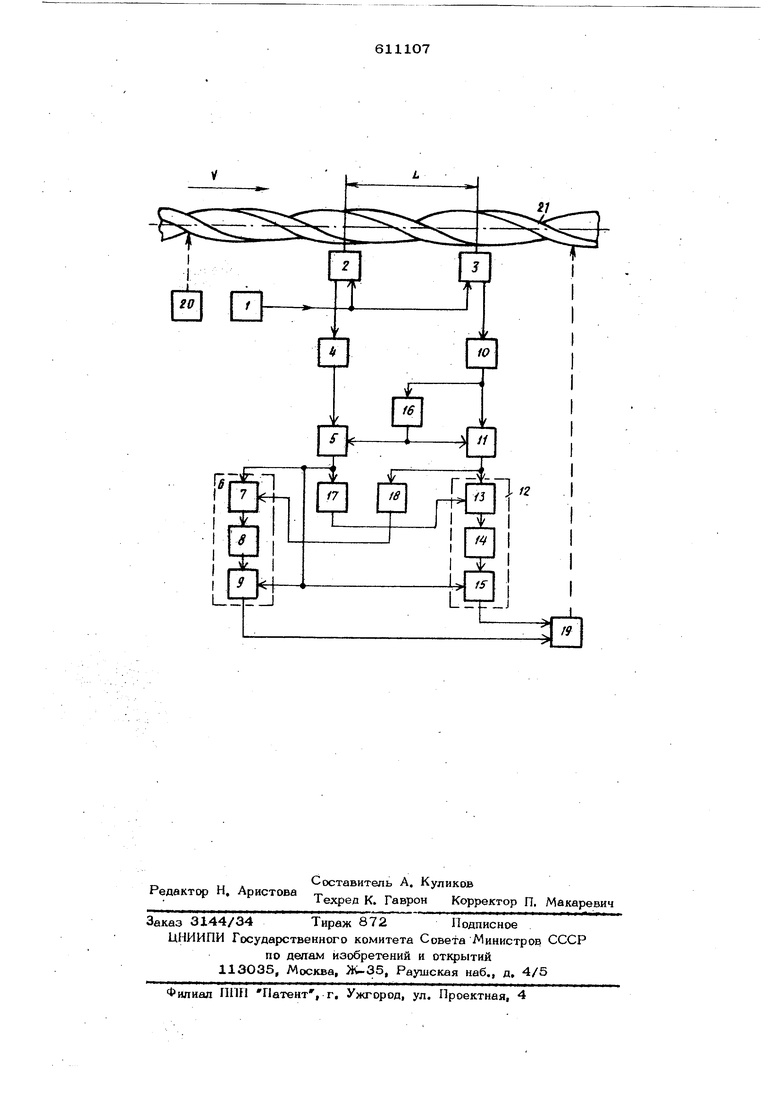
Эта цепь достигается тем, что известное устройство снабжено вторым ключевым элементом, сигнальный вход которого подсоединен к выходу второго бпока формирования импульсов напряжения, двумя блокам управления, каждый из которых включен между выходом ключевого элемента и входом механизма разбраковки и состоит и последовательно соединенных схем совпадения, реле времени и элемента И подсоединенного управляющим входом к выходу первого ключевого элемента, и тремя реле времени с временной задержкой, одно из которых включено между выходом второго блока формирования импульсов напряжения и управляющими входами ключевых эпеменТОБ, а каждое из двух других включено между одного блока управления и входом схемы совпадений другого блока управления. На чертеже приведена.функциональная схема устройства. Устройство содержит источник 1 питани первичные преобразователи 2 и 3,подсоединен ные к источнику питания, подключенные к преобразователю 2 последовательно соедин ные блок 4 формирования импульсов напряжения, ключевой элемент 5 и блок 6 управления, состоящий из последовательно включенных схемы 7 совпадений, реле 8 аремени и элемента И 9, подключенные к преобразователю 3 последовательно соединенные блок 10 формирования импульсов напряжения, ключевой элемент Ни блок 12 управления, состоящий из последовател но включенных схемы 13 совпадений, реле 14 времени и элемента И 15, реле 16 17 и 18 времени с временной задержкой, из которых реле 16 включено между выхо дом блока 1О формирования импульсов напряжения и управляющими входами ключевых элементов 5 и 11, реле 17 включено между выходом ключевого элемента 5 и входом схемы 13 совпадений и репе 18 между выходом ключевого элемента 11 и входом схемы 7 совпадений, механизм 19 разбраковки, подсоединенный к выходам элементов И 9 и 15, управляющие входы которых подключены к выходу ключевого элемента 5, и механизм 20 перемещения. Устройство работает следующим образо Механизм 2О перемещает через преобразователи 2 и 3 с постоянной скоростью V контролируемое изделие 21, имеющее длинуС,номинапьнЫй щаг винтовой пинии ном максимальный допуск на щаг ± Д При продольном перемещении изделия чере преобразователи 2 и 3, если исключить при этом вращение изделия вокруг продоль ной оси, положение ребер изделия относительно преобразователей 2 и 3 будет изменяться, что приводит к изменению их выходных напряжений поступающих на блоки 4 и 10 формирования импульсов напр жения соответственно. Блоки 4 и 1О вырабатывают импульсы напряжения длительностью 14 -,соответствующие по временимаксимумам выходных напряжений с преобразователей 2 и 3 соответственно, установленных на фиксированном расстоянии L о пин от другого, например L таким образом, что рри прохождении изделия с щагомй д выходные напряжений преобразователей изменяются синфазно, т. е. импульсы с блоков 4 и 10 появляются одновременно. Если щаг винтовой линии S S о то импульс с блока 10 по времени появляется раньше, чем импульс с блока 4. При щаге винтовой линии импульс с блока 4 появляется раньще, чем импульс с блока 10. По временным интервалам между импульсами с блоков 4 и 10 определяются отклонения шага винтовой линии от номинального. В моМент входа в зону контроля ребра изделия могут быть ориентированы относительно преобразователей различным образом, поэтому временные интервалы между первыми импульсами с блоков 4 и 10 зависят не только от щага винтовой линии изделий, но и от начальной ориентации ребер изделия относительно преобразователей. Для исключения перебраковки изделий Б устройстве измерение временных интервалов между импульсами с блоков 4 и 1О начинается со второго импульса с блока Ю, для чего его первым импульсом запускается реле 16, временная задержка Г., которого больще . С выхода реле 16 импульс i, 1лэа. длительностью поступает па управляющие входы ключевых элементов 5 и 11. С блока 4 импульсы через ключевой элемент 5 поступают на входы блока 6 управления( элементов И 9 и 15 и реле 17 времени. С блока 10 импульсы через ключевой элемент 11 поступают на вход блока 12 управления и реле 18 времени. Реле 8 и 14 времени вьфабатывают импульсы плитеnbHOCTbrotg t. , где АЗпр д-наибольщее отклонение щага винтовой линии изделий от номинального. Реле 17 и 18, имеющие временную задержKv - т - 4 SMAKC ку - -,6V вырабатывают импульсы длительностью , . Snpe3J4S A c 17S8 Если щаг БИНТОВОЙ линии схема 7 совпадений при поступлении на ее вход импульса с блока 4 формирования импульсов напряжения не срабатывает, поскольку на ее другой вход вэтовремя импупьс с репе 18 времени не поступает. При шаге5 5цо;у uSi«HK HMnyntfcb с блока .10 формированияимпу сов напряжения и реле 17 времени одновременно поступают на входы схемы 13 сов падений, которая вьфабатьгоает импупьс, запускающий репе 14 времени. Импупьс с репе 14 времени поступает на вход элемента И 15 который вырабатывает импупьс при поступпении на его п.ругой вход импульса с бпока 4 формирования импупьсов напряжения. При выходе изделия из зоны контроля временной интервал между последним импупьсом с бпока 4 формирования импупьсов напряжения и соответствующим ему импупьсом с бпока 10 также зависит от положения ребер иэдепия относительно преобразователей; Для исключения перебраковки изделий временной интервал между этими импульсами не определяется, для чего элементы И 9 и 15 вьфабатьгеают импульсы, поступающие на механизм 19 разбраковки, только после поступления на них последующего импупьса с блока 4 формирования импульсов напряжения. При поступлении импульса со схемы 15 механизм разбраковки направляет изделие в магазин Брак(на чертеже не показан). Если шаг винтовой линии пежнт в пределах схема 13 совпадений не вьфабатывает импульса, поскольку импульс с реле 17 времени поступает на е вход после окончания импульса с бпока 1О. Механизм 19 разбраковки, на который не поступает управляющего импульса, направля ет изделие в магазин годных изделий (на чертеже не показан). Перед контролем следующего изделия механизм разбраковки возвращается в исходное состояние. Аналогично работает устройство при контроле изделий с шагом винтовой линии 5 5 -Устройство имеет высокую помехоустойчивость, поскольку прохождение помехи возможно только в моменты, когда на схемы 7 и 13 совпадений подаются импуль сы с реле 17 и 18 времени. Устройство для сортировки изделий по шагу винтовой пинии имеет высокую надежность контроля за счет исключения влияния ориентации ребер изделия в моменты входа в зону контроля и выхода из нее и разделяет бракуемые изделия по виду брака, что позволяет получить статистические данные о распределении брака в технологическом процессе. Формула изобретения Устройство для сортировки изделий по шагу винтовой линии, содержащее два первичных преобразователя, установпенныв на фиксированном расстоянии один от другого, два блока формирования импульсов напряжения, каждый из которых подсоединен к одному. из преобразователей, ключевой элемент, сигнальный вход которого подсоединен к выходу первого блока формирования импульсов напр5ркения, и механизм разбраковки, отличающееся тем, что, с целью повышения надежности, оно снабжено вторым ключевым элементом, сигнальный вход которого подсоединен к выходу второго блока формирования импульсов напряжения, двумя блоками управления, каждый из которых включен между выходом ключевого элемента и входом механизма разбраковки и состоит из последовательно соединенных схем совпадения, реле времени и элемента И, подсоединенного управляющим входом к выходу первого кпючевого элемента, и тремя реле времени с времен)Ой задержкой, одно из которых включено между выходом второго блока формирования импульсов напряжения и управпяющими входами ключевых элементов, а каждое нз двух других включено между входом одного блока управления и входом схемы совпадений другого бпока управления. Источники информации, принятые во внимание при экспертизе; 1.Авторское свидетельство CCtP bfc200187, кп. Q О1 В 5/20, .196о. 2.Авторское свидетепьство CCCF№3&О349, кп. G 01 В 7/14, 1971. 3.Авторское свидетельство СССР №145011, кп. Q О1 в 11/24, 1961. 4.Авторское свидетепьство СССР №399716, кл. G 01 В 7/14, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки стержневых изделий | 1978 |
|
SU742701A1 |
| Устройство для автоматической сортировки стержней по шагу винтовой линии | 1980 |
|
SU963581A1 |
| Устройство для сортировки стержневых изделий в виде двухзаходного винта | 1980 |
|
SU917871A1 |
| Устройство для управления четырехфазным шаговым двигателем с резервированием | 1977 |
|
SU736335A1 |
| Реле времени | 1982 |
|
SU1018167A1 |
| Устройство для измерения шероховатости поверхности | 1980 |
|
SU938017A1 |
| Устройство для формирования импульсов тока | 1974 |
|
SU649182A1 |
| Фазоимпульсный преобразователь угловых перемещений | 1975 |
|
SU954821A1 |
| Измерительное устройство к ультразвуковому дефектоскопу | 1974 |
|
SU605165A1 |
| Регулятор постоянного тока | 1982 |
|
SU1067488A1 |