Изобретение относится к диффузионной сварке и может быть использовано в трубной и других отраслях промышленности.
Целью изобретения является расширение номенклатуры свариваемых деталей.
Способ осуществляют следующим образом.
Для получения полых биметаллических изделий осуществляют коаксиальную сборку трубных заготовок, их деформирование до плотного соприкосновения свариваемых поверхностей, герметизацию межслойного пространства. Затем собранные заготовки размещают коаксиально в теплоаккумули- рующем экране, отношение теплоемкости материала которого к площади его наружной поверхности превосходит в 1,3-3,0 раза отношение теплоемкости материала внутренней заготовки к площади ее внутренней
поверхности. Собранный узел размещают в контейнере для сварки детали, нагревают, сдавливают путем подачи в него жидкотеку- чей среды и осуществляют изотермическую выдержку.
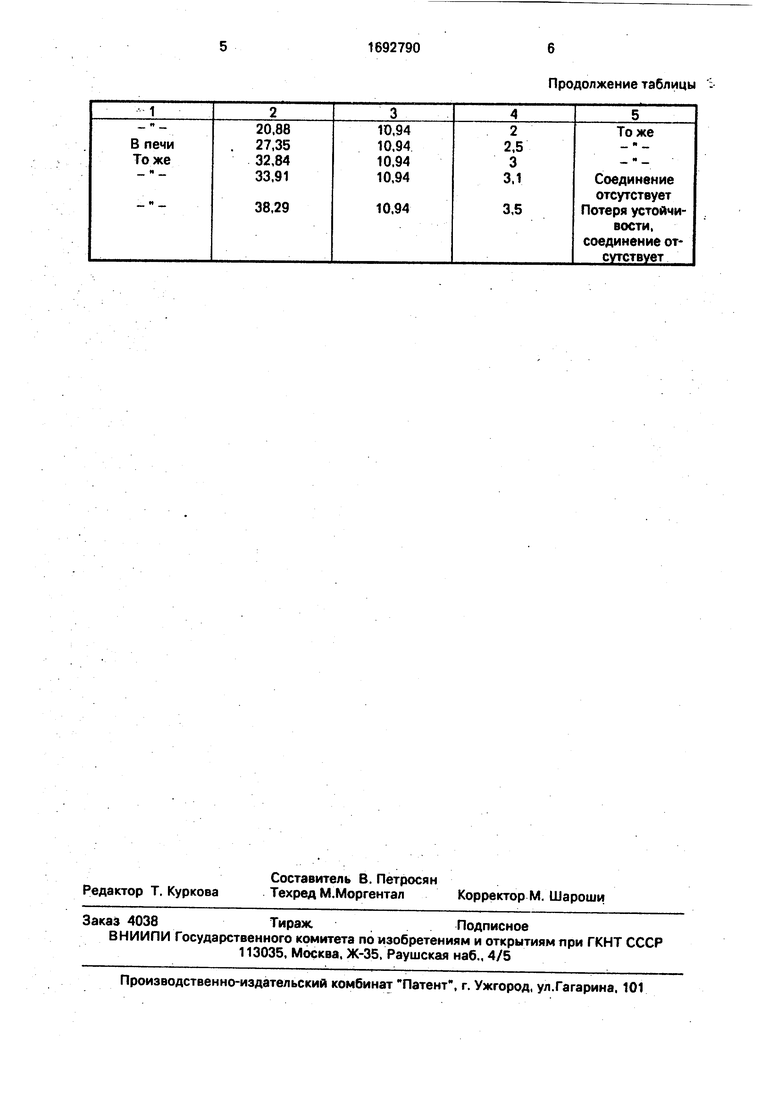
Экран позволяет уменьшить интенсивность подвода тепла к наружному слою с его наружной поверхностью по сравнению с тепловым потоком через контакт с внутренним слоем, последний и определяет температуру наружного слоя в начальной стадии процесса при герметизации установки и наполнении ее текучей средой заданного дав- ления. При помещении заготовки в нагревательное устройство и нагреве слоев наружный слой из-за разности в коэффициентах линейного расширения образует зазор, но при этом тепловой поток через контакт с внутренним слоем падает вследствие роста теплового контактного сопротивления, а температура внутреннего слоя начинает превышать температуру наружного Слоя, компенсируя разницу в коэффициентах теплового расширения, и как следствие, исключается рост зазора между слоями, по- теря устойчивости наружного слоя и обеспечивается качественное соединение Заготовок при коэффициенте термического расширения материала наружной заготовки, большем чем у внутренней, т.е. обеспе- чивается расширение номенклатуры свариваемых деталей. Для получения положительного эффекта достаточно превышение отношения теплоемкости экрана и площади его наружной поверхности в 1,3 раза над отношением теплоемкости внутреннего слоя к площади внутренней поверхности заготовки. Уменьшение превышения отношения теплоемкости к площади тепло- носпринимающей поверхности внутреннего слоя до 1,2 раза не позволяет исключить рост зазора междуслоями и приводит к по- тере устойчивости наружного слоя и браку. При нагреве заготовки в электропечи косвенного нагрева, когда коэффициент Теплоотдачи с наружной поверхности в несколько раз превосходит коэффициент теп- Лоотдачи с внутренней поверхности Заготовки, увеличение отношения теплоемкости экрана к площади наружной поверхности до 3 раз над отношением Теплоемкости внутреннего слоя к площади йнутренней поверхности заготовки позволяет исключить перепад температур и получить желаемый эффект. При дальнейшем увеличении отношения теплоемкости экрана к площади его наружной поверхности, а Значит и росту теплоемкости наблюдается Значительное падение температуры в печи После посада заготовки на 300°С и более, что приводит к резкому падению лучистого теплового потоки на внутреннюю поверхность слоя. Таким образом, положительный Эффект от использования теплоаккумулиру- Ющего экрана нивелируется. Тепловой по-
0 5 5
0
5
0
5
0
ток от экрана к наружному слою и от внутреннего слоя к наружному слою становится соизмеримым, что в итоге приводит к появлению и росту зазора между слоями и, как следствие, снижению качества сварки и потере устойчивости наружного слоя.
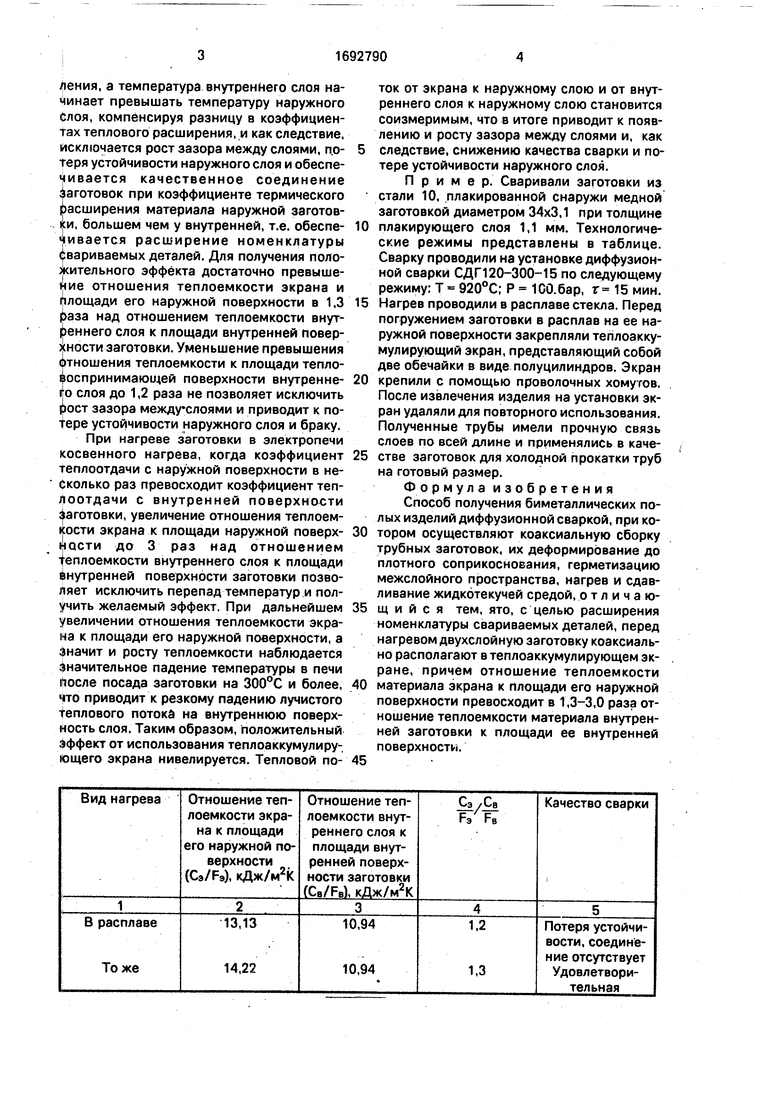
Пример. Сваривали заготовки из стали 10, плакированной снаружи медной заготовкой диаметром 34x3,1 при толщине плакирующего слоя 1,1 мм. Технологические режимы представлены в таблице. Сварку проводили на установке диффузионной сварки СДП20-300-15 по следующему режиму: Т 920°С; Р 1 СО.бар, г 15 мин. Нагрев проводили в расплаве стекла. Перед погружением заготовки в расплав на ее наружной поверхности закрепляли теплоакку- мулирующий экран, представляющий собой две обечайки в виде полуцилиндров. Экран крепили с помощью проволочных хомутов. После извлечения изделия на установки экран удаляли для повторного использования. Полученные трубы имели прочную связь слоев по всей длине и применялись в качестве заготовок для холодной прокатки труб на готовый размер.
Формула изобретения Способ получения биметаллических полых изделий диффузионной сваркой, при котором осуществляют коаксиальную сборку трубных заготовок, их деформирование до плотного соприкоснования, герметизацию межслойного пространства, нагрев и сдавливание жидкотекучей средой, отличающийся тем, ято, с целью расширения номенклатуры свариваемых деталей, перед нагревом двухслойную заготовку коаксиаль- но располагают в теплоаккумулирующем экране, причем отношение теплоемкости материала экрана к площади его наружной поверхности превосходит в 1,3-3,0 раза отношение теплоемкости материала внутренней заготовки к площади ее внутренней поверхности.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения биметаллических труб диффузионной сваркой | 1982 |
|
SU1006136A2 |
| Способ изготовления биметаллических труб диффузионной сваркой | 1983 |
|
SU1088901A1 |
| Способ получения биметаллических труб диффузионной сваркой | 1983 |
|
SU1100063A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН - СТАЛЬ | 2005 |
|
RU2293004C1 |
| Способ получения двуслойных трубчатых соединений | 1976 |
|
SU612765A1 |
| Способ получения биметаллических труб диффузионной сваркой | 1987 |
|
SU1493425A1 |
| Способ получения биметаллических труб диффузионной сваркой | 1980 |
|
SU919834A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЛИ КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2017 |
|
RU2662910C1 |
| Поточная линия для производства биметаллических труб диффузионной сваркой | 1980 |
|
SU884914A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
Изобретение относится к диффузионной сварке и может быть использовано в трубной и других отраслях промышленности. Цель изобретения - расширение номенклатуры свариваемых деталей. Коаксиально собранные трубные заготовки деформируют до плотного соприкосновения свариваемых поверхностей, межслойное пространство герметизируют по торцам и распогалают их коаксиально в теплоаккуму- лирующем экране. При этом отношение теплоемкости материала экрана к площади его наружной поверхности превосходит в 1,3- 3,0 раза отношение теплоемкости материала внутренней заготовки к площади ее внутренней поверхности. Расширение номенклатуры достигается путем получения качественной сварки труб с наружным слоем, имеющим коэффициент линейного расширения, больший чем у внутреннего. 1 табл. fe
| Устройство для производства биметаллических изделий | 1975 |
|
SU626924A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
