматуре.
Источники информации, принятые во внимание при экспертизе
1.Миронов С. А. Теория и методы зимнего бетопироваиия. М, «Стройиздат, 1975, с. 545.
2.Martinet С. Frankreich. Elektische Пагtung vonbeton. - «Betonsteinzeitung, 1960, № 11, с. 529.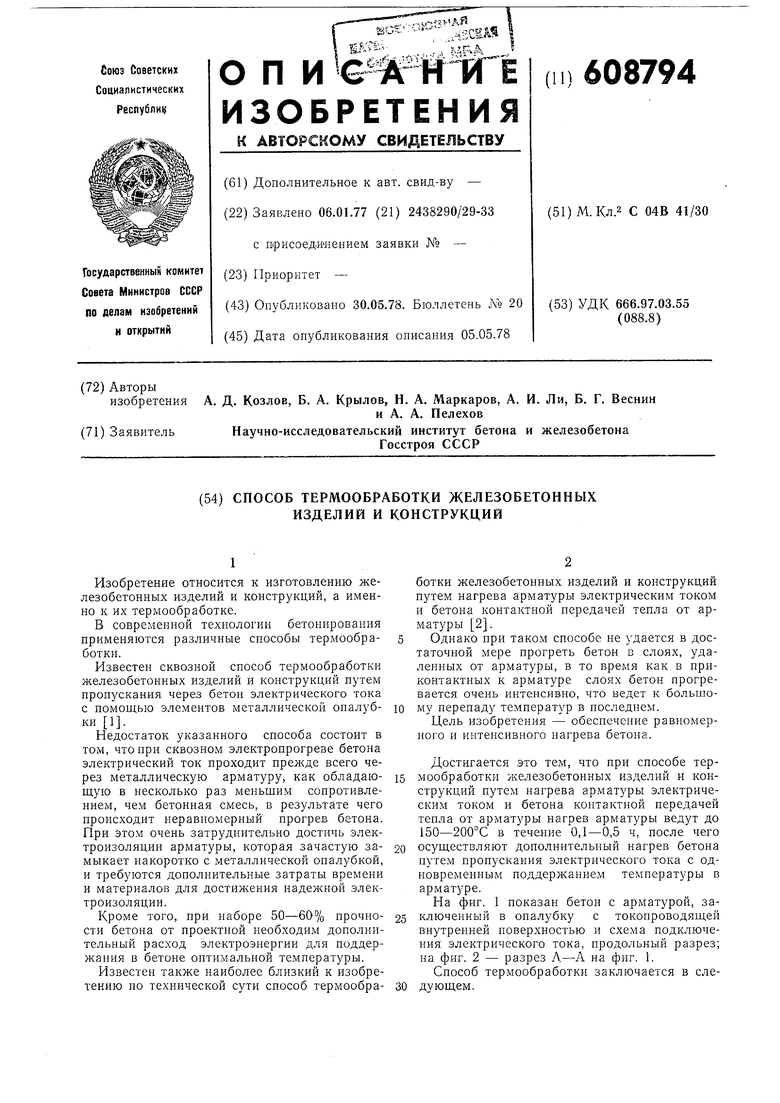
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возведения монолитных железобетонных конструкций и устройство для его осуществления | 1983 |
|
SU1158722A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОГО ВОЗВЕДЕНИЯ МОНОЛИТНЫХ КОНСТРУКЦИЙ ЗДАНИЯ В УСЛОВИЯХ ПОНИЖЕННЫХ ТЕМПЕРАТУР | 2019 |
|
RU2702486C1 |
| Способ электропрогрева бетонной смеси в конструкциях | 1977 |
|
SU918287A1 |
| СПОСОБ ЭЛЕКТРОПРОГРЕВА КАМЕННОЙ КЛАДКИ | 2001 |
|
RU2194824C2 |
| Устройство для термообработки бетонных и железобетонных изделий | 1980 |
|
SU981298A1 |
| Способ нагрева арматурной проволоки | 1978 |
|
SU777071A1 |
| СПОСОБ ФОРМОВАНИЯ МОНОЛИТНЫХ СТЕН И ПЕРЕКРЫТИЙ | 1993 |
|
RU2062774C1 |
| Способ термообработки бетонных изделий | 1980 |
|
SU983120A1 |
| СПОСОБ ЭЛЕКТРОПРОГРЕВА БЕТОНА И ЖЕЛЕЗОБЕТОНА | 1968 |
|
SU231364A1 |
| СПОСОБ ЭЛЕКТРОДНОГО ЭЛЕКТРОПРОГРЕВА ЗАМОНОЛИЧИВАЕМОГО СТЫКА КОЛОННА-РИГЕЛИ СБОРНО-МОНОЛИТНОГО КАРКАСА ЗДАНИЯ И ЭЛЕКТРИЧЕСКАЯ СХЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352545C1 |
iput.f
/«-/)
tPui.Z
