1
Изобретение относится к области сварки и может быть использовано для получения различного рода двухслойных трубчатых неразъемных соединений.
Известен способ соединения диффузионной сваркой пустотелой детали из цветного металла с внутренней поверхностью полой детали из стали и ее сплавов, при котором образование соединения происходит за счет диффузии между стальной деталью, находящейся в твердой фазе, и поверхностью детали из цветного металла, находящегося в жидкой фазе 1.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ получения двухслойных трубчатых соединений диффузионной сваркой коаксиально собранных трубных заготовок, при котором сварочное давление создают за счет разницы коэффициентов термического расширения материала заготовок .
Однако этот способ не обеспечивает высокого качества соединения, поскольку превышение температуры, соответствующей потере несущей способности менее прочной из заготовок, приводит к необратимым большим пластическим деформациям двухслойного соединения в случае сварки пластичных материалов (например, при получении биметаллических патрубков) или к хрупкому разрушению в случае сварки таких материалов, как керамика и металлы (в этом случае превышение температуры,
соответствующей потере несущей способности керамики, вызывает в керамической заготовке радиальные трещины). В результате таких деформаций в зоне соединения трубных заготовок происходит разрыв
и срез мостиков сварки и расслоение заготовок, вследствие чего снижается прочность и плотность двухслойного трубчатого соединения. Превышение в процессе нагрева заготовок температуры, соответствующей потере несущей способности менее прочной из них, не увеличивает давления в контакте, и энергозатраты, связанные с увеличением температуры сварки, будут излишними.
Целью изобретения является повышение качества сварного соединения за счет ограничения деформации свариваемых заготовок и снижение энергозатрат. Для этого по предлагаемому способу
нагрев осуществляют до температуры, не превышающей температуру потери несущей способности менее прочной из заготовок.
В трубную заготовку из материала с большим коэффициентом линейного расширения устанавливают заготовку из материала с меньшим коэффициентом линейного расширения и -нагревают. Термоупругое расширение заготовок при нагреве ведет к исчерпанию зазора между ними при достижении минимальной температуры сварки данного соединения ТоДальнейшее повышение температуры создает на поверхностях контакта заготовок давление Р, возрастаюшее с увеличением температуры, под действием которого происходит пластическое деформирование микровыступов на взаимодействуюш,их поверхностях заготовок, приводяшее к образованию физического контакта. Последующая активация и объемное взаимодействие завершают процесс образования соединения в твердой фазе. Температуру нагрева ограничивают значением, при котором происходит потеря несушей способности менее прочной из заготовок.
При этом исключаются энергозатраты на дополнительный нагрев, не приводяший к увеличению давления в контакте свариваемых заготовок, и ограничивают деформации в зоне Соединения, что обеспечивает плотность и прочность образующихся при диффузионной сварке связей.
Величину температуры смыкания зазора между заготовками определяют по формуле
Г„ -
л, л
.,(T).i(T)
где б - зазор между поверхностями заготовок;
Ri, RZ - радиусы срединных поверхностей наружной и внутренней заготовок соответственно;
ai(T), 0,2(7)-текущие значения коэффициентов линейного расширения материалов наружной и внутренней заготовок.
Для заданной программы нагрева во времени Т (t) кинетику давления в контакте (t) с учетом кратковременной ползучести материалов заготовок определяют решением следуюшего уравнения:
Pir(() )- f,(t)P(t)dtо
-{ f,(())d(,
где
гу .и j,a,(y)..(-)-b
RlRl
+
, (7-) hi E, (T) Й, Ri Y ( KI , 1
B,R,
A, ; E,(T)fii B,(T)h, I
exp
RT )
,2 -l
« /
R
,
У Ei(T)h, E,(T)h
ехр
RT)
где E, EZ - модули упругости материалов наружной и внутренней заготовок;
f/i, - значения энергий активации процессов, контролирующих ползучесть в материалах наружной и внутренней заготовок;
S, h и В, /12 - контакты степенных
законов ползучести материалов наружной и внутренней заготовок;
R - газовая постоянная. Затем определяют зависимости несуших способностей заготовок от температуры по формулам
Rs,(T) ,(T) RI
s,(T) ,(T)
R
где ), OsJiT) -зависимости пределов текучести материалов внешней и внутренней заготовок от температуры.
Менее прочной из заготовок соответствуют меньшие из двух значений Р PS для любой температуры.
Температуру, соответствующую потере
несущей способности менее прочной из
трубных заготовок, находят как абсциссу
точки пересечения графиков (t) и
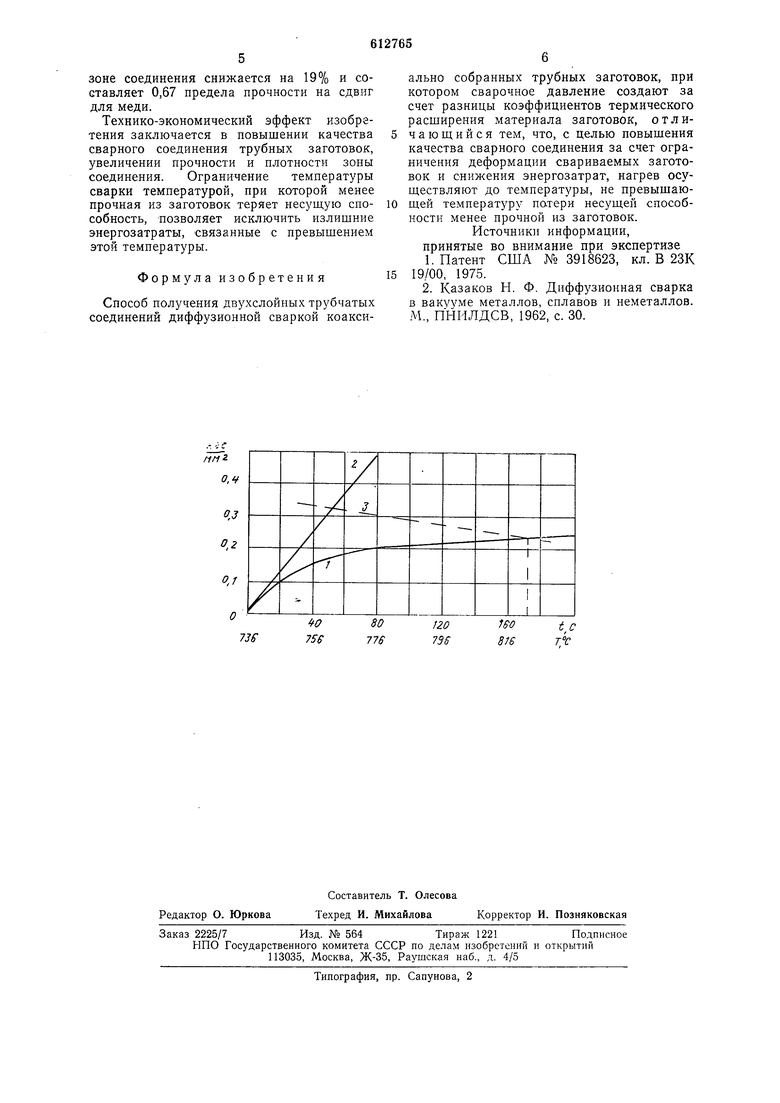
Р ЛПример. Для соединения трубных заготовок из меди МБ (. мм, мм) и технически чистого молибдена с боросилицидным покрытием ( мм, hi 0 мм) минимальная температура смыкания зазора составляет 7о 736°С.
На чертеже приведена кинетика изменения давления в контакте (t) (кривая 1), функция ( (кривая 2) для данного соединения при нагреве с постоянной скоростью 0,5 град-с- и зависимость Ps{T)
для менее прочной медной заготовки представлена. Абсцисса точки пересечения кривых 2 и 3 определяет для данного соединения температуру, соответствующую потере несущей способности медной заготовки
822°С. Процесс нагрева при диффузионной сварке в вакууме для данного соединения был в соответствии с расчетом ограничен температурой 810-815°С. В интервалетемператур 700-815°С нагрев проводится со
средней, скоростью 0,5 град-с Ч Сваренные соединения проходят испытания на срез при выдавливании внутренней заготовки из внешней и показывают среднее значение сопротивления срезу в зоне соединения,
равное 0,83 предела прочности на сдвиг для меди.
Для образцов, разогретых до температур 860-870°С с той же скоростью нагрева 0,5 град-с, испытания показывают, что
среднее значение сопротивления срезу в
зоне соединения снижается на 19% и составляет 0,67 предела прочности на сдвиг для меди.
Технико-экономический эффект изобретения заключается в повышении качества сварного соединения трубных заготовок, увеличении прочности и плотности зоны соединения. Ограничение температуры сварки температурой, при которой менее прочная из заготовок теряет несущую способность, позволяет исключить излишние энергозатраты, связанные с превышением этой температуры.
Формула изобретения
Способ получения двухслойных трубчатых соединений диффузионной сваркой коаксиально собранных трубных заготовок, при котором сварочное давление создают за счет разницы коэффициентов термического расширения материала заготовок, отличающийся тем, что, с целью повышения качества сварного соединения за счет ограничения деформации свариваемых заготовок и снижения энергозатрат, нагрев осуществляют до температуры, не превышающей температуру патери несущей способности менее прочной из заготовок.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3918623, кл. В 23К 19/00, 1975.
2.Казаков Н. Ф. Диффузионная сварка в вакууме металлов, сплавов и неметаллов. М., ПНИЛДСВ, 1962, с. 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ телескопического соединения труб | 1977 |
|
SU620353A1 |
| Установка для получения биметаллических труб диффузионной сваркой | 1982 |
|
SU1006136A2 |
| Способ получения биметаллических полых изделий диффузионной сваркой | 1989 |
|
SU1692790A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАНОВЫЙ СПЛАВ-АЛЮМИНИД ТИТАНА | 2010 |
|
RU2477203C2 |
| Установка для получения биметаллических труб диффузионной сваркой | 1988 |
|
SU1556848A2 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581317C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581322C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581321C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2583188C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2581323C1 |
73G
